















































Vigtige indsigter fra ESTUN E21 betjeningsvejledning
For at øge effektiviteten i dine metalbearbejdningsprocesser, er det afgørende at forstå de grundlæggende elementer i ESTUN E21 Brugervejledningen. Hvis du søger professionel rådgivning til at optimere brugen af denne controller, er du kommet til det rigtige sted.
Denne artikel vil fremhæve kerneindsigter fra ESTUN E21 Brugervejledningen og give praktiske tips til at effektivisere dine driftsprocesser. Uanset om du er en erfaren operatør eller nybegynder på dette system, vil disse indsigter udstyre dig med den nødvendige viden for at øge præcisionen og produktiviteten i dine opgaver. Lad os udforske vejledningen og udnytte ESTUN E21's fulde potentiale for din maskine.
Grundlæggende betjeningsprocedure
For at bruge ESTUN E21-controlleren effektivt, skal du først gøre dig fortrolig med dens grundlæggende betjeningsproces. Start med at sikre dig, at controlleren er korrekt tilsluttet og tændt. Når maskinen er aktiveret, er det første trin at indtaste de nødvendige driftsparametre på controllerens display. Dette inkluderer valg af driftstilstand (manuelt eller automatisk) i henhold til de specifikke opgavekrav. Ved at følge disse indledende trin sikrer du, at du er sat op til præcis drift i overensstemmelse med vejledningen i ESTUN E21 Brugervejledningen.
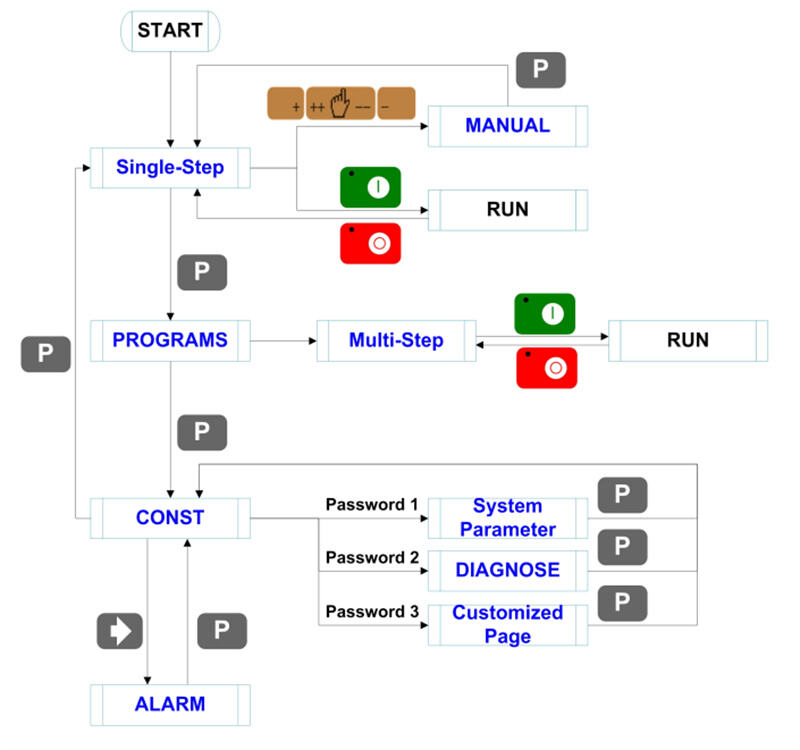
Den grundlæggende tilstandsskiftning og betjeningsproces for anordningen er vist i figur 1.
Programmering af ESTUN E21-kontrolleren
Programmering af din pressbremse med ESTUN E21 er enkel, men effektiv. For at programmere en opgave skal man først gå ind i menuen for programmering på controlleren. Dette indebærer at navigere i grænsefladet for at indtaste kommandoer som bøjevinkler, materialetype og materiale tykkelse. Ved at følge disse trin kan du sikre, at maskinen fungerer med den nøjagtighed, der er nødvendig for komplekse opgaver, som specificeret i ESTUN E21-operationsvejledningen. Du kan også justere og gemme flere programmer, hvilket giver fleksibilitet og effektivitet i den daglige drift.
Enheden tilbyder to programmeringsmetoder: enkelttrinsprogrammering og flertrinsprogrammering. Brugerne kan vælge den rette metode baseret på de faktiske arbejdsbehov.
