















































Typer af metalbøjningsprocesser
Teknikker til bøjning af plademetal deler det fælles mål at forme metal til ønskede former, men deres funktionsprincipper varierer betydeligt. At mestre disse metoder kræver en forståelse af nøglefaktorer såsom materialetykkelse, bøjningsdimensioner, krumningsradius og den tilsigtede anvendelse – alt sammen faktorer, der påvirker valget af den mest egnede bøjningsproces.
De følgende metoder illustrerer ikke kun, hvordan man bøjer plademetal, men også, hvordan man vælger den rigtige teknik for optimale resultater. De mest almindelige metoder til bøjning af plademetal inkluderer:
V-formet diesbøjning
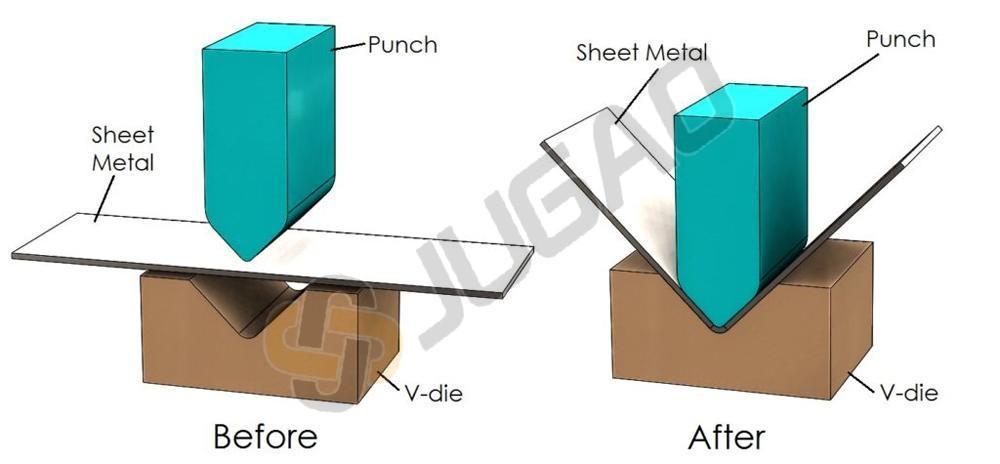
Dette er den mest udbredte bøjningsmetode, der anvendes på de fleste bøjningsprojekter. Den bruger et stempel og en V-formet matrix til at forme emnet til den ønskede vinkel. Under processen presser stemplet metalpladen ned i V-matricen.
Den resulterende bøjningsvinkel afhænger af, hvor dybt stemplet trænger ind i matricen. Metoden er ligefrem og effektiv, da den ofte tillader bøjning uden omplacering af emnet.
V-matricebøjning kan opdeles i tre underkategorier:
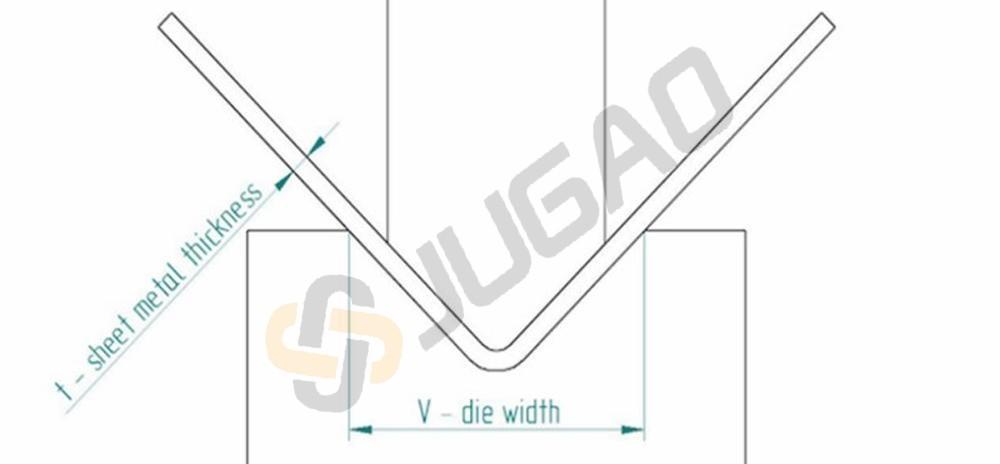
Bundgange
Bundstempning ligner luftbøjning, men med en væsentlig forskel: stemplet presser pladen helt ned i matricen, indtil den har fuld kontakt med matricens overflader. Denne metode reducerer risikoen for fejl, der knytter sig til luftbøjning.
Denne metode kræver højere tonnage, da der skal ydes ekstra kraft for at fuldføre deformationen og holde emnet på plads efter formningen. Den er kompatibel med forskellige V-matricesammenstillinger.
Bottoming giver høj nøjagtighed og kræver ikke præcis tonnagekontrol, hvilket gør det velegnet til brug med ældre eller mindre præcise bøjningspresser.
