















































Stappe om DELEM DA-53T Handmatige Modus op te stel
Inhoudsopgawe
• Stap 1: Toegang tot Handmatige Modus
• Stap 2: Verstaan van Parameters
◦ Buigparameters
◦ Kragparameters
◦ Snelheidsparameters
◦ Funksie-instellings
◦ Produk eienskappe
◦ Gereedsinligting
◦ Aanvullende Asse
◦ Gereedskapopstelling
• Stap 3: Parameterkonfigurasie
◦ Makrofunksie
• Stap 4: Handmatige Beweging van Asse
• Korrigeringsfunksie
• Diagnostiese Funksie
• IO-status
• Gereelde Vrae (FAQ)
• Gevolgtrekking
Wanneer u die handmatige modus van die DELEM DA-53T-beheerder konfigureer, is dit noodsaaklik om elke bedryfsstap duidelik te maak om optimale prestasie van die persrem te bereik. Hierdie artikel lei u stap vir stap deur die opstellingproses van die DELEM DA-53T-handmatige modus, en help u om toerustingparameters doeltreffend af te stel en die prestasiepotensiaal van die persrem ten volle te ontgrendel.
Deur die handmatige modus kan u volle beheer oor die hele buigproses verkry, wat presiese aanpassings moontlik maak en die kwaliteit van die verwerkte produk maksimaliseer. Of u nou vir die eerste keer 'n DELEM-beheerder gebruik of probeer om u bestaande bedryfsinstellings te optimaliseer, bied hierdie artikel gedetailleerde stappe om vinnig aan die gang te raak en die funksionele waarde van die persrem ten volle te benut.
Stap 1: Toegang tot Handmatige Modus
Begin eers deur die DELEM DA-53T beheerder aan te skakel. Nadat die toestel volledig opgestart het, navigeer na die hoofkieslys deur gebruik te maak van die koppelvlakknoppies.
Soek en kies die "Handmatige Modus"-opsie in die kieslys; die beheerder se koppelvlak sal dan oorskakel van Outomatiese Modus na die instellingskoppelvlak vir Handmatige Modus.
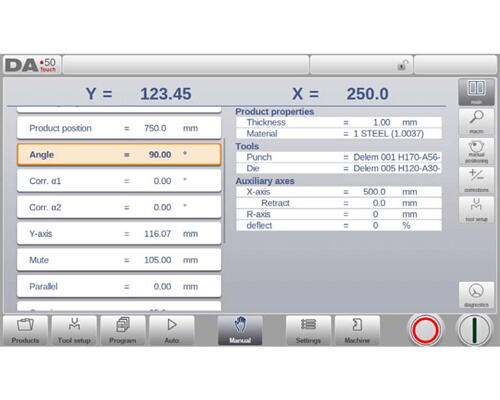
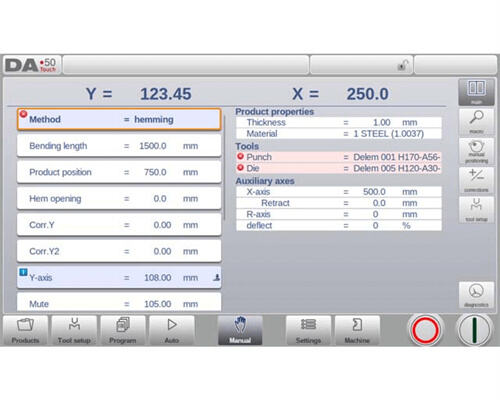
In die boonste gedeelte van die Handmatige Modus-skerm kan u direk die huidige posisies van die Y-as en hoof X-as sien; alle ander asse en funksies sal een vir een in die twee kolomme onderaan die skerm gelys word. Indien die waardes van die Y-as en X-as gemerk is, dui dit aan dat hierdie twee asse die verwysingsmerke suksesvol herken het en dat hul huidige posisies ooreenstem met die geprogrammeerde waardes.
Stap 2: Verstaan van Parameters
Nadat u Handmatige Modus ingetik het, moet u die vereiste parameters vir die huidige verskillende bewerking invoer, insluitend die slag, spoed en posisioneringsinstellings van die persboog—hierdie parameters is krities om die akkuraatheid van handmatige bewerkings te verseker. Handmatige Modus word gewoonlik gebruik vir toerustingtoetsing, kalibrasie en enkelbuig-bewerkingscenario's.
