















































Was können Sie im Einstellungsmodus des DELEM DA-66T anpassen?
Inhaltsverzeichnis
• Einführung in den Einstellungsmodus des Steuerungssystems
• Parameteroptionen
• Programmiermaterialien mit ihren Eigenschaften
• Sicherungs-/Wiederherstellungsfunktionen
Produktsicherung
Produktwiederherstellung
Toolsicherung
Toolwiederherstellung
Sicherung und Wiederherstellung von Tabellen und Einstellungen
• Verzeichnisnavigation
• Programmeinstellungen
• Standardeinstellungen
• Berechnungseinstellungen
• Produktionseinstellungen
• Berechnung der Produktionszeit
• Zeiteinstellungen
• Häufig gestellte Fragen (FAQ)
• Fazit
Bei der Bedienung des DELEM-DA-66T-Steuersystems ist ein tiefes Verständnis der verschiedenen einstellbaren Funktionen im Einstellungsmodus entscheidend, um die Leistung und Betriebseffizienz der Abkantpresse zu verbessern. Falls Sie sich für die individuell konfigurierbaren Einstellungen in diesem Einstellungsmodus interessieren, erläutert dieser Artikel detailliert die zentralen Anpassungsmöglichkeiten, um die Parameter der Abkantpresse präzise zu optimieren und die Produktionseffizienz maximal zu steigern.
Einführung in den Einstellungsmodus des Steuersystems
Durch Antippen der Schaltfläche „Einstellungen“ in der Navigationsleiste wechselt das Steuersystem in den Einstellungsmodus. Alle Funktionen dieses Modus sind logisch in verschiedene Registerkarten kategorisiert; die jeweiligen Einstellungen jeder Registerkarte werden im Folgenden einzeln erläutert.
Der Einstellungsmodus DELEM DA-66T dient als umfassende Steuerzentrale und ermöglicht es Bedienern, verschiedene Maschinenparameter flexibel zu konfigurieren, um sich an unterschiedliche Betriebsanforderungen anzupassen, wobei stets eine optimale Biegegenauigkeit gewährleistet bleibt. Es handelt sich um ein zentrales Funktionsmodul, das die Produktionsstabilität sicherstellt.
Parameteroptionen
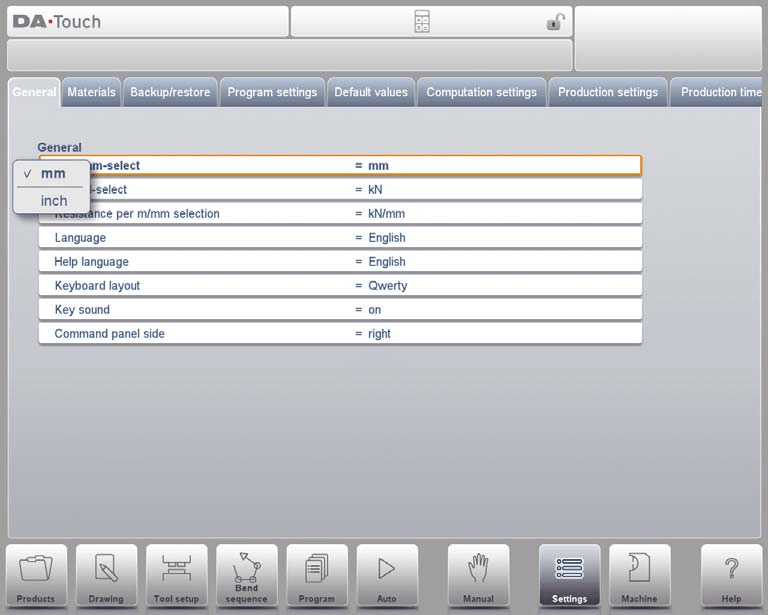
Nach Auswahl des gewünschten Reiters klicken Sie auf den zu ändernden Parameter, um Anpassungen vorzunehmen. Handelt es sich bei dem Parameter um einen numerischen oder alphanumerischen Typ, blendet das System automatisch eine Tastatur ein, über die Sie den Zielwert eingeben können. Die spezifisch einstellbaren Optionen lauten wie folgt:
• Zoll/mm-Auswahl: Einfaches Umschalten zwischen den Maßsystemen, um den Projektanforderungen gerecht zu werden.
• Ton/kN-Auswahl: Wahl der für die Kraftmessung geeigneten Einheit entsprechend den betrieblichen Spezifikationen, um die Datenaccuracy zu gewährleisten.
• Widerstand pro m/mm-Auswahl: Anpassung der Widerstandsparameter gemäß den Eigenschaften der zu verarbeitenden Materialien und den Anforderungen des Fertigungsprozesses.
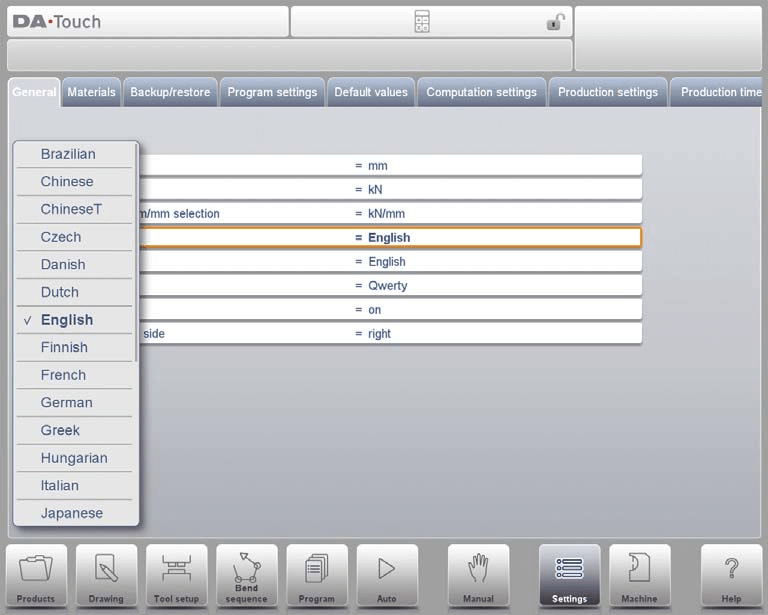
• Sprache: Wählen Sie die bevorzugte Sprache für die Bedienoberfläche, um die Bedienungskomfort zu verbessern.
