















































Hvorfor er DELEM DA-69S automatisk tilstand brugervenlig?
Inden for avancerede pressebøjningsoperationer skiller DELEM DA-69S Automatisk Tilstand sig ud pga. sin brugervenlige design. Uanset om du er en erfaren tekniker eller nybegynder inden for pressebøjning, vil denne artikel føre dig gennem de centrale fordele ved denne tilstand og forklare, hvordan den forenkler metalbearbejdningsprocesser og forbedrer driftseffektiviteten.
I. Intuitiv grænsefladedesign for DELEM DA-69S Automatisk Tilstand
Grænsefladedesign er afgørende for at øge brugervenligheden. DA-69S Automatisk Tilstand forenkler operationslogikken og optimerer informationspræsentationen, hvilket gør komplekse bøjningsoperationer mere tilgængelige.
1. Forenklet navigationsmenu
Navigationsmenuen for DA-69S Automatisk Tilstand er strømlinet med klar betjeningslogik:
• Tryk på knappen "Auto" for at skifte styresystemet til automatisk produktionsmodus.
• Tryk på "Start"-knappen, og programmet udfører hver bøjningstrin sekventielt uden manuel indgriben, hvilket markant forbedrer effektiviteten.
• Når der skiftes mellem forskellige produkter i produktbiblioteket, kan den automatiske tilstand direkte gå over i produktionsstatus uden gentagne indstillinger.
• Når et nyt bøjningsprogram vælges, viser systemet en advarsel om "kontrol af værktøjer", for at sikre, at værktøjsmodel og -position er korrekte, og undgå betjeningsfejl.

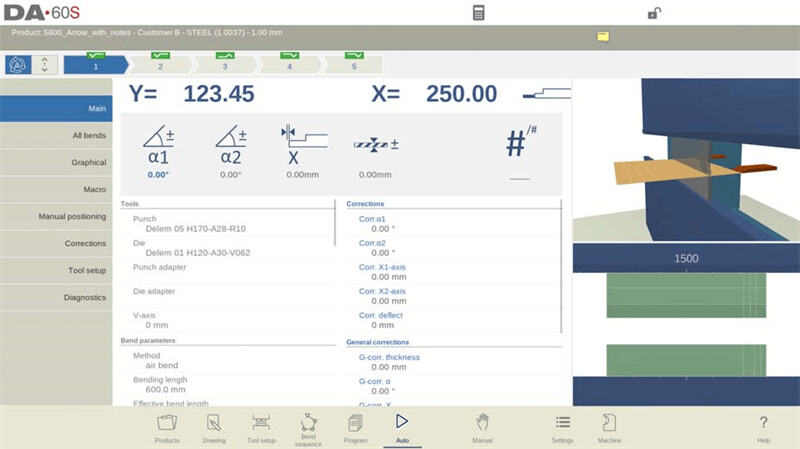
Desuden vises øverst på skærmen i automatisk tilstand tydeligt det aktuelt valgte produkt og dets beskrivelse for hurtig bekræftelse. Buksevælgeren øverst viser alle ventende bukkeoperationer; ved at trykke på et trin vælges den ønskede handling, og ved at trykke på startknappen igangsættes produktionen fra dette trin, hvilket giver større fleksibilitet. Store ikoner (fliseformede knapper) over menuen gør det nemt at hurtigt ændre ofte brugte parametre og dermed reducere antallet af betjeningshandlinger.
2. Detaljerede parameterindstillinger
Denne tilstand understøtter finjustering af parametre, så de kan tilpasses efter forskellige bukkekrav for at sikre bearbejdningsnøjagtighed:
• Vinkelkorrektioner (Y1/Y2-akser): Justeringer kan foretages separat for maskinens venstre og højre side. Hvis en programmeret vinkel på 90° resulterer i en bøjning på 92°, indstilles blot en korrekturværdi på -2°. Denne værdi gemmes automatisk for at sikre konsistens i efterfølgende operationer.
