















































ما هي بعض الاحتياطات الواجب اتخاذها للحفاظ على آلة ثني الأنابيب؟
1. صيانة النظام الهيدروليكي
إدارة الزيت: تحقق بانتظام من مستوى زيت النظام الهيدروليكي، وأعد تعبئته بالعلامة التجارية والنوع نفسه من الزيت عند الحاجة. غيّر زيت النظام الهيدروليكي بعد أول ٥٠٠ ساعة من التشغيل، ثم كل ٢٠٠٠–٣٠٠٠ ساعة أو سنويًّا. ويُعد تلوث الزيت أو انحلاله سببًا شائعًا لانسداد صمامات النظام الهيدروليكي وعمل الأسطوانات بشكل غير طبيعي.
مراقبة درجة حرارة الزيت: تتراوح درجة الحرارة المثلى لتشغيل زيت الهيدروليك بين ٣٥°م و٥٥°م. ويؤدي التشغيل الطويل عند درجات حرارة تزيد عن ٦٠°م إلى تسريع أكسدة الزيت وتقدم عمر حشوات الإغلاق. تأكَّد من أن مروحة المبرِّد تعمل بشكل طبيعي، ونظِّف بشكل دوري الزيت والغبار العالقين على زعانف المبرِّد.

استبدال الفلاتر: استبدل فلتر عودة الزيت وفلتر شفط الزيت بانتظام وفقًا للدليل الإرشادي الخاص بالجهاز لمنع دخول الشوائب إلى النظام الهيدروليكي مما قد يتسبب في تلف المضخات والصمامات.
٢. صيانة القوالب وأعمدة التشكيل
التنظيف ومنع الصدأ: بعد كل تغيير لأنابيب أو في نهاية كل وردية، نظِّف أسطح قوالب الثني وقوالب التثبيت وقوالب منع التجعُّد وأعمدة التشكيل لإزالة رقاع المعادن والوحل. وطبِّق زيتًا واقيًا من الصدأ على القوالب التي لا تُستخدم لفترات طويلة.
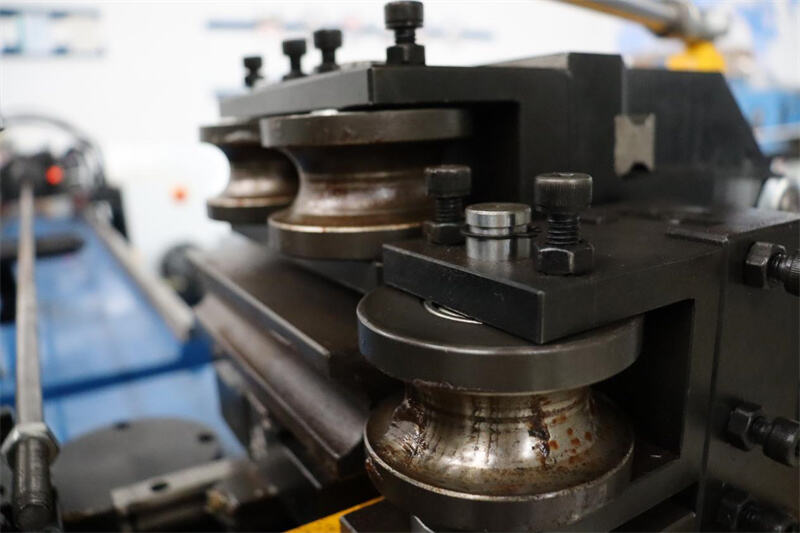
فحص التآكل: فحص سطح القالب العامل بانتظام للبحث عن الحفر أو الخدوش أو التآكل الموضعي. ويمكن أن يؤدي التآكل المفرط إلى تجعُّد الأنابيب المنحنية وزيادة بيضاوية الشكل بشكل مفرط؛ لذا يلزم إصلاح القالب أو استبداله في الوقت المناسب.
حالة المُثبِّت (الماندريل): يجب أن تدور مفاصل الماندريل ذي الرأس الكروي بحرية تامة. وينبغي فحص قضيب الماندريل بانتظام للتحقق من الانحناء أو الخدوش. ويُعد وضع الماندريل غير الدقيق أو تآكله سببًا رئيسيًّا لانهيار الجدار الداخلي للأنابيب رقيقة الجدران وانحنائها.
٣. الصيانة الكهربائية والمحركات
التنظيف وتبريد الحرارة: نظّف الغبار من خزانة التحكم الكهربائي بانتظام، وافحص تشغيل مروحة التبريد. وتكون المكونات الدقيقة مثل محولات التردد والمحركات المؤازرة حساسة جدًّا للغبار؛ ولذلك يوصى بتثبيت مرشّحات أو وحدات تكييف هواء داخل خزانة التحكم الكهربائي في البيئات القاسية.
فحص التوصيلات الكهربائية: تحقق ربع سنويًّا من طرفي المحرك ونقاط تلامس المفتاح الكهربائي (الكونتاكتور) للكشف عن أي فكٍّ في التوصيلات أو أكسدة أو آثار احتراق. وقد يؤدي التشغيل الأحادي الطور إلى ارتفاع درجة حرارة المحرك بشكل مفرط واحتراقه بسرعة.