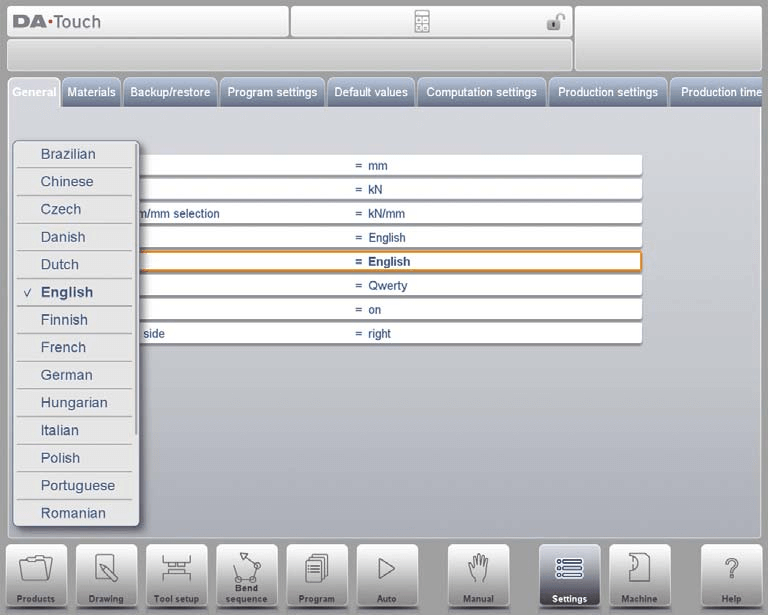
• Hilfesprache: Legen Sie die Anzeigesprache der Hilfedokumentation fest, um die Zusammenarbeit internationaler Teams zu unterstützen.
• Tastaturlayout: Passen Sie das Tastaturlayout an Ihre Bedienungsgewohnheiten an, um die Eingabeeffizienz zu steigern.
• Tastenton: Aktivieren oder deaktivieren Sie Tastentöne, um akustisches Feedback während der Bedienung bereitzustellen.
• Position des Befehlsfelds: Passen Sie die Anzeigeeinstellungen an, um die Zugänglichkeit des Bedienfelds zu optimieren.
Programmierbare Materialien mit ihren Eigenschaften
In diesem Reiter können Materialien und deren Eigenschaften programmiert werden. Sie können vorhandene Materialien bearbeiten, neue Materialien hinzufügen oder überflüssige Materialien löschen. Das Steuerungssystem kann Parameter für bis zu 99 Materialien vordefinieren.
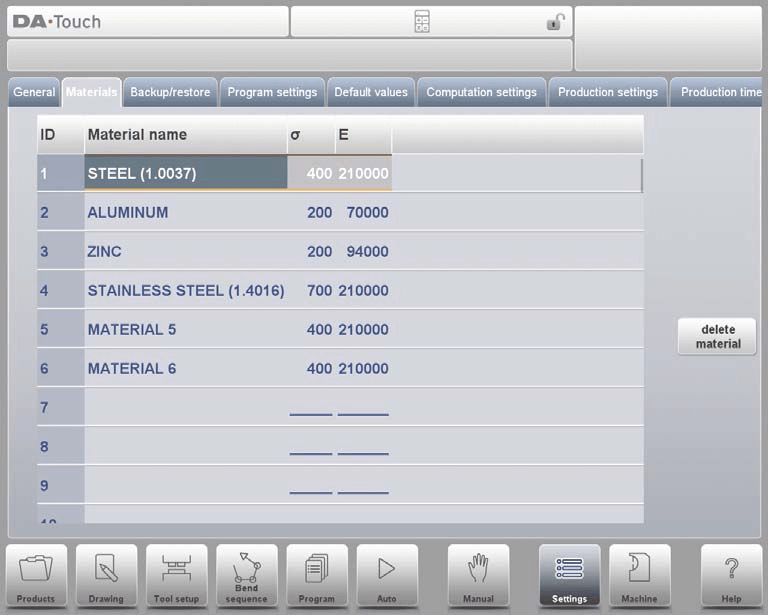
Jedes Material umfasst drei zentrale Eigenschaften, die angezeigt und geändert werden können:
• Materialname: Klare Kennzeichnung des Materialtyps, um eine eindeutige Beschriftung für den Verarbeitungsprozess bereitzustellen.
• Zugfestigkeit: Geben Sie genaue Zugfestigkeitswerte ein, die als Schlüsselparameter für die Gewährleistung der Genauigkeit von Biegevorgängen dienen.
• Elastizitätsmodul (E-Modul): Geben Sie das Elastizitätsmodul des Materials an, um sicherzustellen, dass die Handhabung des Materials durch die Maschine den Anforderungen an die physikalischen Eigenschaften entspricht.
Die Werkstoffe werden zunächst nach Werkstoffnummer (ID) sortiert angezeigt. Durch Klicken auf die Spaltenüberschrift kann nach jeder Eigenschaft in aufsteigender oder absteigender Reihenfolge sortiert werden. Um einen vorhandenen Werkstoff anzupassen, wählen Sie einfach den gewünschten Werkstoff aus und ändern Sie die Parameter direkt; um einen Werkstoff zu löschen, wählen Sie die entsprechende Zeile aus und verwenden Sie die Funktion „Werkstoff löschen“; um einen neuen Werkstoff hinzuzufügen, wählen Sie eine leere Zeile aus und geben Sie die relevanten Eigenschaftsparameter ein, um die Programmierung abzuschließen.
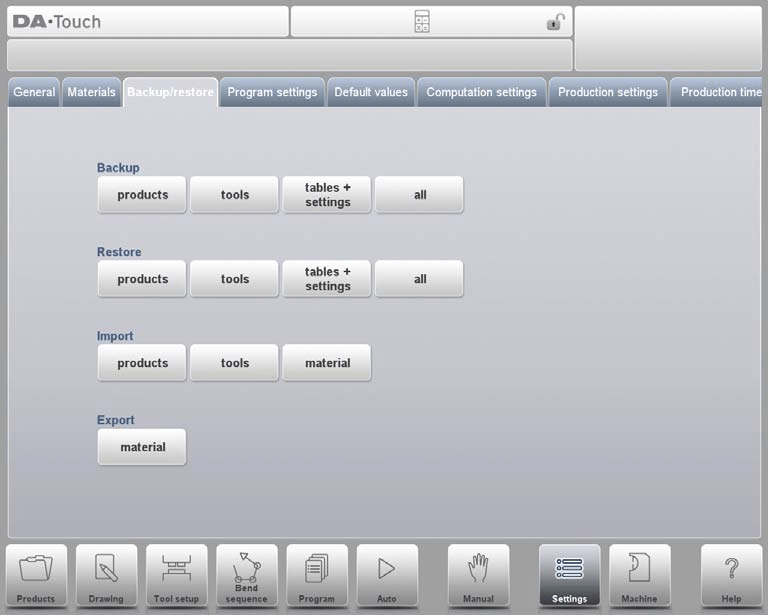
Sicherungs-/Wiederherstellungsfunktionen
Der Einstellungsmodus DELEM DA-66T bietet umfassende Sicherungs- und Wiederherstellungsfunktionen und unterstützt die Sicherung sowie Wiederherstellung von Produkt-, Werkzeug-, Einstellungs- und Tabellendaten. Zudem ist die Importierung von Produkt- und Werkzeugdaten aus älteren Steuerungsmodellen möglich.