Programmering i ét trin
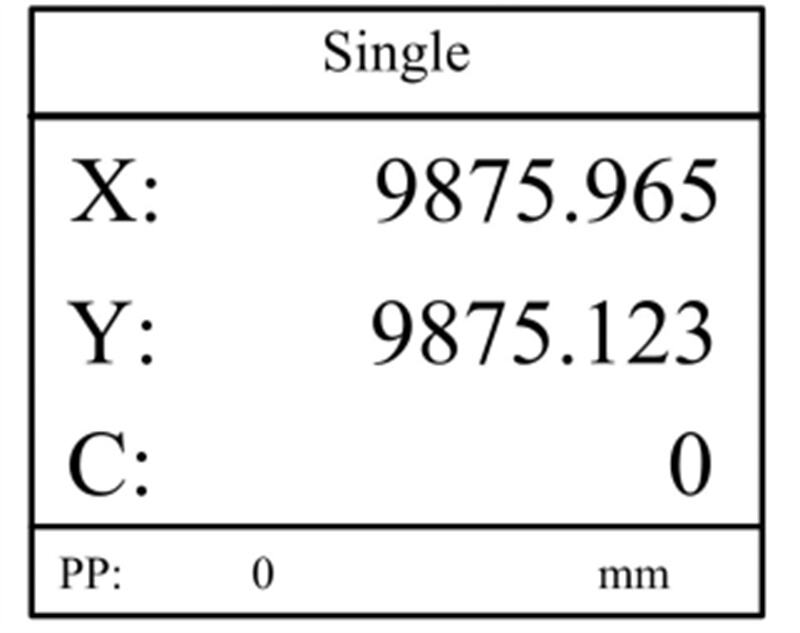
Enkelttrinsprogrammering anvendes typisk til at fuldføre emnebehandling i ét enkelt arbejdstrin. Når kontrolleren tændes, navigerer den automatisk til enkelttrinsprogrammets side.
Driftstrin
1. Når enheden startes, vil den automatisk gå ind på konfigurationssiden for enkelttrinsprogrammet.
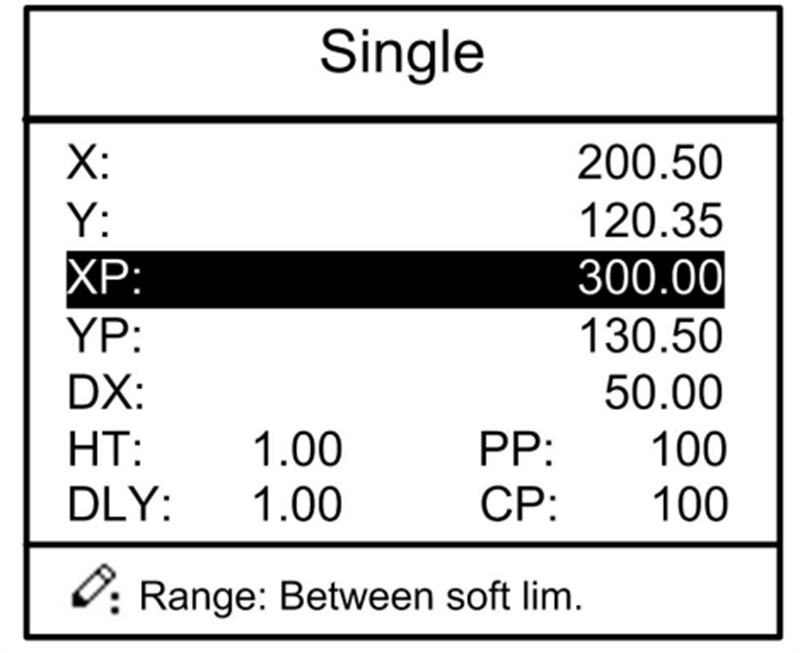
2. Tryk på den angivne tast for at vælge den parameter, der skal konfigureres, brug cifretasterne til at indtaste programmets værdi, og tryk derefter på bekræftelsestasten for at afslutte indtastningen.

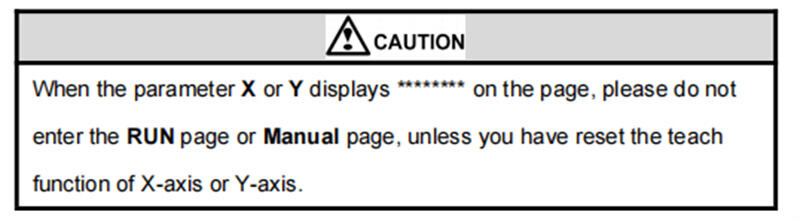
Bemærk: Parametre kan kun konfigureres, når Stop-indikatoren lyser.
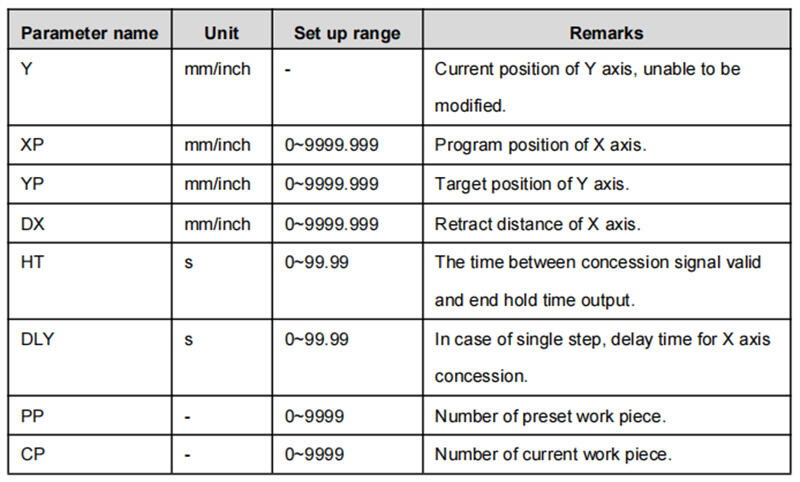
Konfigurationsområdet for enkelttrinsparametre vises i tabellen.