U kan numeriese waardes wat ooreenstem met u verwagte instellings invoer deur die databevoegknoppies te gebruik. Die besonderhede van die beskikbare parameters in Handmatige Modus is soos volg:
Buigparameters
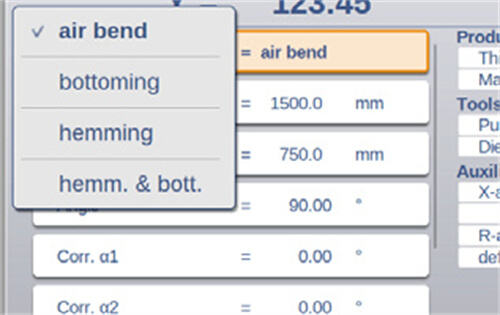
• Metode: Kies die vereiste buigmetode. DELEM DA-53T Handmatige Modus ondersteun verskeie metodes soos Lugbuiging, Bodemvorming, Randvouing en Randvouing & Bodemvorming. Gedetailleerde beskrywings van elke metode kan in die Programmodus-dokumentasie gevind word.
• Buiglengte: Voer die buiglengte van die plaat in om 'n databasis vir presiese bewerking te verskaf.
• Produkposisie: Stel en monitor die absolute posisie in die Z-rigting deur die nulpunt aan die linkerkant van die masjien as verwysingspunt te gebruik.
• Hoek: Definieer die vereiste buighoek. Indien daar 'n afwyking is tussen die werklike buighoek en die verwagte hoek, kalibreer dit deur die korreksiewaardes α1 (Korr.α1) en α2 (Korr.α2) aan te pas. Byvoorbeeld, indien die geprogrammeerde hoek 90 grade is maar die werklike gemeetde hoek 92 grade is, stel Korr.α in op -2.
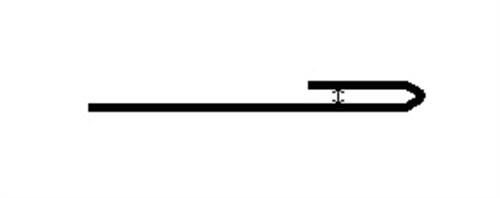
• Randopening: Stel die oopmaakafstand tussen rande tydens die randvou-buigproses. Verstekparameters kan in die Instellingsmodus bekyk word.
•
• Korr.Y: Indien die Bottoming-metode gekies is, kan hierdie parameter gebruik word om die posisie van die Y-as te korrigeer.
• Y-as: Die geprogrammeerde of berekende Y-aswaarde wat benodig word om 'n spesifieke buighoek te bereik.
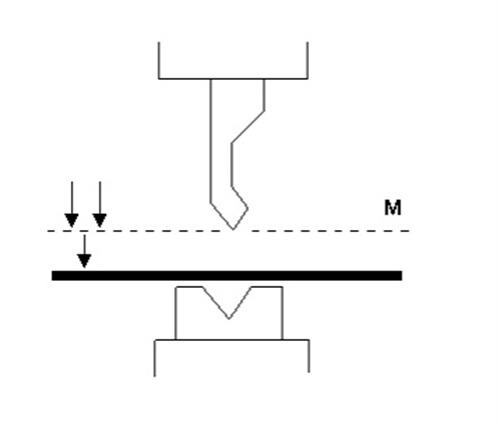
• Dood: Die punt waar die Y-as oorskakel van vinnige sluitingsspoed na drukspoed, hier geprogrammeer as 'n Y-as posisiewaarde. Hierdie geprogrammeerde waarde stem ooreen met die Y-as posisie bo die blad.
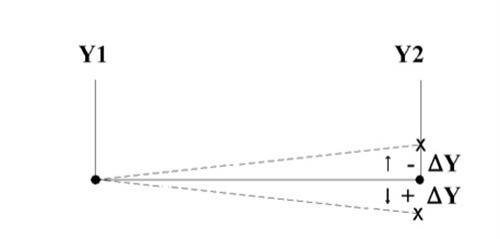
• Parallel: Die posisieverskil tussen die linkerkantse en regterkantse silinders (Y1 en Y2). Indien die waarde positief is, dui dit aan dat die regter silinder laer is; indien die waarde negatief is, is die regter silinder hoër. Hierdie geprogrammeerde waarde tree in werking onder die klempunt.
• Oopmaak: Hierdie parameter word gebruik om die gaping tussen die stans en die mal na die buigproses te stel. 'n Positiewe waarde beteken die gaping is bo die Dood-punt; 'n negatiewe waarde beteken die gaping is onder die Dood-punt. Indien u die produkhanteringstyd wil verkort, kan u hierdie parameter op 'n klein positiewe of negatiewe waarde stel.