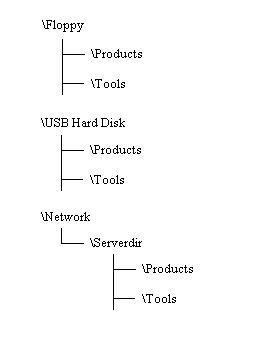
Die Sicherungs- und Wiederherstellungsprozesse für Werkzeuge und Produkte sind konsistent und auf alle Sicherungsmedien anwendbar (z. B. Netzwerkspeicher, USB-Sticks usw.). Das Sicherungsverzeichnis besteht aus einem Speichergerät (USB-Stick, Netzwerk) und einem bestimmten Ordner. Sie können je nach angeschlossenen Geräten flexibel auswählen. Falls erforderlich, können Sie einen Zielordner erstellen oder angeben, und die Sicherungspfade für Produkte und Werkzeuge können unabhängig voneinander festgelegt werden.
Produktsicherung
Wählen Sie im Hauptmenü „Sicherung“ die Option „Produkte“, um den Sicherungsvorgang für Produktprogramme zu starten.

Nach der Festlegung des anfänglichen Sicherungsverzeichnisses gelangen Sie in die Produkt-Sicherungsoberfläche. Die zentralen Funktionen sind wie folgt:
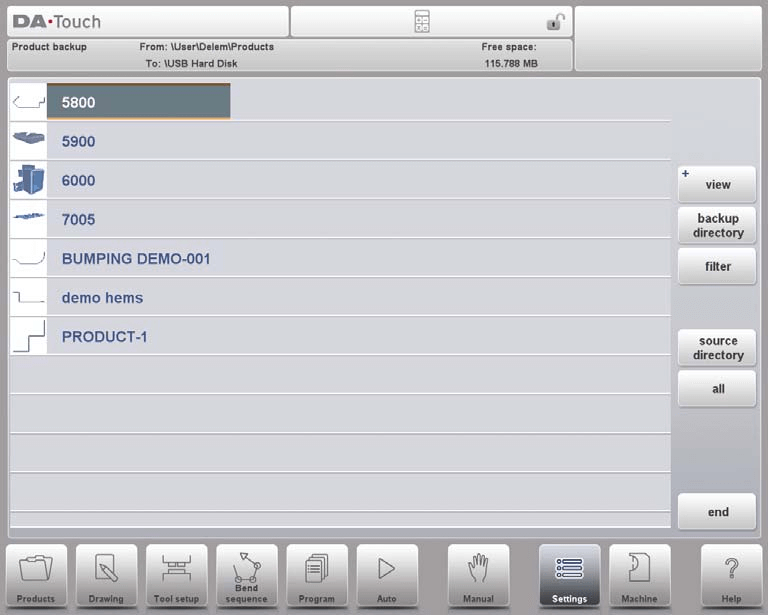
• Anzeige des aktuellen Standorts: Der aktuelle Pfad der Quelldatei und der Ziel-Pfad für die Sicherung werden deutlich oben in der Benutzeroberfläche angezeigt.
• Einzelprodukt-Sicherung: Klicken Sie, um das Zielprodukt auszuwählen; das System zeigt dann einen Sicherungsmarker zur Bestätigung des Vorgangs an. Falls bereits eine Datei mit demselben Namen im Sicherungsverzeichnis vorhanden ist, wird eine Eingabeaufforderung angezeigt, die fragt, ob diese ersetzt werden soll.
• Batch-Sicherung aller Produkte: Verwenden Sie die Option „Alle“, um mit einem einzigen Klick die Batch-Sicherung aller Produkte durchzuführen.
• Verzeichnisänderung: Passen Sie den Quellverzeichnispfad, an dem sich das Produkt befindet, über „Quellverzeichnis“ an, und wählen Sie über „Sicherungsverzeichnis“ den Speicherort der Sicherungsdatei aus, um eine schnelle Navigation zum Zielordner zu ermöglichen.
Produktwiederherstellung
Wählen Sie im Hauptmenü „Wiederherstellen“ die Option „Produkte“.

Nach Festlegung des anfänglichen Wiederherstellungsverzeichnisses gelangen Sie in die Produkt-Wiederherstellungsoberfläche. Der Ablauf ist wie folgt:
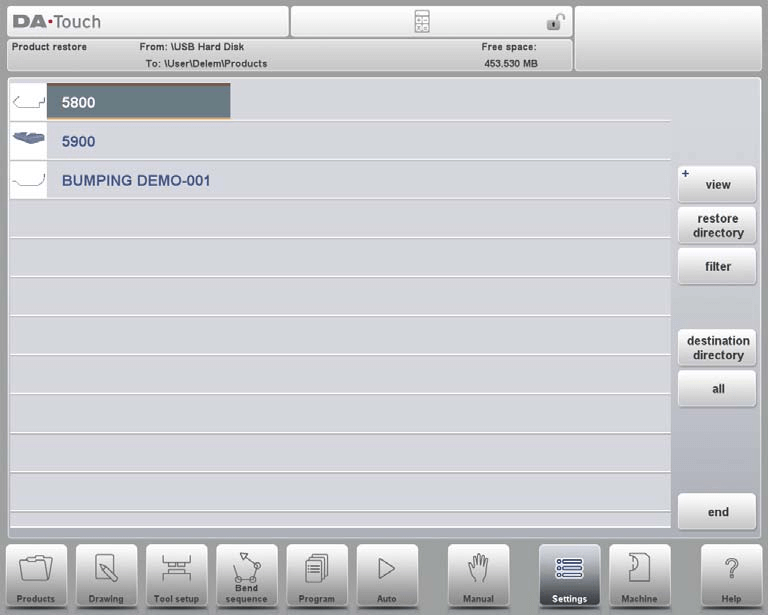
• Produktanzeige und -auswahl: Entsprechend der Bedienlogik des Produktmodus können Sie bequem die Produkte im ausgewählten Verzeichnis durchsuchen und die wiederherzustellenden Dateien auswählen. Der aktuelle Quellpfad und Ziel-Pfad für die Wiederherstellung werden oben in der Benutzeroberfläche angezeigt.