3. Tryk på starttasten og systemet vil køre i henhold til dette program, som vist på figuren.

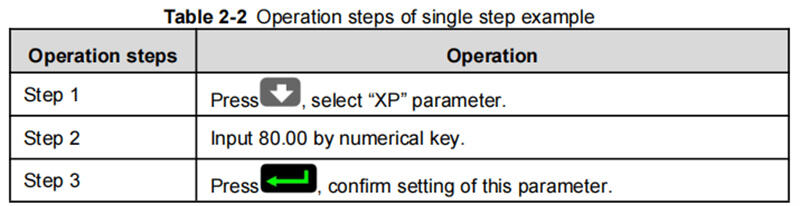
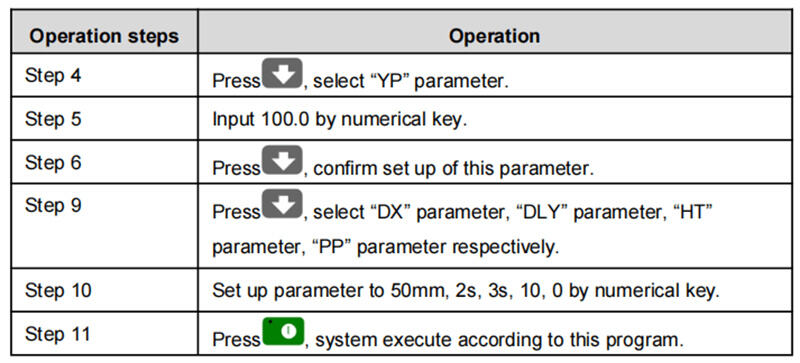
Driftseksempel
Som anbefalet i ESTUN E21 betjeningsvejledningen kan du forbedre dit program med ét trin ved at konfigurere bøjningsdybden til 100,0 mm og bagslæret til 80,00 mm. Indstil returens afstand til 50 mm med en ventetid på 2 sekunder og en holdetid på 3 sekunder. Tildel værkestyknr. 10, og sørg for, at hvert arbejdstrin overholder oplysningerne i tabellen i vejledningen. Ved at følge disse indstillinger sikres effektive og præcise metalbearbejdningsresultater.
Fladetrins programmering
Fladetrins programmering er designet til bearbejdning af et enkelt værkestykke gennem flere forskellige operationer. Det muliggør kontinuerlig udførelse af flere trin, hvilket forbedrer bearbejdningseffektiviteten.
Driftstrin
1. Når enheden tændes, vises automatisk parameter siden for énkelte trin.
2. Tryk på tilstandsknappen for at navigere til programmets administrations side, som vist på figuren.

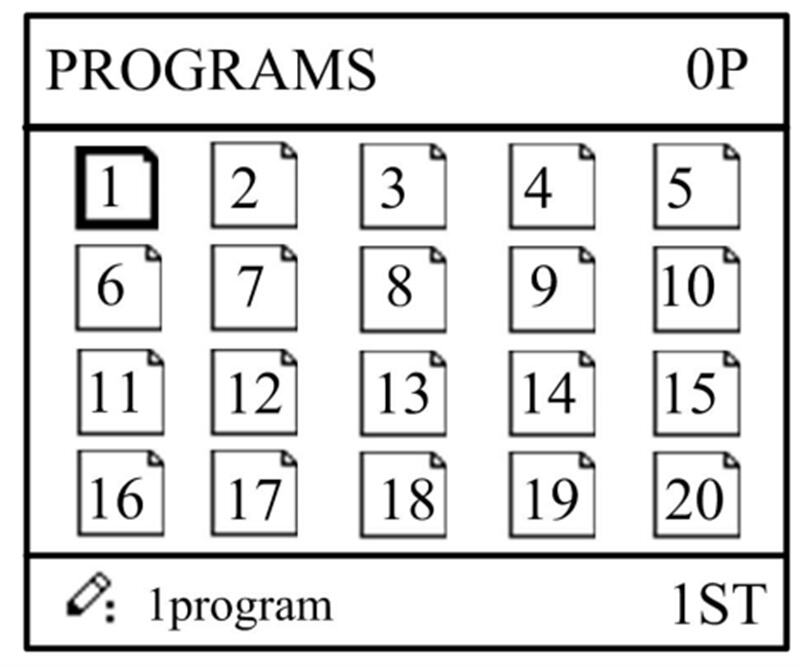
3. Tryk på valgknappen for at vælge et programs serienummer, eller indtast et programnummer direkte (f.eks. indtast "1").