Kragparameters
• Krag: Programmeer die drukkrag wat benodig word vir die buigoperasie om seker te maak dat die druktoepassing voldoen aan die masjineringsvereistes en die beste resultate behaal.
• Verblyftyd en dekompressie: Stel die verblyftyd by die buigpunt en die dekompressie-afstand in om die drukvrystellingsproses redelik te beheer en masjineringsstabiliteit te verseker.
Snelheidsparameters
• Snelheid: Die bewegingssnelheid van die Y-as tydens die buigproses.
• Dekompressiesnelheid: Die programmeerbare bewegingssnelheid van die balk binne die dekompressie-afstand.
Funksie-instellings
• Wag vir terugtrek: Stel in of die Y-as wag tot die terugtrekbeweging voltooi is voordat dit beweeg, of om te begin beweeg sodra terugtrek begin, om werkstroomdoeltreffendheid te optimaliseer.
Produiteienskappe
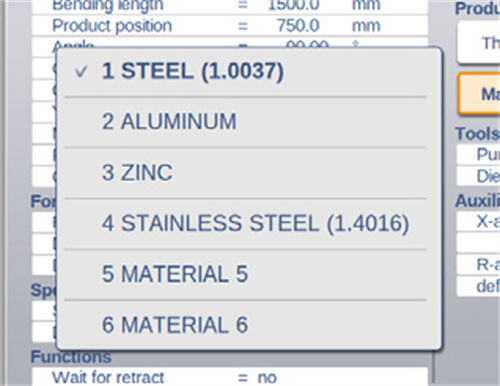
• Dikte en materiaal: Voer die plaatdikte in en kies die ooreenstemmende materiaal uit 99 aangepaste materiaalopsies in die beheerder om sleuteldata-ondersteuning te verskaf vir die berekening van die buigdiepte.
Gereedsinligting
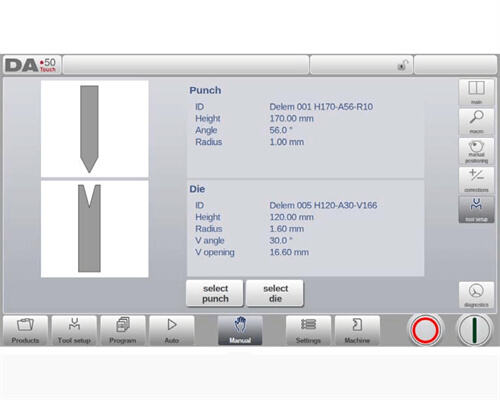
• Stans en Mal: Kies of wysig die stans- en mal-ID's wat vir die huidige operasie benodig word uit die ooreenstemmende gereedskapsbiblioteke om te verseker dat die gereedskap aan die verskillingsvereistes voldoen.
Hulpasse
• Hulpasparameters: Indien die toestel met een of meer hulpasse (soos X-as, R-as of Z-as) uitgerus is, sal hul verwante parameters hier vertoon word.
• Intrek: Die intrekafstand van die hulpas tydens die buigproses. 'Backgauge Retract' begin by die klemposisie.
• Spoed: Die bewegingsspoed van die hulpas tydens die huidige buigoperasie, wat as 'n persentasie van die maksimum spoed geprogrammeer kan word.
Deur die bogenoemde parameters korrek in DELEM DA-53T Handmatige Modus te programmeer, kan u die akkuraatheid van die buigoperasie verseker. Nadat u alle parameterinstellings gekontroleer het, druk die Begin-knoppie om hierdie konfigurasies te aktiveer.
Gereedskapsopstelling
Die gereedskapopstelling-programmering in DELEM DA-53T Handmatige Modus is baie soortgelyk aan dié in Outomatiese Modus. Beide modi laat onafhanklike gereedskapopstelling toe, en die gereedskapopstelling vanuit Outomatiese Modus kan direk op Handmatige Modus toegepas word. Wanneer oorgeskakel word na Handmatige Modus, sal die DELEM DA-53T-beheerder 'n opsie verskaf om "die bestaande gereedskapopstelling te gebruik". Let egter op dat die gebruiker versigtig moet werk indien die huidige opstelling verskil van die vorige programmering, om te voorkom dat masjineringsakkuraatheid beïnvloed word.
• Gereedskap byvoeg (Stanse/Sterke): Dit stem ooreen met die werking in die "Gereedskapopstelling"-funksie; die vereiste stanse of sterke kan deur middel van die "Voeg by"-funksie bygevoeg word.