• Wiederherstellungsbestätigung: Klicken Sie, um das wiederherzustellende Produkt auszuwählen. Falls bereits eine Datei mit dem gleichen Namen im Ziel-Pfad vorhanden ist, fordert das System zur Bestätigung auf, ob diese ersetzt werden soll.
• Verzeichnis-Anpassung: Passen Sie den Quellpfad der wiederherzustellenden Datei über „Wiederherstellungsverzeichnis“ an und geben Sie über „Zielverzeichnis“ den Speicherort nach der Wiederherstellung der Datei an.
Kurz gesagt bietet der DELEM DA-66T-Einstellungsmodus effiziente und benutzerfreundliche Werkzeuge für das Management und die Wiederherstellung von Produktdaten und gewährleistet so die Sicherheit der Produktionsdaten.
Toolsicherung
Wählen Sie im Hauptmenü „Sicherung“ den Eintrag „Werkzeuge“ aus.
Nachdem Sie das anfängliche Sicherungsverzeichnis festgelegt haben, gelangen Sie in die Sicherungsoberfläche für Werkzeuge. Mit dieser Funktion können Sie die Werkzeuge im Steuersystem sichern (einschließlich Stanzwerkzeuge, Matrizen oder Maschinenformparameter); der Ablauf entspricht dem der Produktsicherung.

Toolwiederherstellung
Der Wiederherstellungsprozess für Werkzeuge ist identisch mit dem für Produkte und folgt denselben Logiken für die Verzeichniseinstellung, die Dateiauswahl und die Bestätigung, um eine schnelle Wiederherstellung der Werkzeugdaten zu gewährleisten.
Sicherung und Wiederherstellung von Tabellen und Einstellungen
Über den Reiter „Sichern/Wiederherstellen“ können Sie benutzerspezifische Einstellungen und Tabellendaten verwalten; die Bedienlogik entspricht derjenigen für die Sicherung/Wiederherstellung von Produkten und Werkzeugen. Die Funktion „Alle“ führt automatisch nacheinander die vollständige Sicherung oder Wiederherstellung aller Produkte, Werkzeuge, Tabellen und Einstellungen durch und vereinfacht so den Prozess der Massendatenverwaltung.
Verzeichnisnavigation
Bei Verwendung der Funktion „Sicherungsverzeichnis“ zeigt das System eine Liste der verfügbaren Sicherungsverzeichnisse an. In der Verzeichnis-Navigationsansicht können die folgenden Operationen ausgeführt werden:
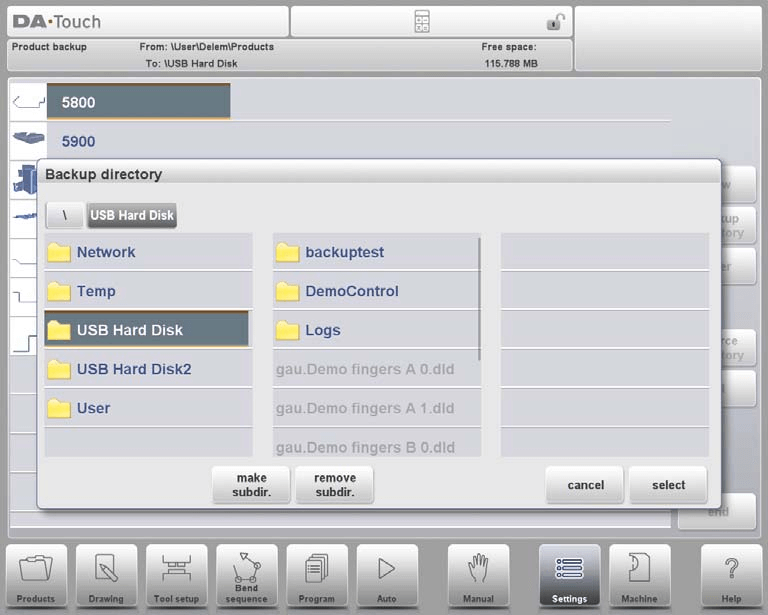
• Hierarchische Navigation: Klicken Sie auf das Punkt-Symbol, um Unterverzeichnisse zu erweitern, und kehren Sie über die Option „ÜBERGEORDNET“ zum übergeordneten Verzeichnis zurück; klicken Sie auf „Auswählen“, um das aktuelle Verzeichnis zu bestätigen.
• Geräteumschaltung: Klicken Sie wiederholt auf „ÜBERGEORDNET“, bis Sie das Stammverzeichnis erreichen, um andere Speichergeräte sowie deren entsprechende Unterverzeichnisse auszuwählen; bei netzwerkverbundenen Geräten müssen Sie zunächst „Netzwerk“ auswählen und anschließend das gewünschte Netzlaufwerk – dabei gilt dieselbe Operationslogik wie bei anderen Geräten.
• Verzeichnisverwaltung: Erstellen Sie einen neuen Ordner über „Unterverzeichnis erstellen“ und löschen Sie überflüssige Ordner über „Unterverzeichnis entfernen“; klicken Sie auf den Namen eines Unterverzeichnisses, um in dieses einzutreten, und bestätigen Sie schließlich das Zielverzeichnis über „Auswählen“.
Programmeinstellungen
Eine sinnvolle Konfiguration verschiedener Parameter in den Programmeinstellungen kann die Biegegenauigkeit erheblich verbessern. Die spezifisch einstellbaren Optionen sind wie folgt:
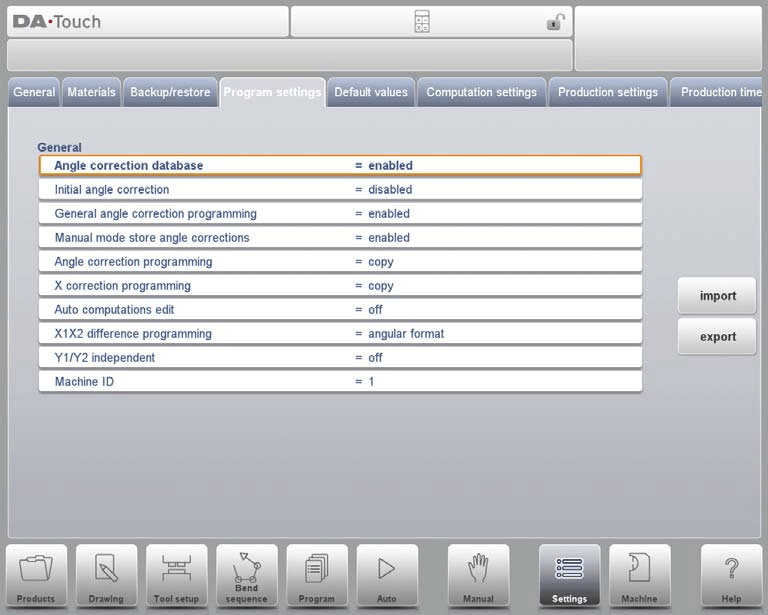
• Winkelanpassungsdatenbank: Nach Aktivierung kann eine dedizierte Datenbank für die Winkelanpassung erstellt werden, um die Biegegenauigkeit kontinuierlich zu optimieren.
