















































Kostenlose isometrische Justierung des Pressbremsenwerks

Kostenlose Gleichhöhenanpassung (Voreinstellung der Formenhöhe)
Zweck: Sicherstellen, dass die obere und untere Form im freien Zustand die gleiche Höhe haben, um Biegefehler oder Formenschäden durch ungleiche Kräfte zu vermeiden.
1. Vorbereitung
Schalte das Gerät ab, installiere die obere und untere Form und befestige sie vorläufig.

Reinigen Sie das Öl oder Fremdstoffe auf der Formflächen und stellen Sie sicher, dass die Kontaktfläche flach ist.
2. Manuelle Höhenanpassung
Entfernen Sie die oberen Formen auf der linken und rechten Seite.

Verwenden Sie ein Mikrometer oder einen Lasermessfühler, um die Höhe der Schlüsselpunkte der oberen und unteren Formen zu messen (in der Regel die vier Ecken und die Mitte).

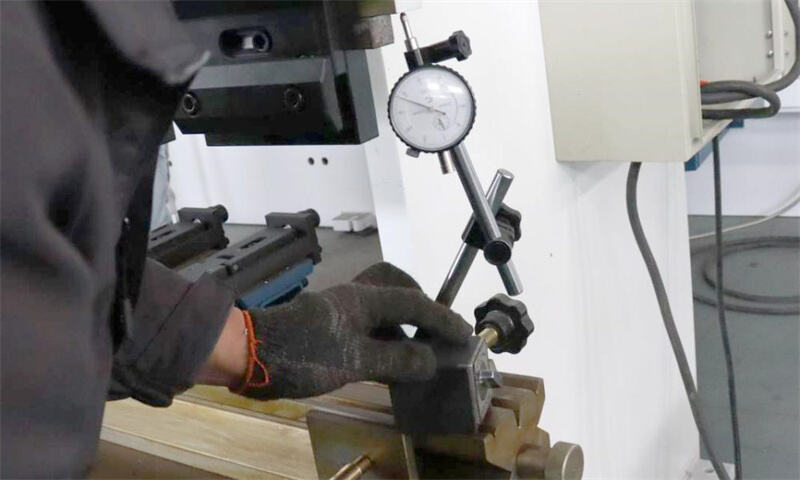
Durch manuelles Anpassen der Gleichhöhenbolzen (oder Schichten) auf der Formbasis beträgt der Höhenfehler jedes Messpunkts der oberen und unteren Formen ≤ 0,02 mm.


Nachdem Sie die Einstellbolzen angezogen haben, erneut testen, um Abweichungen durch Lockerung zu verhindern.
3. Freiheit und Höhe überprüfen
Drehen Sie die Maschine manuell, um zu beobachten, ob die oberen und unteren Formen bei Schließung gleichmäßig in Kontakt sind.
Verwenden Sie ein Spaltniveau, um den Formenspalt nach dem Schließen zu überprüfen, um sicherzustellen, dass es keine lokale Überanpressung oder Spalten gibt.

Vorsichtsmaßnahmen
1. Sicherheitsbetrieb: Stellen Sie sicher, dass Sie vor der Justierung die Stromversorgung abschalten und Schutzhandschuhe und -brillen tragen.
2. Werkzeugauswahl: Hochpräzisions-Messwerkzeuge (wie Mikrometer, Laserdetektoren) sind vorzuziehen.
3. Schritt-für-Schritt-Überprüfung: Jeder EinstellungsSchritt muss durch Probefalten überprüft werden, um kumulative Fehler zu vermeiden.
4. Geräteunterschiede: Verschiedene Modelle von Biegemaschinen können mechanische/hydraulische Kompensationsmethoden verwenden, für die auf das Gerätehandbuch zur Einstellung Bezug genommen werden muss.
Durch die systematische Justierung der oben genannten Schritte kann die Biegegenauigkeit (Winkelfehler ≤ 0,5°) und die Formwerksdauer erheblich verbessert sowie Materialverschwendung und Geräteschäden reduziert werden. In der praktischen Anwendung ist es notwendig, aufgrund der Erfahrung flexibel zu reagieren, zum Beispiel bei dicken Blechen oder hochfesten Materialien muss der Druckkompensationswert angemessen erhöht werden.