4. Tryk på bekræftelsesknappen for at få adgang til konfigurationssiden for flertrinsprogram, som vist på figuren.
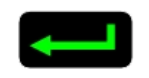
5. Tryk på Pil ned-knappen for at vælge den flertrinsprogrammeringsparameter, der skal konfigureres, indtast den ønskede værdi, og tryk på Enter-knappen for at aktivere indstillingen.
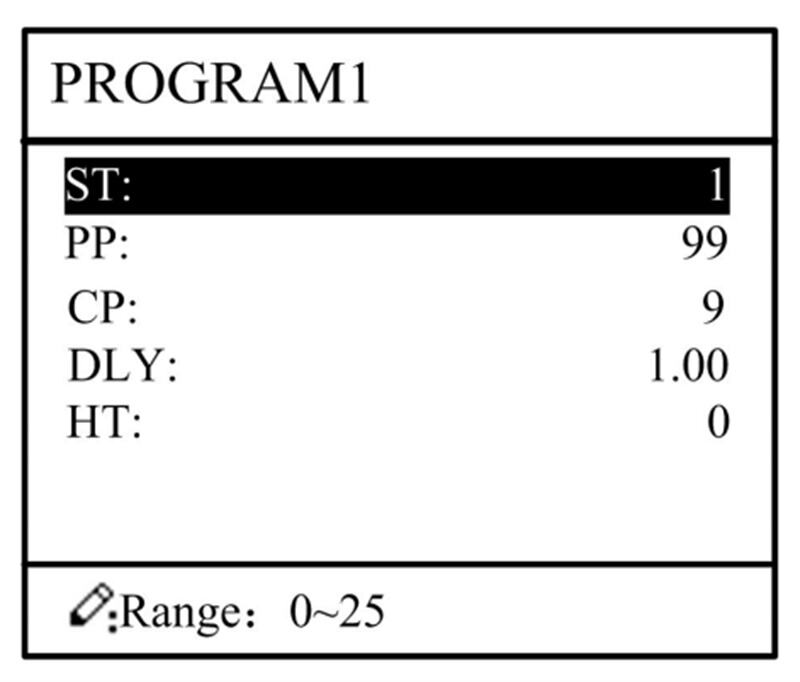
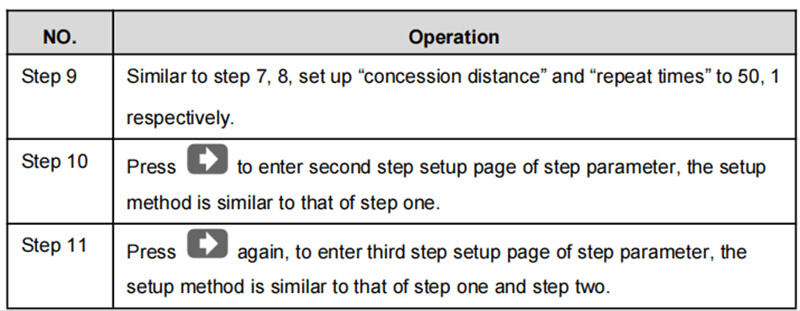
6. Når konfigurationen er afsluttet, skal du trykke på Pil højre-knappen for at gå til trinparameterkonfigurationssiden, som vist på figuren.
7. Tryk på Pil ned-knappen for at vælge trinparameteren, der skal konfigureres, indtast programmets værdi, og tryk på Enter-knappen for at bekræfte indstillingen.
8. Brug Pil venstre- og Pil højre-knapperne til at skifte mellem trin. Hvis du befinder dig i det første trin, vil tryk på Pil venstre-knappen føre dig til den sidste side i trinparameterkonfigurationen; hvis du befinder dig i det sidste trin, vil tryk på Pil højre-knappen returnere dig til den første side i trinparameterkonfigurationen.