• Anfangswinkelanpassung: Legen Sie die Parameter für die Anfangswinkelanpassung entsprechend den Projektanforderungen fest.
Deaktiviert: Die Anfangswinkelanpassung kann nicht programmiert werden.
Aktiviert: Die Anfangswinkelanpassung kann in allen Korrekturübersichten programmiert werden.
• Allgemeine Winkelanpassungsprogrammierung: Passen Sie globale Parameter für die Winkelanpassung an, um die Betriebskonsistenz sicherzustellen.
Deaktiviert: Keine allgemeine Winkelanpassungsfunktion verfügbar.
Aktiviert: Nur G-Korr. α1 (Standardeinstellung).
α1 und α2: Unterstützt die zweiparametrige Korrektur von G-Korr. α1 und G-Korr. α2.
• Speichern von Winkelanpassungen im manuellen Modus: Speichern Sie während manueller Operationen ermittelte Winkelanpassungsdaten zur späteren Verwendung in nachfolgenden Operationen.
• Winkelkorrekturprogrammierung: Programmieren Sie verfeinerte Winkelkorrekturparameter für komplexe Konstruktionsanforderungen.
• X-Korrekturprogrammierung: Feinjustieren Sie die X-Achsen-Korrekturparameter, um die Biegegenauigkeit sicherzustellen.
Kopieren: Automatische Synchronisierung mit CX2 beim Ändern von CX1 (Standardeinstellung).
Delta: Beibehaltung der Differenz zwischen CX1 und CX2 beim Ändern von CX1.
Unabhängig: Die Parameter CX1 und CX2 können unabhängig voneinander geändert werden.
• Automatische Berechnungsbearbeitung: Automatisierung des Berechnungsprozesses zur Reduzierung manueller Bedienfehler; dies kann ggf. auch die Werte anderer zugehöriger Parameter beeinflussen.
• X1/X2-Differenzprogrammierung: Definieren Sie nach Bedarf die programmtechnische Differenz zwischen X1 und X2. Falls die Maschine über zwei unabhängige X-Achsen (X1 und X2) verfügt und die Option OP-W-X@ installiert ist, können die Werte von X1 und X2 entsprechend der Winkelbeziehung programmiert werden.
• Y1/Y2 unabhängig: Konfigurieren Sie die Parameter für den unabhängigen Betrieb der Y-Achse, um die Betriebsflexibilität zu verbessern.
Aus: Einzelne Y-Achsen-Programmiermodus (Standardeinstellung).
Ein: Die Parameter Y1 und Y2 können unabhängig voneinander programmiert werden.
• Maschinen-ID: Der Standardwert ist 1 und kann entsprechend der tatsächlichen Gerätekonfiguration angepasst werden.
Standardeinstellungen
Die Standardeinstellungen gewährleisten, dass die Maschine nach dem Start schnell in den Betriebszustand wechselt und wiederholte manuelle Anpassungen reduziert werden. Die spezifisch konfigurierbaren Parameter sind wie folgt:
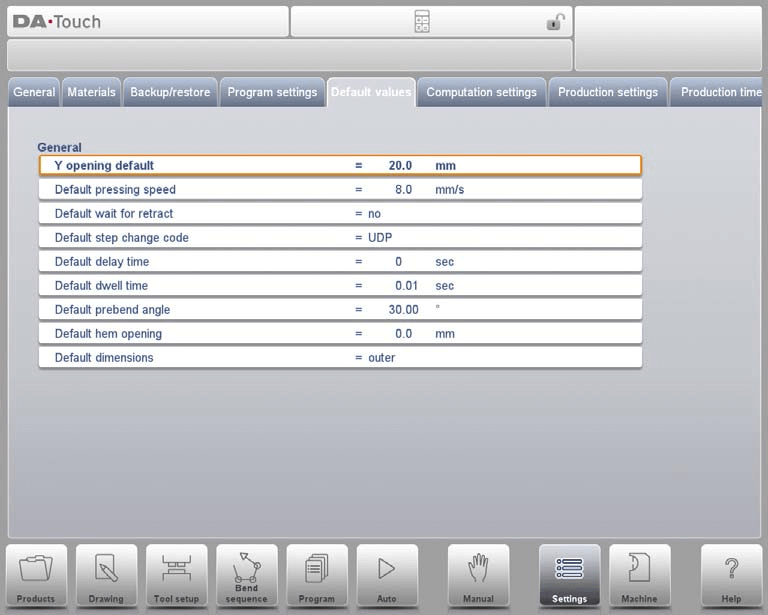
1. Y-Öffnung – Standard: Legt die Öffnungsgröße der Y-Achse bei der Programminitialisierung fest.
2. Standard-Pressgeschwindigkeit: Voreingestellte Anfangspressgeschwindigkeit für neue Programme.
3. Standard-Warten auf Zurückfahren: Konfiguriert den Anfangszustand des Parameters „Warten auf Zurückfahren“, der die Ablauflogik des Biegeprogramms beeinflusst. Die Standardeinstellung lautet „Ja“.
4. Standard-Schrittwechselcode: Legt den Anfangscode für Schrittwechsel im Biegeprogramm fest; standardmäßig wird „UDP“ verwendet.
5. Standardverzögerungszeit: Passt die Wartezeit der X-Achse während Schrittwechsel an. Der Standardwert beträgt 0 und kann je nach Anforderungen an die Materialbearbeitung verlängert werden.
6. Standardverweilzeit: Legt die initiale Verweilzeit während des Biegeprozesses fest.
7. Standard-Vorbiegewinkel: Definiert den initialen Vorbiegewinkel grafischer Produkte.
8. Standard-Kantenöffnung: Legt den initialen Öffnungsabstand für die Balkenpositionierung bei Kantenfalzoperationen fest. Der Standardwert beträgt 0,00 mm (d. h. kein Spalt zwischen den Flanschen).