• Y1/Y2-aksekorrektioner: Gælder for absolut programmering eller bottoming-processer. Korrektionsparametre gemmes i det aktuelt aktive program, hvilket eliminerer behovet for gentagne indtastninger.
• Hjælpeakse-korrekter: Aktiveres baseret på bødningsudligningen for X-aksen; disse korrekter optimerer bøjningsnøjagtighed og forenkler arbejdsgange.
• Generelle korrekter: Universelle parametre såsom tykkelse, vinkel og justeringer af X-aksen anvendes på alle bøjningstrin i programmet og tilpasser sig variationer i materialer og maskinfejl for at sikre ensartet outputkvalitet.
• Specialiserede korrekter: Understøtter gennembuøjningskorrektion og del-understøtningsakse (PST)-korrektion og opfylder nøjagtighedskravene ved komplekse bøjningsopgaver.
• Lager- og gentagelsesparametre: Operatører kan effektivt håndtere lageroptælleren og indstille gentagne bearbejdningsfaser for at optimere produktionsrytmen.
• Trinvisningsmulighed: I modsætning til kontinuerlig automatisk tilstand pauser trin-tilstand efter hver bøjningscyklus, hvilket giver operatører mulighed for at inspicere emnets status og foretage rettidige justeringer.
3. Intuitive visningstilstande for problemfri betjening
Visningstilstande har et brugervenligt layout, der gør det muligt for operatører at skifte funktioner hurtigt uden at skulle lære komplekse handlinger, hvilket reducerer forberedelsestiden. Når man første gang går ind i automatisk tilstand, vælger systemet som standard hovedvisningen, og andre visningstilstande kan vælges på højre side af skærmen. Skift af visning ændrer ikke på bøjningsdata eller afbryder startstatus. Funktionerne for hver visning er som følger:
• Hovedvisning (Hoved): Viser både numeriske data og grafisk information (hvis tilgængelig) for bøjning. Understøtter direkte programmering af korrektionsparametre og skift mellem grafiske/numeriske visninger. Bøjningspositionen kan kontrolleres via zoom-, panorere- og roterefunktioner. Værktøjsvisningen fokuserer automatisk på det aktuelt anvendte værktøj og indikerer den korrekte værktøjsstation.
• Alle bøjninger-visning (Alle bøjninger): Viser alle bøjningsdata i tabelform, med mulighed for at vise eller skjule det grafiske panel. Parametre er arrangeret i rækker for nem batchvisning.
• Grafisk visning (Grafisk): Giver et fuldskærm-grænseflade for bøjningsprocessen, understøtter skift til 3D-visning til detaljeret observation. Det giver også mulighed for at justere kiggevinklen, zoomforholdet og kontrollere fotovisninger af specifikke trin.
• Makrovisning (Makro): Viser akseværdier i en liste med stor skrifttype, velegnet til scenarier hvor operationer udføres langt fra kontrolpanelet. Den kan overvåge både mål- og faktiske positioner for alle akser samtidigt.
• Manuel positioneringsvisning (Manuel positionering): Viser akseværdier i stor størrelse og understøtter kontrol og justering af aksepositioner ved hjælp af en håndknap. Ved at trykke på "undervisningsindikator"-pilen (placeret mellem den faktiske værdi og den programmerede værdi) registreres den aktuelle akseværdi i programtrinnet. Hvis der er installeret et eksternt valgfrit håndterminal, muliggør det også fjernbetjening af håndknappen til undervisning af akser og bøjepositioner.