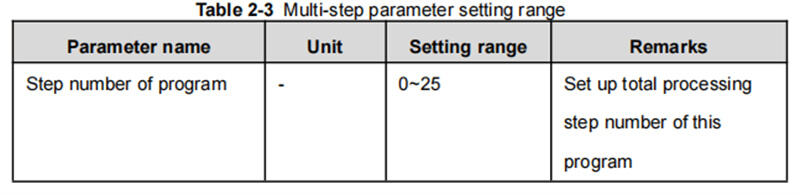
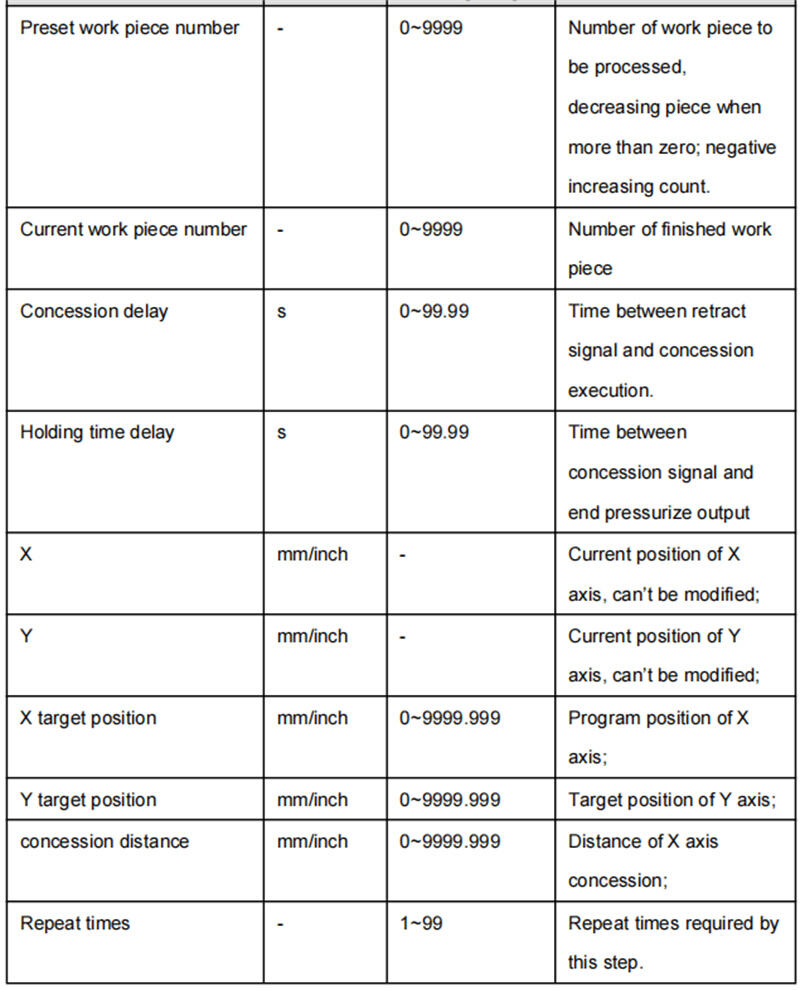
Konfigurationsområdet for flertrinsparametre vises i tabellen.
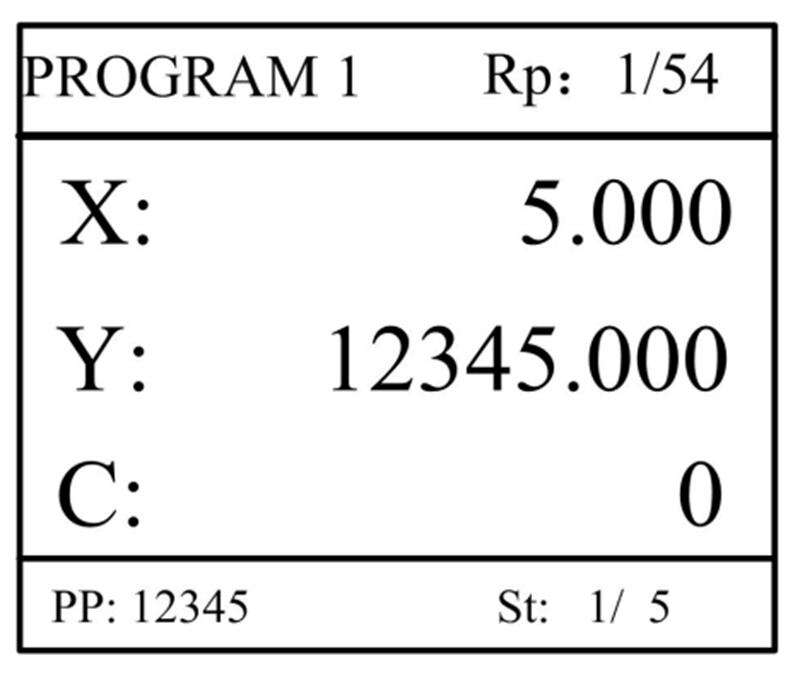
9. Tryk på startknappen, og systemet vil fungere i henhold til dette program, som vist på figuren.
Driftseksempel
Baggrund: Som illustreret nedenfor skal 50 enheder af et enkelt arbejdstykke bearbejdes med følgende krav:
• Første bøjning: 50 mm
• Anden bøjning: 100 mm
• Tredje bøjning: 300 mm i modsat retning
Analyse: Baseret på arbejdstykkets specifikationer og maskinens tekniske betingelser:
• Første bøjning: Indstil X-aksens position til 50,0 mm, Y-aksens position til 85,00 mm og koncession til 50 mm.
• Anden bøjning: Indstil X-aksens position til 100,0 mm, Y-aksens position til 85,00 mm og koncession til 50 mm.
• Tredje bøjning: Indstil X-aksens position til 300,0 mm, Y-aksens position til 85,00 mm og koncession til 50 mm.