9. Standardmaße: Legt die Maßbezugsebene (Außenmaße oder Innenmaße) der grafischen Produktzeichnung fest, was unmittelbar die Berechnungslogik des Parameters „Maße (D1)“ beeinflusst.
Durch Anpassung der oben genannten Standardparameter kann die Maschinen-Startkonfiguration an spezifische Produktionsanforderungen angepasst werden, um die Betriebseffizienz zu steigern.
Berechnungseinstellungen
Im DELEM DA-66T-Einstellungsmodus können die folgenden Parameter angepasst werden, um die Berechnungslogik im Zusammenhang mit der Biegezuschlagsberechnung zu modifizieren und so die Biegegenauigkeit weiter zu gewährleisten:
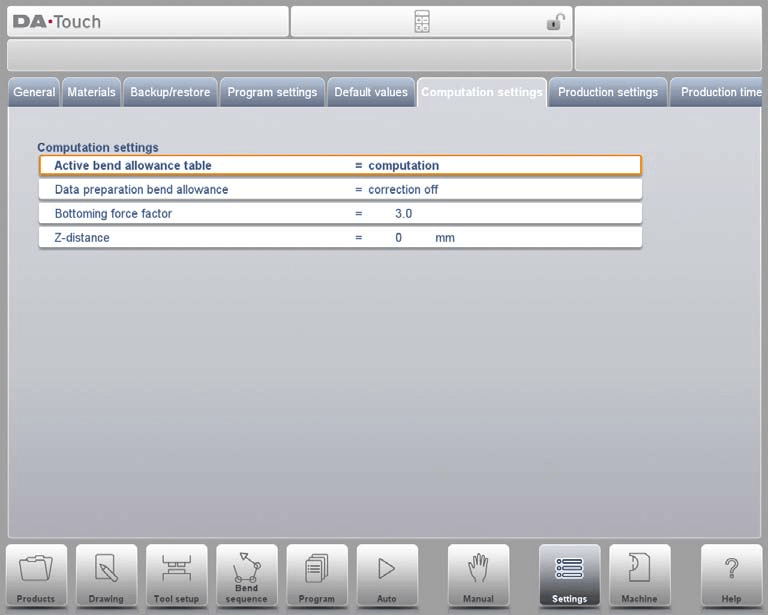
Aktive Biegezuschlagstabelle
• Berechnungsmodus: Verwendung der Standardformel des Steuerungssystems zur automatischen Berechnung des Biegezuschlags.
• Tabellenmodus: Falls eine Biegezuschlagstabelle importiert wurde, können Korrekturen anhand voreingestellter Werte vorgenommen werden.
Biegezuschlagskorrektur
• Korrektur aus: Es wird kein Biegezuschlag bei der numerischen Programmierung berücksichtigt.
• Korrektur ein: Der Biegezuschlag wird bei der Produktprogrammierung (im Programmiermodus) in die Berechnung einbezogen. Das System berechnet und speichert automatisch die Achsenkorrekturparameter, die im Produktionsmodus (Automatikmodus) eingesehen und angepasst werden können.
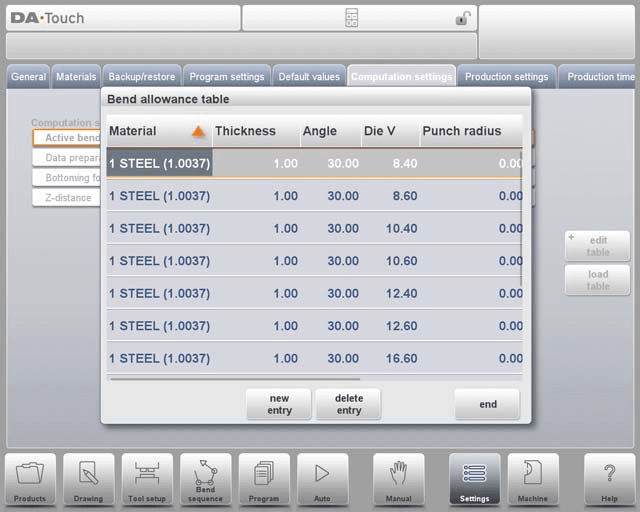
In der Schnittstelle für Berechnungseinstellungen können verschiedene Parameter in tabellarischer Form angepasst werden: Wählen Sie das Ziel-Feld aus, geben Sie den neuen Wert ein und drücken Sie die Eingabetaste, um die Änderung abzuschließen. Bitte beachten Sie, dass die Tabelle erst dann bearbeitet werden kann, nachdem sie in das Steuerungssystem geladen wurde; neue Tabellen können über dieses Menü vorübergehend nicht erstellt werden.
Um eine vorhandene Kehlungszulagentabelle zu laden, navigieren Sie mithilfe der Funktion „Tabelle laden“ zum gewünschten Dateipfad. Für detaillierte Beschreibungen der Kehlungszulagentabelle verweisen wir auf das offizielle DELEM-Handbuch.
Zentrale einstellbare Parameter
1. Unterstüzungskraftfaktor: Passt den Multiplikator der für das Luftbiegen erforderlichen Kraft an, um die gewünschte Unterstüzungskraft zu erreichen.
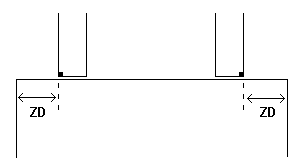
2. Z-Abstand: Legt den Abstand zwischen der Fingerkante und der Blechecke fest. Bei Ausstattung mit einer automatischen Z-Achse berechnet das System die Fingerposition automatisch entsprechend der Position des Blechendes.
Produktionseinstellungen
Im DELEM DA-66T-Einstellungsmodus können Bediener folgende Parameter flexibel anpassen, um den Biegeprozess zu optimieren und Effizienz sowie Sicherheit in Einklang zu bringen:
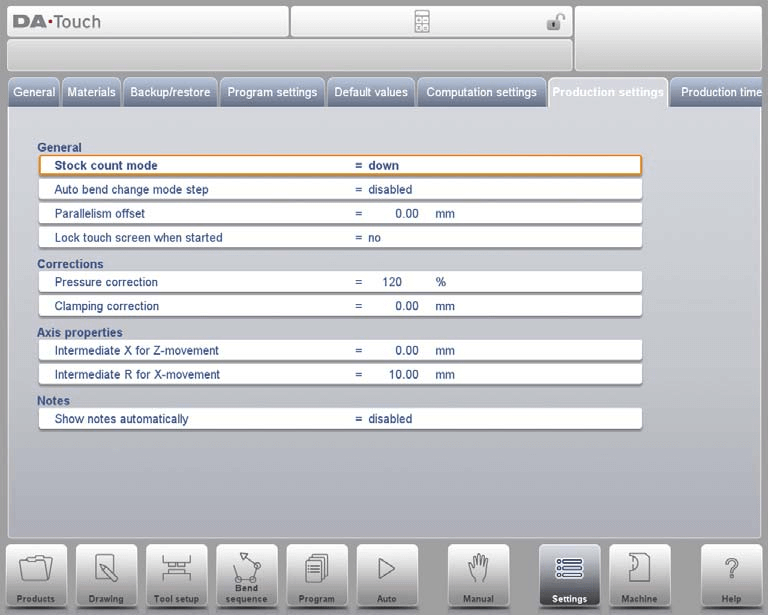
1. Werkstückzähler-Modus: Konfigurieren Sie die Zählrichtung des Werkstückzählers (aufsteigend oder absteigend). Die absteigende Zählung eignet sich zur Erfüllung vorgegebener Produktionsziele, während die aufsteigende Zählung eine Echtzeitüberwachung des Produktionsfortschritts ermöglicht.