Stap 3: Parameterkonfigurasie
Elke parameter in DELEM DA-53T Handmatige Modus kan onafhanklik geprogrammeer word. Die stelsel bereken outomaties die impak van elke parameter op ander parameters, en die verwantskappe tussen parameters word intuïtief deur simbole en agtergrondkleure aangedui vir maklike identifisering deur die gebruiker.
• Nadat 'n parameter gewysig is, sal 'n inligting simbool op die koppelvlak verskyn om aan te dui dat die parameter opgedateer is.

• Indien 'n parameterwaarde verskil van die beheerwaarde wat deur die stelsel bereken is, sal 'n ster-simbool vertoon word—hierdie funksie is veral nuttig wanneer parameters doelbewus na verskillende waardes gestel moet word of beperk is.

• Indien 'n parameterwaarde verkeerd ingestel is (byvoorbeeld, 'n vouboog is geprogrammeer maar geen vougeriewe is geïnstalleer nie), sal 'n fout simbool vertoon word om die gebruiker daaraan te herinner om regstellings te maak.
Weergaweopsies
Die opdragknoppies aan die regterkant van die skerm bied toegang tot aansigte anders as die Hoofaansig, insluitend Makro-aansig, Handmatige Posisionering-aansig, Koreksies-aansig en Diagnostiek-aansig.
Makro Funksie
Wanneer die Makro-funksie geaktiveer is, skakel die DELEM DA-53T Handmatige Modus na 'n nuwe aansig, en die skerm wys vergrote aswaardes. Hierdie uitlegontwerp laat toe dat operateurs die aswaardes duidelik kan lees, selfs wanneer hulle effens weg vanaf die beheerder werk, wat bedieningsgemak verbeter.
Stap 4: Handmatige Beweging van Asse
Bewegingsprosedure
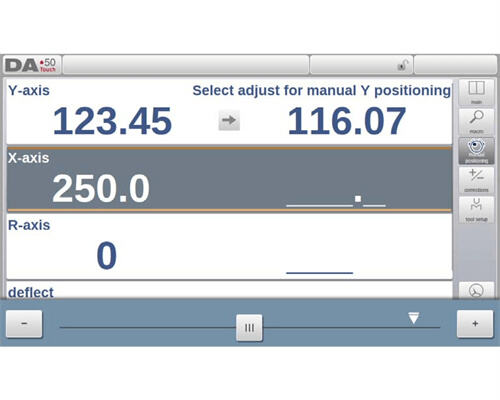
Om 'n as handmatig te beweeg in die DELEM DA-53T Handmatige Modus, gebruik die skywer aan die onderkant van die skerm. Nadat "Handmatige Pos" (Handmatige Posisionering) op die hoofskerm gekies is, verskyn 'n nuwe bedieningskoppelvlak. Pas die skywer aan vanaf sy middelposisie na die gewenste rigting om enige as op die koppelvlak te beweeg; die skywer keer outomaties terug na die middelposisie wanneer dit losgelaat word.
Beweging van Hulpasse
Voordat 'n hulpas beweeg word, moet verseker word dat die beheerder in 'n gestopte toestand is (druk die Stop-knoppie). Kies eers die vereiste agtermaat-as, plaas die wyser op daardie as, en beheer dan die beweging van die as met behulp van die skywer.
Verplaas die Y-as
Die bediening van die handmatige verplasing van die persbalk (Y-as) is soortgelyk aan dat van hulpasse, maar die volgende voorwaardes moet vervul word:
1. Die beheerder moet in 'n geaktiveerde toestand wees (druk die Begin-knoppie).
2. Aktiveer die "verstel"-funksie—indien hierdie funksie nie geaktiveer is nie, sal 'n boodskap verskyn in die boonste regterhoek van die skerm.
3. Die Y-as moet onder die Stil-punt wees.
4. 'n CNC-persbevel moet uitgereik word.
Posisie-opberging (Leer)
Nadat 'n as handmatig verplaas is, klik op die asnaam in die "Programmering"-kolom om die huidige posisie te stoor. Die stelsel sal dan die waarde van die "Werklike"-kolom (linkerkant) na die "Programmering"-kolom (regterkant) kopieer.

Wanneer teruggekeer word na die verstek Handmatige Modus-skerm, sal die parameter van hierdie as die mees onlangse gestoorde waarde behou.
Deur die bogenoemde stappe te volg, word vloeiende en akkurate asbewegings verseker in DELEM DA-53T Handmatige Modus.
Korreksiefunksie
In DELEM DA-53T Handmatige modus, is die regstelling parameters vir die buig operasie geprogrammeer in hierdie modus vertoon.