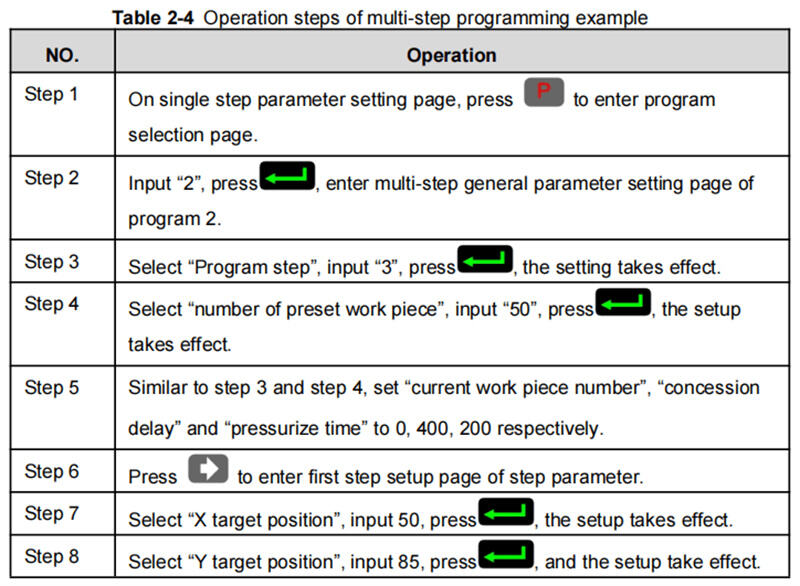
Rediger procesprogrammet for dette arbejdstykke i program nr. 2. Det specifikke operationsforløb er vist i tabellen.
Når du bruger ESTUN E21 betjeningsvejledning, afhænger effektiv programmering i flere trin af følgende nøgelpunkter:
• Returnér til starttrinnet: Efter færdiggørelse af programmering i flere trin skal du altid returnere til det indledende trin for at sikre, at programmet køres i den korrekte rækkefølge.
• Navigering af parametre: Brug venstre- og højrepilene til effektivt at gennemse og ændre alle trinsparametre.
• Programjusteringer: Programmer kan redigeres og revideres efter behov for at sikre fleksibilitet og tilpasningsevne.
• Automatiseret proces: Når en batch er fuldført (f.eks. 50 arbejdstykker), stopper systemet automatisk. Du kan genstarte det for at behandle næste batch problemfrit.
Ved at følge disse trin—vejledt af ESTUN E21 betjeningsvejledning—sikres optimal maskinydelse og produktivitet.
Parameterstilling
Brugere kan konfigurere alle parametre, der er nødvendige for systemets normale drift, herunder systemparametre, X-akseparametre og Y-akseparametre.
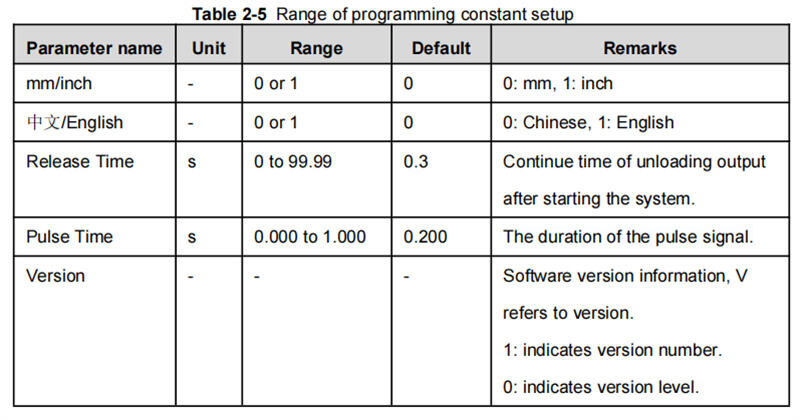
1. På programmestyringssiden trykker du på P-tasten for at få adgang til programmeringskonstant-siden (som vist på figuren). Her kan du konfigurere programmeringskonstanter.
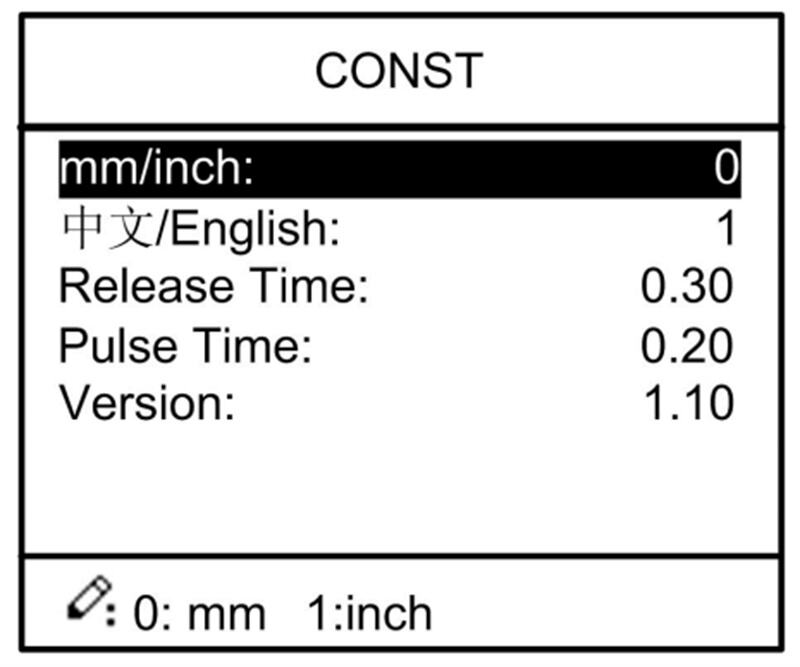
Konfigurationsområdet for programmeringskonstanter vises i tabellen.