2. Automatischer Biegeschritt-Wechsel im Schrittmodus: Nach Aktivierung des Schrittmodus drücken Sie die Starttaste, und das System lädt automatisch den nächsten Satz von Biegeparametern, um einen kontinuierlichen Betrieb zu gewährleisten.
3. Parallelitätskorrektur: Stellen Sie den Parallelitätswert des Y-Achsen-Hubs ein. Dieser Wert wirkt unterhalb des Klemmpunkts und wird zum Y2-Parameter addiert, um die Biegeparallelität sicherzustellen.
4. Touchscreen-Sperre beim Start: Nach Aktivierung wird der Touchscreen gesperrt, sobald die Steuerung im Betrieb ist, um unbeabsichtigte Änderungen von Parametern durch Fehlbedienung zu verhindern.
5. Druckkorrektur: Passen Sie den Prozentsatz des berechneten Drucks des Druckventils an, um eine genaue Druckanwendung sicherzustellen.
6. Spannkorrektur: Kalibrieren Sie die Spannposition der Traverse, um sicherzustellen, dass das Blech fest fixiert ist. Ein positiver Wert bedeutet, dass die Spannposition vertieft wird; ein negativer Wert bedeutet, dass die Spannposition angehoben wird.
7. Standard-Rücklaufgeschwindigkeit der Teilhalterung: Stellen Sie die Rücklaufgeschwindigkeit der Teilhalterung nach dem Biegen ein (ausgedrückt als Prozentwert der maximalen Geschwindigkeit); diese Einstellung ist nur verfügbar, wenn die Maschine mit einer Teilhalterungsfunktion ausgestattet ist.
8. Zusätzlicher Winkel der Teilhalterung: Fügen Sie während der Druckentlastung einen zusätzlichen Winkel zur Teilhalterungseinheit hinzu; diese Funktion ist für Systeme mit Teilhalterungsfunktion verfügbar.
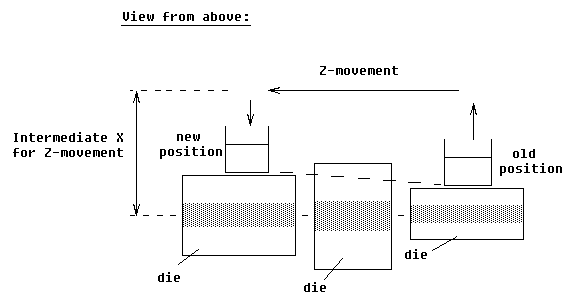
9. Zwischenposition X für Z-Bewegung: Definieren Sie die sichere Position der X-Achse während der Bewegung der Z-Achse, um Kollisionen mit Werkzeugen unterschiedlicher Größe zu vermeiden.
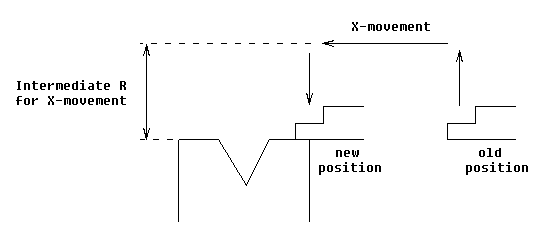
10. Zwischenposition R für X-Bewegung: Legen Sie die Zwischenposition der R-Achse während der X-Achsen-Bewegung fest, um die Bewegung innerhalb der sicheren Zone der Form zu gewährleisten und Kollisionen zu vermeiden.
11. Hinweise automatisch anzeigen: Im Automatikmodus werden beim Auswählen eines neuen Biegeschritts automatisch die Hinweise zu diesem Schritt angezeigt, was die Erkennung durch den Bediener verbessert und die Konsistenz der Bedienung sicherstellt.
Durch die obigen Einstellungen kann die DELEM DA-66T besser an spezifische Produktionsanforderungen angepasst werden und so sowohl die Effizienz als auch die Sicherheit steigern.
Berechnung der Produktionszeit
Im Einstellungsmodus der DELEM DA-66T können die folgenden Parameter konfiguriert werden, um die Berechnung der Produktionszeit für die Biegefolge zu optimieren und sicherzustellen, dass die Zeitabschätzung genau dem tatsächlichen Ablauf des Betriebsprozesses entspricht:
Logik zur Berechnung der Produktionszeit
Die Berechnung der Produktionszeit hängt hauptsächlich von der Achsenpositioniergeschwindigkeit und der Zeit für die Produktbearbeitung ab. Dabei wird die Achsenpositioniergeschwindigkeit durch die Maschineneinstellungen bestimmt, während die Bearbeitungszeit unmittelbar mit den Abmessungen des Produkts (insbesondere Länge und Breite) zusammenhängt – kleinere Produkte weisen eine höhere Handhabungseffizienz auf, während bei großen, streifenförmigen Produkten der Kippvorgang mehr Zeit erfordert.