• Korrektionsvisning (Korrektioner): Viser korrektionsværdier for alle bøjningstrin og justerer understøtninger efter behov. Når en α1-korrektionsværdi indtastes, vil systemet automatisk kopiere den til α2, bevare forskellen mellem de to, eller lade α2 uændret, afhængigt af parameteren "Vinkelkorrektionsprogrammering". Kolonnen "Gemt korrektion" (vist når vinkelkorrektionsdatabasen er aktiveret) markerer korrektionsværdien for hver bøjning; et tomt felt indikerer ingen optegnelse i databasen, og et ">"-tegn indikerer identiske bøjningsværdier. Ved at klikke på "Alle fra gemt" synkroniseres alle bøjningskorrektionsværdier i programmet med databaseværdierne. Desuden understøttes tilføjelse af poster til tillægstabellen via "Bøjningstillæg" og beregning af korrektionsværdier ud fra målte vinkler (indtastning af én målt vinkel anvender den ensartet, mens indtastning af venstre/højre/midter-værdier aktiverer absolut krumningskorrektion). Et valgfrit vinkelmål kan direkte indtaste målte værdier, og korrektionsværdier opdateres efter en ny bøjningscyklus.
• Værktøjsopsætningsvisning (Værktøjsopsætning): Viser den værktøjskonfiguration, der kræves for det aktuelle program, og giver mulighed for at inspicere værktøjsegenskaber og -positioner, men ikke foretage ændringer. For at justere værktøjer skal du afslutte automatisk tilstand og åbne menuen "Værktøjsopsætning".
• Diagnosticeringsvisning (Diagnosticering): Bruges primært til vedligeholdelse og overvåger driftstilstanden for uafhængige akser samt I/O-tilstanden for styresystemet, hvilket giver datagrundlag for fejlfinding.
II. Yderligere funktioner til forbedring af præcision og produktivitet
Udover brugergrænsefladedesign er den automatiske tilstand på DA-69S udstyret med en række praktiske funktioner, der yderligere øger bearbejdningspræcisionen og produktionsydelsen.
1. Notefunktion (Noter)
Operatører kan tilføje noter til produkter eller programmer i automatisk tilstand:
• Noter kan være generelle beskrivelser eller detaljer for specifikke bøjningstrin, og PDF-reference dokumenter kan også vedhæftes.
• En "noter-indikator" på skærmen signalerer, at der er nye noter; ved at trykke på den kan man se dem, så vigtig information altid er tilgængelig.
2. Udbedring/Forlænning Korrigeringsfunktion
Understøtter indstilling af generelle korrektionsparametre for udbedrings- eller forlænning-bøjningsoperationer. Ved at trykke på "Udbedringskorr." eller "Forlænning Korr." åbnes et separat vindue til indtastning af korrektionsværdier:
• Når den generelle vinkelkorrektion ændres, beregnes alle tilknyttede individuelle korrektionsværdier automatisk på ny, og omvendt.
• α1- og α2-akser kan have uafhængige korrektionsværdier. Når en korrektionsværdi indtastes for α1, vil systemet automatisk synkronisere den til α2, vedligeholde forskellen mellem de to, eller lade α2 være uændret, afhængigt af parameteren "Vinkelkorrektionsprogrammering". For at justere α2 skal du foretage ændringer direkte i dets udbedrings/forlænning-korrektionsvindue eller ændre dens individuelle korrektionsværdier.
3. Testbøjningsfunktion
Denne tilstand er specielt designet til finjustering og hjælper operatører med at optimere parametre før den formelle produktion:
• Når den aktiveres, forbliver alle akser i den trukne position efter den første bøjningscyklus. Hvis delestøtte er aktiveret, bevarer støtteaksen sin nuværende vinkel.
• Y-aksen stopper ved øverste dødpunkt (UDP), så operatører kan måle bøjningsvinklen og foretage justeringer. Når justeringerne er afsluttet, genoptager delestøtteaksen driften, når Y-aksen passerer den angivne position, hvilket sikrer præcision i efterfølgende bøjninger.