2. Indtast adgangskoden "1212" og tryk Enter-tasten for at åbne undervisningssiden (som vist på figuren). Konfigurer parametrene her, og parameterkonfigurationsområdet vises i tabellen.
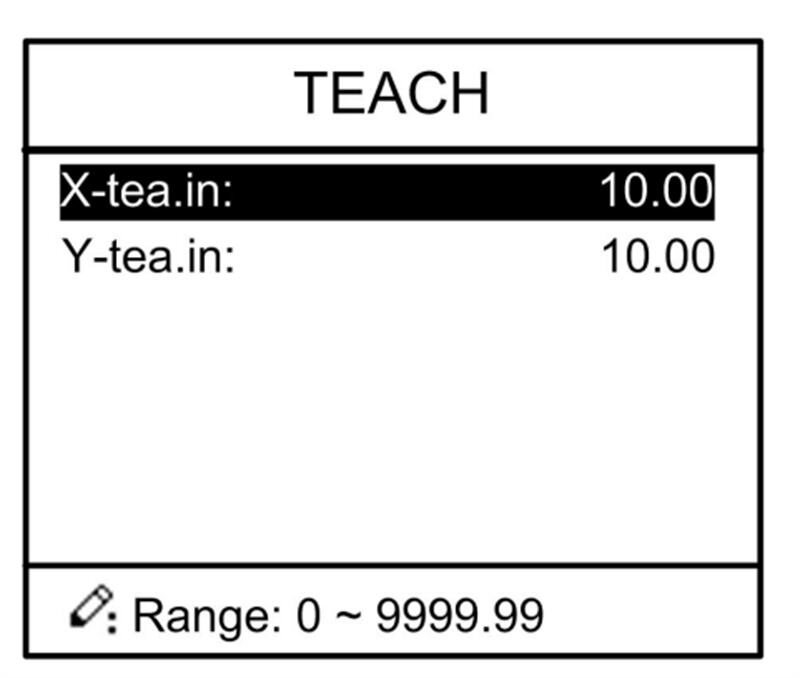
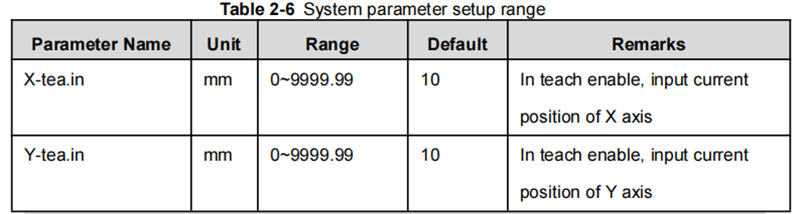
Sådan undervises: ESTUN E21 Brugsvejledning anbefaler at måle glidebordet og bagstoppositionerne for at sikre præcision. Hvis direkte måling er vanskelig, kan du programmere en proces og derefter måle det færdige emne. Denne metode sikrer nøjagtighed og er i overensstemmelse med vejledningens strategier for optimal maskinydelse.
3. Tryk på P-tasten for at vende tilbage til programmeringskonstant-siden.
Manuel justering
I enkelttrins-tilstand kan du manuelt styre aksernes bevægelse ved at trykke på de tilsvarende taster. Denne metode hjælper brugere med at justere værktøjsmaskinen og emnet.
1. På siden til konfiguration af enkelttrins-parametre, tryk på Plus- eller Minustasten for at skifte til manuelt side (som vist på figuren).