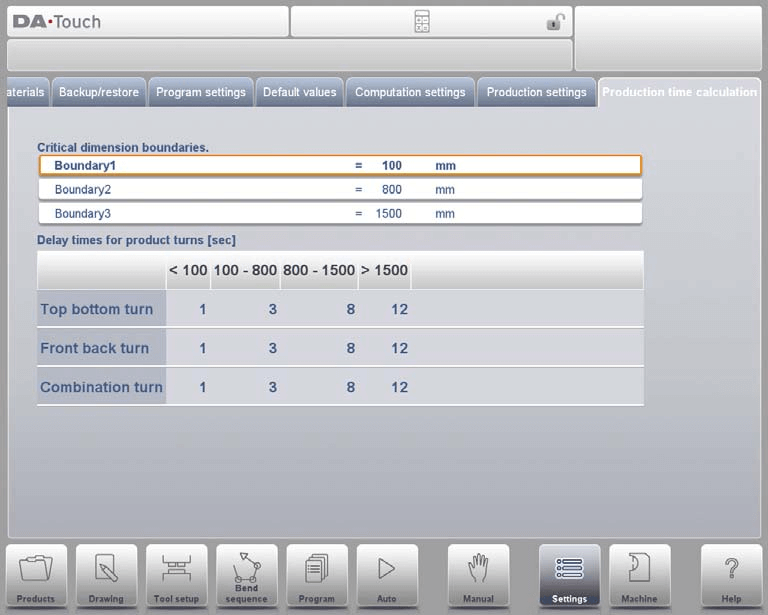
Konfiguration der Umdrehzeit
Die Kippzeit für Produkte unterschiedlicher Größe kann über eine Tabelle eingestellt werden (Einheit: Sekunden). Die Tabelle unterteilt die Produktlängen in vier Intervalle; jedem Intervall sind voreingestellte Zeiten für verschiedene Kipparten zugeordnet (Oberseite-Unterseite-Kippung, Vorderseite-Hinterseite-Kippung, Kombinationskippung). Gleichzeitig können drei Längengrenzwerte (Grenzwert 1, Grenzwert 2, Grenzwert 3) individuell angepasst werden, um eine präzise Anpassung der Kippzeiten an Produkte unterschiedlicher Größe zu ermöglichen.
Durch die Anpassung dieser Parameter kann die Berechnung der Produktionszeit besser an das tatsächliche Betriebsszenario angepasst werden und bildet somit eine zuverlässige Grundlage für die Erstellung des Produktionsplans.
Zeit Einstellungen
Die Konfiguration einer genauen Systemzeit gewährleistet die vollständige Rückverfolgbarkeit aller Maschinenbetriebsdaten und hält diese synchron mit dem Projektzeitplan. Die spezifischen konfigurierbaren Optionen lauten wie folgt:
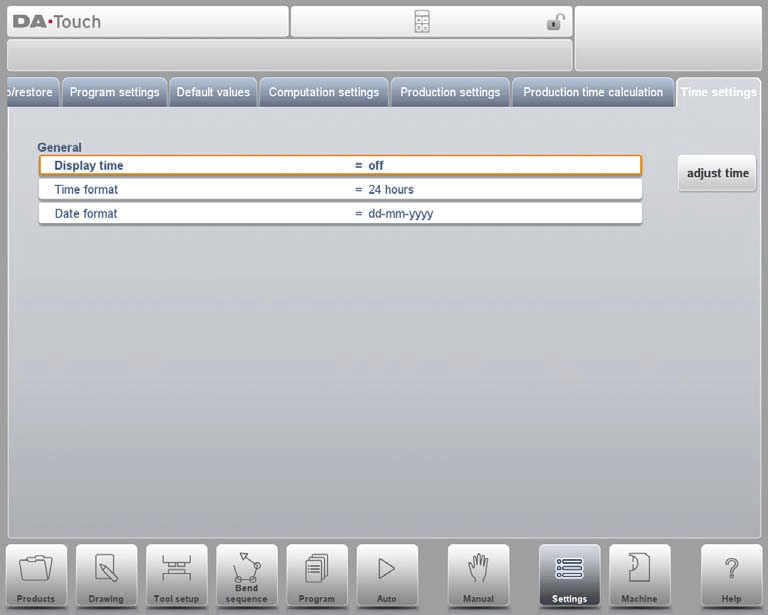
• Anzeigezeit: Wählen Sie die Zeitdarstellungsform in der Titelleiste (Datum und Uhrzeit anzeigen, nur Uhrzeit anzeigen oder keine Zeit anzeigen).
• Zeitformat: Wählen Sie das Zeitdarstellungsformat (24-Stunden-Format oder 12-Stunden-Format).
• Datumsformat: Wählen Sie das Datumsdarstellungsformat (tt-mm-jjjj, mm-tt-jjjj oder jjjj-mm-tt).
• Zeit anpassen: Passen Sie Datum und Uhrzeit manuell an. Dieser Vorgang aktualisiert synchron auch Datum und Uhrzeit des Windows-Betriebssystems.
Frequently Asked Questions (FAQ)
Kann die Anpassung von Parametern im DELEM DA-66T-Einstellungsmodus die Maschinensicherheit beeinträchtigen?
Ja. Alle Parameteranpassungen müssen strikt den Sicherheitsstandards und den Anweisungen des Herstellers entsprechen, um Sicherheitsunfälle durch unsachgemäße Parametereinstellungen zu vermeiden und sicherzustellen, dass die Maschine sich stets in einem sicheren Betriebszustand befindet.
Wie kalibriert man die Abkantpresse am genauesten?
Um eine genaue Kalibrierung der Abkantpresse zu erreichen, stellen Sie zunächst sicher, dass die Maschine horizontal steht; verwenden Sie dann ein digitales Winkelmessgerät, um den Winkel des Biegewerkzeugs zu messen, und passen Sie diesen gemäß den vom Hersteller bereitgestellten Kalibrierungsstandards an.
Wie oft sollte die Abkantpresse gewartet werden?
Eine regelmäßige Wartung wird alle 500 Betriebsstunden empfohlen und umfasst die Inspektion des Zustands zentraler Komponenten, die Reinigung der Maschinenoberfläche sowie die Schmierung beweglicher Teile.
Fazit
Zusammenfassend ist die kompetente Beherrschung des Betriebs und der Parameteranpassung im Einstellungsmodus DELEM DA-66T Kernpunkt zur Optimierung der Betriebseffizienz der Abkantpresse. Durch eine sachgerechte Konfiguration zentraler Einstellungen – wie Achsenparameter, Werkzeugparameter und Sicherheitsprotokolle – lässt sich nicht nur die Biegegenauigkeit und die Produktionseffizienz sicherstellen, sondern auch die Lebensdauer der Anlage effektiv verlängern.
Um das Leistungspotenzial der DELEM DA-66T voll auszuschöpfen, empfehlen wir, die entsprechenden Einstellungen regelmäßig anhand der jeweiligen Produktionsanforderungen zu überprüfen und gegebenenfalls anzupassen. Sollten Sie während des Betriebs Fragen haben oder weitere Unterstützung benötigen, wenden Sie sich bitte jederzeit an unser technisches Team. Darüber hinaus können Sie unsere weiteren technischen Dokumente konsultieren, um weitere praktische Kenntnisse zur Optimierung der Anlage zu erlangen.