4. Produktionsstedsstyring og Joblistefunktion
Forenkler processer inden for produktionsstyring og understøtter overvågning af flere partier samt statusopfølgning:
• Når systemet er i jobproduktion, viser en "Jobindikator" den aktuelle status; ved at trykke på den kan man se og administrere jobs.
• Når det er nødvendigt at skifte produktbatch i joblisten, skal du trykke på funktionstasten "Aktivér produkt", og systemet skifter direkte til det ønskede produkt.
• Under produktionen kan operatører opdatere "antal spildte produkter"; systemet justerer automatisk "produceret antal", som også kan ændres manuelt. Både operatører og jobledere kan tilføje produktionsnotater eller bemærkninger i "kommentarfeltet".
• Jobstatus er inddelt i fire kategorier:
◦ Ny: Ingen produkter i dette parti er endnu produceret;
◦ Ufuldstændig: Målet for output for dette parti er ikke nået;
◦ I gang: Dette parti er blevet indlæst i maskinen og er i produktion;
◦ Færdig: Produktionen af dette parti er bekræftet som afsluttet.
• Et job forbliver aktivt, indtil et nyt produkt eller job vælges i "Produkt-tilstand". Efter indlæsning af et nyt produkt deaktiveres det oprindelige job automatisk og skal genvalges og startes, hvis det er nødvendigt.
III. Ofte stillede spørgsmål (FAQ)
1. Hvordan understøtter Shop Floor Control-funktionen DELEM DA-69S Automatisk-tilstand?
Funktionen Tilstandsstyring på produktionsafdelingen giver operatører mulighed for at overvåge flere produktionsbatche samtidigt, opdatere produktmængder i realtid og nøjagtigt følge produktionsfremskridt. Dette reducerer manuelt statistisk arbejde og forbedrer yderligere driftseffektiviteten og datanøjagtigheden i Automatisk Tilstand. dette reducerer manuelt statistisk arbejde og forbedrer yderligere driftseffektiviteten og datanøjagtigheden i Automatisk Tilstand.
2. Hvordan kalibreres pressebremsen nøjagtigt, når der anvendes Automatisk Tilstand med DA-69S?
Først skal du sikre, at pressebremsen er vandret. Brug derefter et digitalt måleinstrument til at måle vinklen på bødeformen og juster parametrene i henhold til kalibreringsvejledningen fra producenten. Efter justeringen skal du verificere kalibreringsresultatet for at sikre, at det opfylder kravene til bearbejdelsespræcision.
3. Hvad er vedligeholdelsesfrekvensen for pressebremsen, når Automatisk Tilstand med DA-69S er aktiveret?
Rutinemæssig vedligeholdelse anbefales hvert 500. driftstime. Dette omfatter inspektion af slid på nøglekomponenter (såsom akser og værktøjer), rengøring af snavs fra maskinen og smøring af bevægelige dele for at opretholde optimale driftsbetingelser i den automatiske tilstand.
Iv. konklusion
Den høje brugervenlighed af DELEM DA-69S' automatiske tilstand skyldes dens dobbelte fordele: "intuitiv grænsefladedesign + forbedrede præcisionsfunktioner". Grænsefladen forenkler operationslogikken og reducerer indlæringskurven, mens de ekstra funktioner sikrer præcision og effektivitet. Både nye og erfarne operatører kan hurtigt lære den at mestre, hvilket optimerer bøjningsprocessen i værkstedet.
Hvis du har brug for yderligere detaljer om den specifikke betjening af DA-69S' automatiske tilstand eller har skræddersyede spørgsmål, er du velkommen til at kontakte vores team for support. Du kan også se nærmere på flere relaterede ressourcer for at optimere din metalbearbejdningsplan.
Ønsker du, at jeg samler en Kernefunktions Hurtigreference Tabel for DELEM DA-69S Automatisk Tilstand ? Det vil præcisere de nøglevigtige trin i navigationsmenuen, parameterindstillinger og visningstilstande i en kortfattet tabel, så det er nemt for dig at hurtigt slå op og anvende under drift på stedet.