Aangesien die handmatige modus gewoonlik 'n enkele buigoperasie behels, word slegs een reël van korrigeringsinligting op die koppelvlak vertoon. Die geprogrammeerde korreksie waardes in die handmatige modus kan op dieselfde manier as dié in die outomatiese modus nagegaan word. Daarbenewens is rekords in die korreksie databasis en aanvanklike korreksie waardes ook hier sigbaar. Toegang tot die korreksiedatabasis is noodsaaklik, aangesien die rekords daarin 'n beduidende impak op die finale buigresultate het. Hierdie funksie is veral nuttig vir die aanpassing van korreksie waardes tydens toets buig en die stoor van die optimale resultate in die databasis.
Diagnose funksie
In DELEM DA-53T-manuele modus, kan u deur op "Diagnose" te kliek, die status van elke as sien. Hierdie venster wys die huidige status van alle beskikbare asse en bly aktief selfs nadat die beheerder gestart is. Die gebruik van hierdie funksie maak dit moontlik om die bedryfsstatus van die beheerder in werklike tyd tydens die buigingsiklus te moniteer, wat verdere verbetering in bedryfsakkuraatheid bied.
IO-status
In DELEM DA-53T-manuele modus, verskaf die kliek op die "I/O"-oortjie in die Diagnose-koppelvlak 'n omvattende oorsig van die huidige status van insette (I) en uitsette (O). Hierdie koppelvlak bly aktief nadat die beheerder gestart is, wat aan operateurs toelaat om doeltreffend die stelsel se bedryfsstatus gedurende die buigingsiklus te moniteer en afwykings tydig op te spoor.
Vergrote IO-weergawe
As u op een of meer (tot 5) penne klik, sal die stelsel 'n addisionele "Vergrote IO"-bladsy genereer, wat die gekose IO in 'n vergrote aansig vertoon. Die gekose penne sal in 'n groter formaat gewys word, wat toesighouers se vermoë om vanaf 'n afstand te monitoor, verbeter en bedryfsbuigsaamheid verhoog.
Algemene vrae (VVK)
1. Watter voorsorgmaatreëls moet geneem word wanneer die DELEM DA-53T in Handbedryf gebruik word?
Tydens bedryf moet u aan alle veiligheidsvoorskrifte voldoen: ondersoek die werkarea noukeurig om seker te maak dat daar geen hindernisse is nie; dra beskermende toerusting; en maak u bekend met die funksies van die handbeheerknoppies om ongelukke tydens bedryf te voorkom.
2. Wat is die aanbevole onderhoudsfrekwensie vir die DELEM DA-53T wanneer dit in Handbedryf is?
Rutienunderhoud behoort elke 500 ure van toerustingbedryf uitgevoer te word, insluitend die nagaan van die integriteit van sleutelkomponente, skoonmaak van die toerustingoppervlak, en smeermiddel aan bewegende dele, om so die gladde werking van die toerusting te verseker en die lewensduur daarvan te verleng.
3. Kan DELEM DA-53T Handmatige Modus gebruik word vir alle tipes buigoperasies?
Alhoewel die DELEM DA-53T Handmatige Modus hoogs veelsydig is, is dit hoofsaaklik ontwerp vir bedryfssenario's wat handmatige aanpassing en werklike tyd monitering vereis. Vir meer ingewikkelde of geoutomatiseerde operasies, word dit aanbeveel om die CNC-funksies van die DA-53T te gebruik om doeltreffendheid en akkuraatheid te verbeter.
Gevolgtrekking
Wanneer u die DELEM DA-53T Handmatige Modus konfigureer, is dit noodsaaklik om die stappe in hierdie artikel te volg om normale werking van die toestel te verseker en optimale prestasie te bereik. Die hele proses sluit in die beheerder aanskakel, die handmatige bedryfsmodus kies, en die nodige parameters konfigureer om te voldoen aan die spesifieke vereistes van die persbuk. Hierdie bondige en sistematiese bedryfsmetode help om werkdoeltreffendheid te verbeter en bedryfsfoute te verminder.
Behoorlike toerustingopstelling en gereelde instandhouding is noodsaaklik om die dienslewe van die persbremsel te verleng en sy prestasie te verseker. Deur die riglyne in hierdie artikel te volg en gereelde instandhouding uit te voer, kan u toerustinguitval verminder en produksiedoeltreffendheid verbeter. Indien u verdere gedetailleerde probleme ondervind of tegniese ondersteuning benodig, voel vry om kontak met ons span te maak. Daarbenewens beveel ons aan dat u deur ander dokumente op ons amptelike webwerf blaaie om meer professionele insigte en tegniese hulp te verkry.