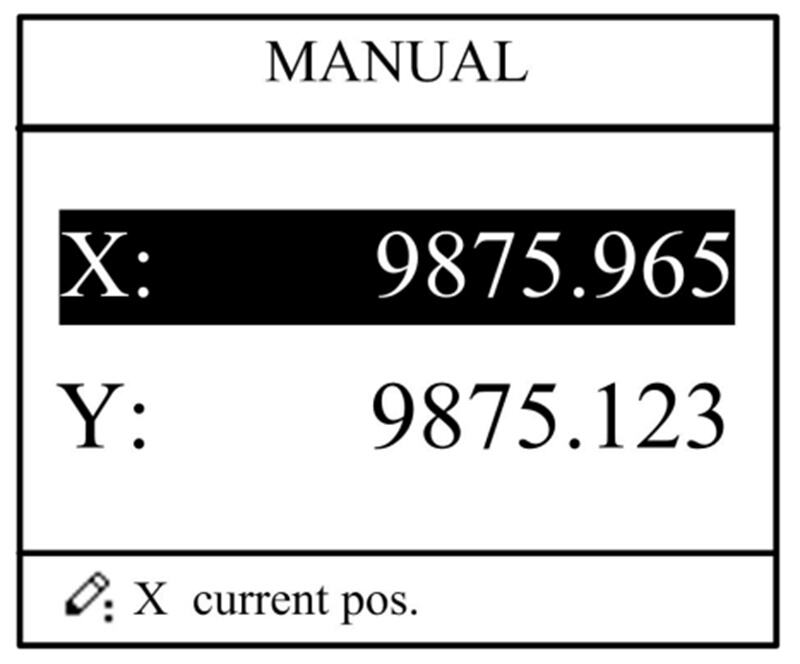
2. Justér aksepositionen i henhold til dine faktiske behov, i overensstemmelse med specifikationerne i tabellen ovenfor:
◦ Hvis drevetilstanden for den pågældende akse er en almindelig motor: [Følg de specifikke betjeningsdetaljer i tabellen i den originale vejledning]
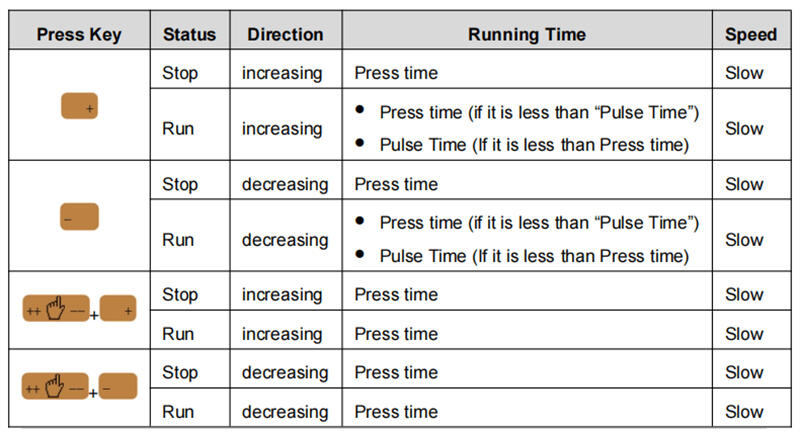
Bemærk: Når systemet er i køretilstand, fungerer manuel justering kun for X-aksen.
◦ Hvis drevetilstanden for den pågældende akse er frekvensstyret: [Følg de specifikke betjeningsdetaljer i tabellen i den originale vejledning]
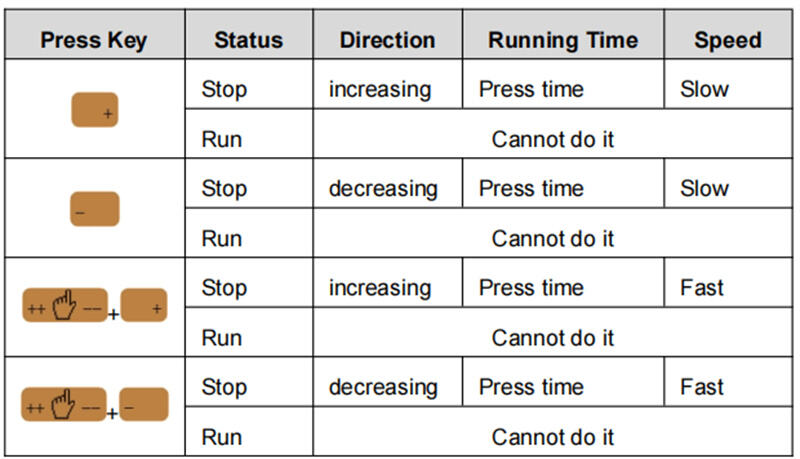
1. Tryk på P-tasten for at vende tilbage til siden til konfiguration af enkelttrins-parametre.
Ofte stillede spørgsmål (FAQ)
Hvordan hjælper ESTUN E21 Betjeningsvejledning med at forbedre maskinens præcision?
Guiden giver detaljerede anvisninger om kalibrerings- og justeringsprocesser – trin, der er afgørende for at opnå præcise operationer. Konsekvent følgelse af disse retningslinjer kan markant forbedre maskinens nøjagtighed og samlede ydeevne.
Hvilke fejlfindingstrin er beskrevet i ESTUN E21 betjeningsvejledningen?
ESTUN E21 betjeningsvejledningen beskriver flere fejlfindingsforanstaltninger, såsom inspektion af elektriske forbindelser, kontrol af fejlkode på displayet og henvendelse til manualen for løsning af specifikke fejl.
Konklusion
Kort sagt giver ESTUN E21 betjeningsvejledningen vigtige indsigter til effektiv drift af din udstyr. Nøglepunkter, der skal huskes, inkluderer beherskelse af den grundlæggende betjeningsproces, forståelse af enkeltskridts-programmering og dygtig håndtering af flerskridts-programmering. Denne vejledning sikrer, at operatører har den nødvendige grundviden til at forbedre maskinydelsen og produktiviteten.
Korrekt installation og regelmæssig vedligeholdelse er afgørende for at forlænge brugstid og opretholde præstationskvaliteten af din pressbremse. Ved at følge disse retningslinjer og udføre rutinemæssig vedligeholdelse kan man reducere nedetid og øge produktionen. Hvis du har yderligere oplysninger eller spørgsmål, kan du kontakte vores team. Desuden kan du se andre relaterede dokumenter i vores dokumentationssektion for at få yderligere oplysninger.