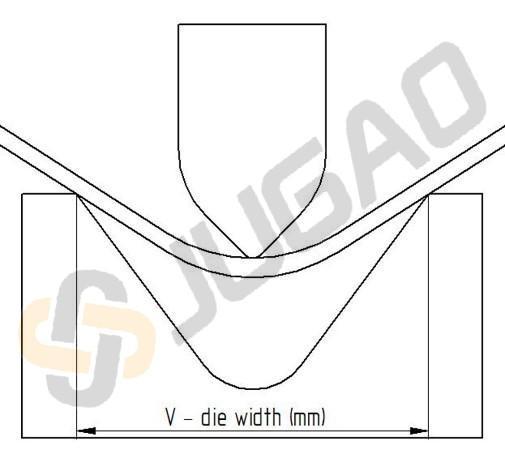
Prægning
Coining indebærer at presse metalpladen mellem stempel og matrix under meget høj tonnage. Dette resulterer i en ekstremt præcis bøjevinkel med minimal springback.
Selvom coining leverer fremragende nøjagtighed, kræver det højere tonnage og har længere cyklustider sammenlignet med andre metoder.
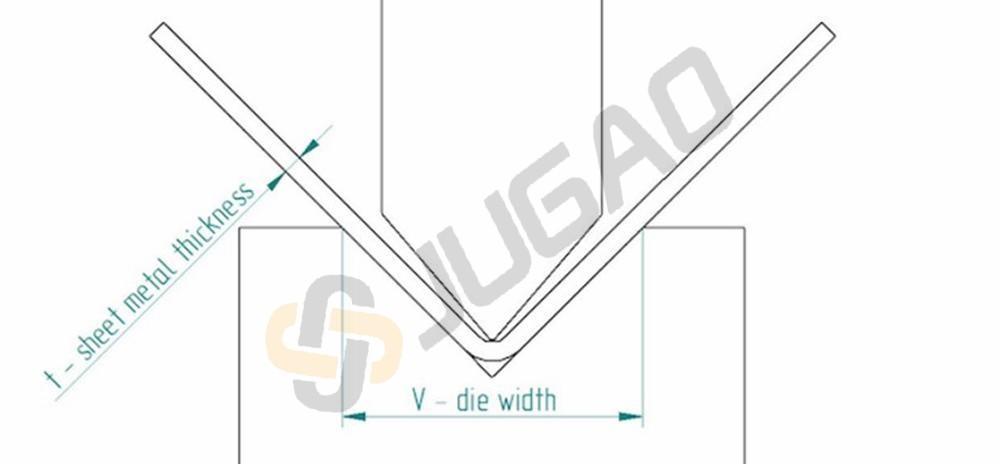
Luftbøjning
Luftbøjning (eller delvis bøjning) er mindre nøjagtig end bottoming eller coining, men anvendes bredt på grund af sin enkelhed og fleksibilitet i værktøjer, da den ikke kræver specialfremstillede matricer.
En bemærkelsesværdig ulempe er, at luftbøjning er mere modtagelig for springback.
I denne proces anvender stempel kraft i to punkter på pladen over åbningen i matricen. Da pladen ikke rører bunden af matricen, bruges typisk en bøjningspresse til V-matrix luftbøjning.
(En kantningspresse er en maskine, der bruges i pladebearbejdning, og som spænder emnet fast og anvender kraft mellem et stempel og en form for at opnå den ønskede bøjning.)
Rullebøjning
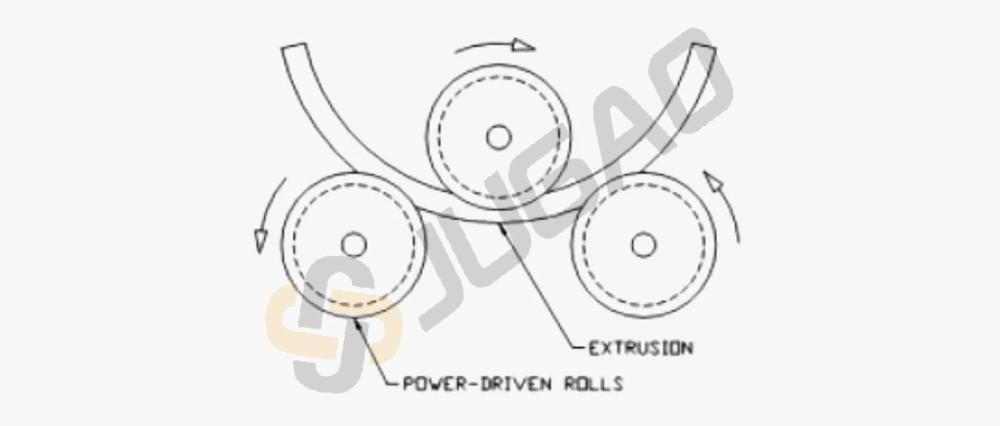
Rullebøjning bruger et sæt på 2, 3 eller 4 ruller til at forme metalplader til buede former. Den mest almindelige opstilling er en 3-rulle pyramidekonfiguration, hvor den øverste rulle er justerbar, og de to nederste er faste.