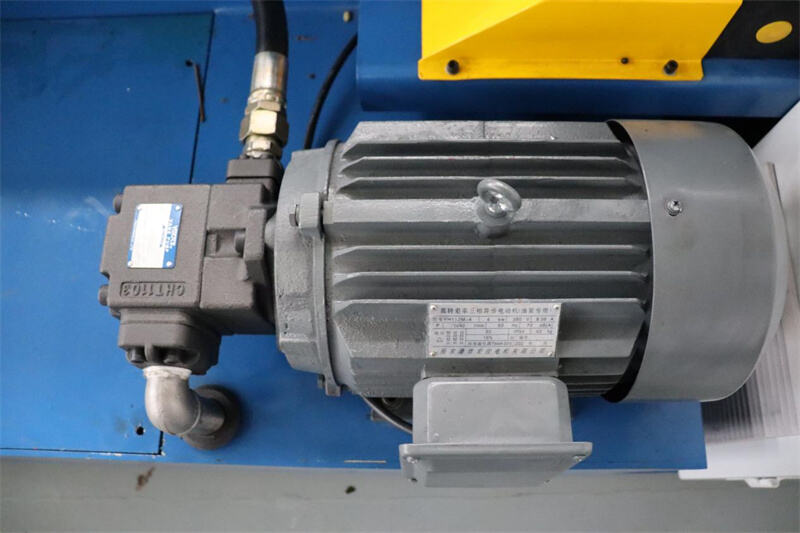
تشحيم المحرك: بالنسبة للمحركات المزودة بثقوب لتشحيم المحامل، قم بإعادة تعبئتها بالشحم دوريًّا. وإذا ظهرت أصوات غير طبيعية أو زاد الاهتزاز، فتحقق فورًا من وجود تآكل في المحامل.
٤. النقل الميكانيكي والتشحيم
المسارات الإرشادية والبراغي الدليلية: تتطلب المسارات الإرشادية الخطية والبراغي الكروية لمِحور التغذية ومِحور الدوران تنظيفًا دوريًّا وإعادة تعبئة بالشحم الخاص. ويجب استبدال أغطية الحماية التالفة للمسارات الإرشادية فورًا لمنع دخول القطع المعدنية (الشَّرَطات) وتلف العناصر المتدرّجة.
علبة التروس والتروس: تحقق من مستوى زيت علبة التروس وغيّر زيت التروس دوريًّا وفقًا لمتطلبات المعدات. ويجب الحفاظ على تشحيم تروس نقل الحركة في الذراع الانحنائية؛ وأي تآكل شديد أو حفر في أسنان التروس يتطلب اتخاذ إجراء فوري.
فحص الوصلات: قد تؤدي الاهتزازات الطويلة المدى للمعدات إلى فكّ البراغي التثبيتية والبراغي التي تثبت القالب؛ لذا يجب إجراء فحص سريع قبل بدء كل وردية.
٥. نظام التبريد والترشيح
مُبرِّد الزيت/الماء: إذا كانت المعدات مزودة بمُبرِّد مستقل، فيجب تنظيف زعانف المكثف بانتظام، والتحقق من ضغط مادة التبريد ووجود أي تسريبات في المواسير.
مرشح الهواء: يجب الحفاظ على نظافة مرشح الهواء الموجود على خزان زيت النظام الهيدروليكي لمنع دخول الغبار إلى الخزان مع تغير مستوى الزيت.
٦. إجراءات التشغيل والفحوصات اليومية
التسخين المبدئي: وبخاصة في البيئات ذات درجات الحرارة المنخفضة، يُنصح بتشغيل الجهاز دون حمل لمدة ٥–١٠ دقائق بعد التشغيل لتمكين زيت النظام الهيدروليكي من الدوران والتدفئة قبل البدء بالإنتاج.
الفحص اليومي: إنشاء سجل فحص يومي يتضمن التحقق من مستوى الزيت، والضوضاء غير العادية، وتسريبات الزيت، وتآكل القوالب، وضغط الهواء (في حال استخدام التثبيت الهوائي).
إيقاف التشغيل غير الطبيعي: إذا تم اكتشاف أي ضجيج غير طبيعي، أو اهتزاز، أو حركة بطيئة، أو تغيّرات مفاجئة في جودة الانحناء، فيجب إيقاف الآلة فورًا لتشخيص المشكلة ومنع تفاقمها.
٧. المعايرة الدورية واختبارات الدقة
معايرة زاوية الانحناء: كل ستة أشهر أو بعد تغيير القالب، استخدم مقياس الزوايا لمعايرة التوافق بين زاوية انحناء المعدّة وردّ القيمة من المشفر.
دقة التكرار في تحديد الموضع: تحقّق من تكرارية طول التغذية وزاوية الدوران. وإذا تجاوزت التكرارية الحد المسموح به من التسامح، فاضبط معاملات المحرك المؤازر أو تحقّق من الفراغ الميكانيكي.
صيانة آلة ثني الأنابيب ليست مجرد "إعادة إصلاحها فقط عند تعطلها"، بل هي مهمة منهجية تُنفَّذ طوال اليوم. ويتطلب ضمان تشغيل المعدات دائمًا بدقة وكفاءة عالية دورةً مكوَّنةً من أربعة خطوات تشمل التنظيف والتشحيم والشد والتفتيش، إلى جانب إدارة الزيوت وصيانة القوالب وفق معايير موحَّدة.

