















































Laserlõikeseadme paigutuse ettevaatusabinõud
Turumajanduse kiire arengu ja teaduse-tehnoloogia kiire arengu taustal on laserlõikamistehnoloogia laialdaselt kasutuses autode, masinate, elektri, kinnaste ja elektroseadmete valdkonnas. Üldiselt enne laserlõikamasina kasutamist impordime ettevalmistatud joonised programmi ning seejärel paigutame graafika ühele plaadile nii, et laserlõikemasin saaks tooteid partides töödelda. Kuigi paigutusprotsess on väga lühike, peitub selles palju teadmisi. Kui paigutus on veidi vale, avaldab see suurt mõju kogu plaadi lõikamise efektiivsusele.

Joonistamisel tuleb pöörata tähelepanu järgmistele asjadele:
1. Nurga sulamine
Kui lõigata õhke teraslehe nurgad aeglasesti, siis laser sulatab liigse kuumuse tõttu nurga ja tekitab nurgale väikese raadiuse, et säilitada laseri kõrge lõikekiirus, vältida lehe ülekuumenemist ja sulamist nurga lõikamisel, saavutades sellega hea lõikekvaliteedi, vähendades lõikeaega ja parandades tootlikkust.
2. Osade vahe
Tavaliselt peaks osade vahel olema suurem vahe, kui lõigatakse paksu ja sooja lehega, sest paksu ja sooja lehe soojus avaldab suuremat mõju. Kui lõigatakse nurgasid, teravaid nurkasid ja väikseid pilte, tekib servade põlemise oht, mis mõjutab lõikekvaliteeti.
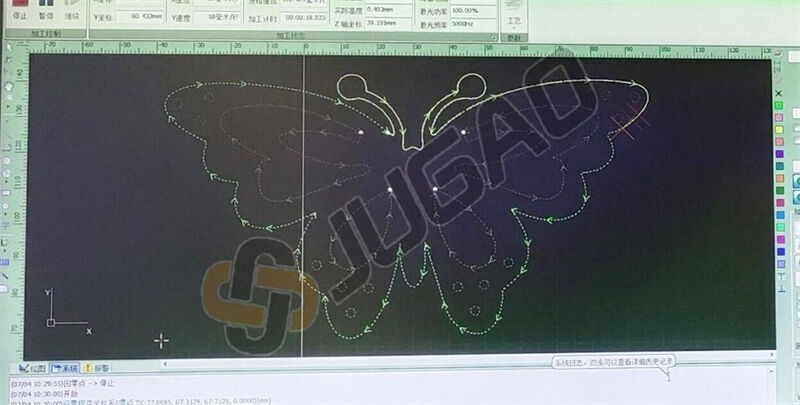
3. Juhi seadmine
Paksuimate plaadide lõikamise protsessis, et tagada lõikeava hea ühendus ja vältida põlemisi alguses ja lõpus, tehakse sageli lõikamise algusesse ja lõppu siirdjoon, mida nimetatakse vastavalt juht- ja lõpptsooniks. Juht- ja lõpptsoonid on töödetailile kasutuks, seega peaks need paiknema väljaspool töödetaili piirid. Samuti tuleb hoolitseda, et juhttsooni ei paigutataks teravate nurkade ja muudesse kohtudesse, kus soojus ei leiju hästi ära. Ühendus juhttsugast ja lõikeava vahel peaks võimalusel olema kaarekujuline siirdülemine, et masin liiguks sujuvalt ning vältida nurkades tekkinud põlemisi.
4. Üldine ääre lõikamine
Kahe või enama osa ühendamine üldise äärega, suurt kogust regulaarseid geomeetrilisi kujundeid peaks kasutama võimaluselt palju. Üldise ääre lõikamine võib märgatavalt vähendada lõikamise aega ja säästa tooraineid.
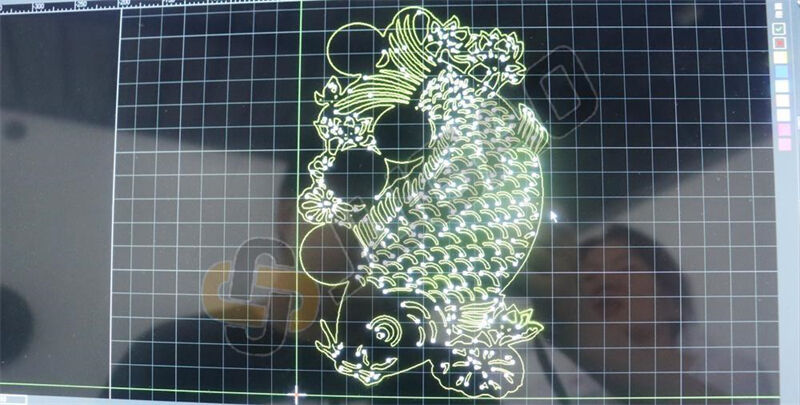
5. Osade kokkupõrge
Tootmise efektiivsuse maksimeerimiseks töötavad paljud laserlõikeseadmed pidevalt 24 tundi ja kasutavad automaatseid laadimis/väljastusseadmeid. Need võivad lõikamise järel ümberkukkunud osadega kokku puutudes kahjustada lõikepead ja katkestada tootmist, mis põhjustab suuri kahjusi. Seepärast on vajalik sortimisel pöörata tähelepanu sobiva lõikeraja valikule, vältida juba lõigatud osi, vähendada kokkupõrkeid, valida parim lõikerada, vähendada lõikamise aega ning käsitsi või automaatselt ühendada mitmeid väikseid osi väikeste ühendustega. Lõikamise järel saab laadimata osadest hõlpsasti lahutada need väikesed ühendused.
6. Jääkainete töötlemine
Pärast osade lõikamist tuleb laserlõikeseadme töölaualt võimalikult kiiresti eemaldada luukujuline jääk, et hõlpsaks teha järgmisi lõikamisoperatsioone. Laserlõikeseadmete puhul, millel puudub automaatne laadimisseade, saab luukujulist jääki lõigata väikesteks tükkideks, et seda kiirelt eemaldada ning vältida operaatori vigastusi, mis võivad tekkida raske ja teravate servadega jäägi liigutamisel.
Ülalpool toodud on mõned ettevaatusabinõud tüüpimisel laserlõikemasinatega. Firma JUGAO CNC MACHINE peamised tooted hõlmavad laserlõikemasinaid, CNC hüdraulilisi paindemasinaid, laserkeevitusmasinaid, nihkmasinaid ja torupainutusmasinaid jpt, mida kasutatakse lehtmetallitöötlemisel, korpustehnilogias, valgustustehnikas, mobiiltelefonide, 3C-seadmete, köögitaras, vannitoa seadmetes, autoosade meisterluses ja metalli töötlemise tööstuses. Oleme ootanud online-konsultatsiooni, et saada lisainfot masinate kohta.