Pladen føres mellem den øverste rulle og de to faste ruller. Når rullerne roterer, griber de fat i pladen, mens den justerbare rulle udøver nedadrettet pres for at opnå den ønskede krumning. Et 4-rullesystem har en ekstra rulle for bedre støtte, hvilket gør det ideelt til tunge applikationer.
Denne metode bruges primært til fremstilling af cylindriske eller kegleformede genstande såsom rør, gastank, tanke, trykvæsker og rørmaterialer.
Wipe-bøjning
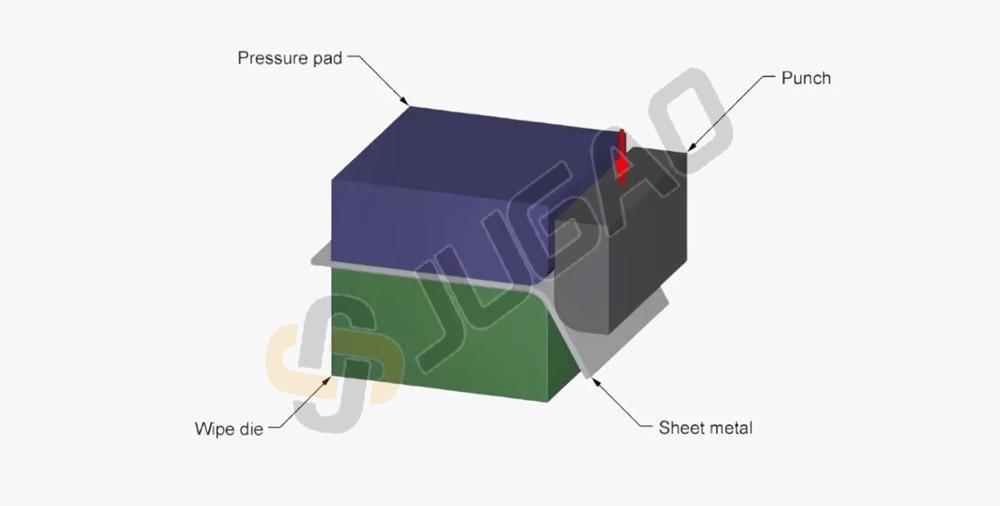
Vippebøjning (eller kantbøjning) bruger en vippeform og et stempel. Metalpladen fastklemmes mellem formen og en trykplade, hvilket udsætter det afsnit, der skal bøjes. Stempel bevæger sig derefter nedad og vipper materialet over kanten af formen for at danne den ønskede vinkel. Denne metode er et godt alternativ til pressebøjning ved mindre flanger.
Denne teknik gør det muligt at forme flere kanter samtidigt, hvilket øger produktiviteten. Desuden minimeres risikoen for overfladesprækker i bøjningsområdet.
Rotationsbøjning
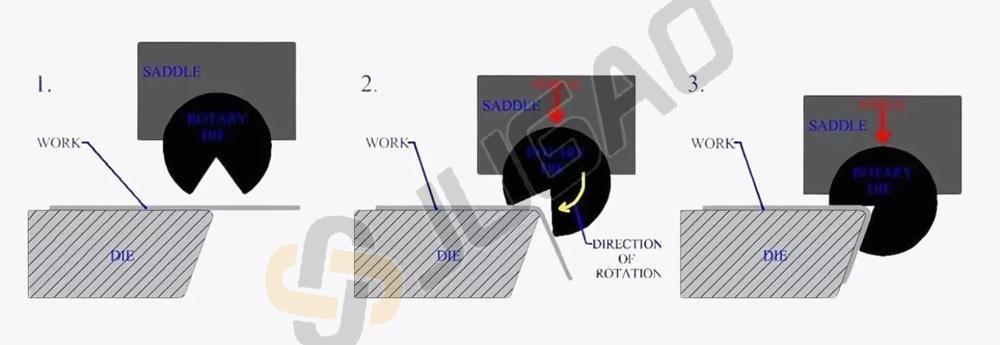
Rotationsbøjning anvendes almindeligt til bøjning af rør og buer med krumninger fra 1° til 180°, men kan også anvendes på plademateriale. Processen omfatter tre hovedkomponenter: en bøjningsdødning, en klemmedødning og en trykdødning. Bøjnings- og klemmedødningen fastholder emnet, mens trykdødningen udøver tangentielle kræfter fra den frie ende mod bøjningsreferencepunktet. Drejelige dødninger kan justeres for præcis kontrol af bøjningsvinkel og radius. En mandrel indsættes ofte indeni rør under bøjningen for at forhindre sammenbrud, men er ikke nødvendig ved massive pladedele.
Denne omformningsmetode er velegnet til fremstilling af bøjninger i flade plader og anvendes bredt inden for rør- og bueproduktion.
Rotationsbøjning giver fremragende kontrol og tillader stramme tolerancer på ±0,5°. Da den nødvendige tonnage er 50 % til 80 % lavere end ved andre metoder, reduceres risikoen for overfladedefekter såsom revner betydeligt.

