















































Nâng cao hiệu suất bằng cách lập trình với sản phẩm DELEM DA-52S
Khi nói đến việc tối ưu hóa các quy trình gia công kim loại, chương trình lập sản phẩm DELEM DA-52S nổi bật như một thành phần then chốt. Nếu bạn đang tìm cách nâng cao năng suất và đơn giản hóa các hoạt động vận hành bằng công cụ mạnh mẽ này, bạn đã đến đúng nơi. Trong bài viết này, tôi sẽ đi sâu vào cách chương trình lập sản phẩm DELEM DA-52S có thể nâng cao đáng kể hiệu quả trong quy trình làm việc của bạn, đồng thời nêu bật những tính năng và lợi ích cốt lõi khiến nó trở nên không thể thiếu trong sản xuất hiện đại. Dù bạn đang tìm cách cải thiện độ chính xác, giảm thời gian thiết lập hay tăng sản lượng đầu ra, hướng dẫn này sẽ cung cấp cho bạn những thông tin quý báu nhằm khai thác tối đa tiềm năng của DELEM DA-52S để đạt hiệu quả vận hành cao nhất.
Lựa chọn chương trình
Để chỉnh sửa hoặc tạo một chương trình trong hệ thống DELEM DA-52S, hãy thực hiện các bước sau:

Nhấn phím này để kích hoạt chế độ tự động, chuẩn bị sẵn sàng cho việc chọn chương trình.

Nhấn phím này để mở thư viện chương trình. Màn hình thư viện chương trình sẽ xuất hiện.
Màn hình thư viện chương trình xuất hiện:
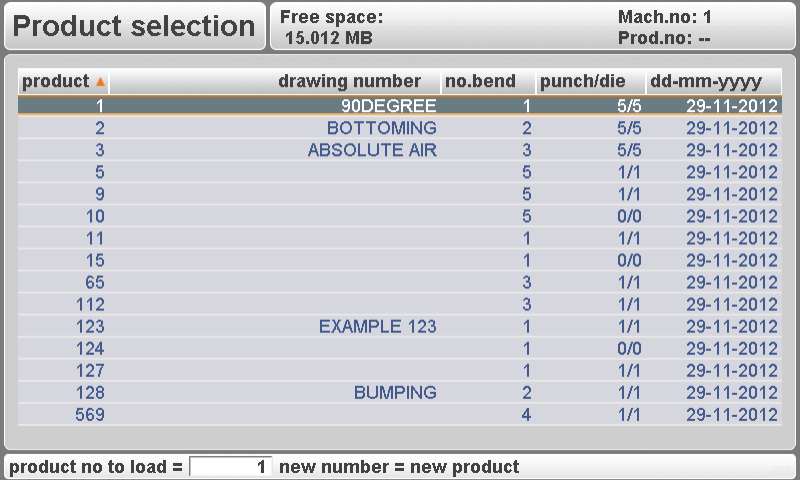
Sử dụng các phím mũi tên để di chuyển qua danh sách các chương trình có sẵn.

Nhấn phím ‘enter’ để chọn chương trình đang được làm nổi bật.
Chương trình cũng có thể được chọn bằng cách nhập trực tiếp số thứ tự của nó.
Để tạo một chương trình mới:
Nhập một số chưa được sử dụng. Sau khi nhập, hệ điều khiển sẽ yêu cầu bạn xác nhận xem có muốn tạo chương trình mới hay không.
Để xóa một chương trình:
Điều hướng đến chương trình cụ thể bằng thanh con trỏ.

Nhấn phím ‘clear’ để đặt lại số chương trình về không.
Nhấn ‘ENTER’, hệ thống điều khiển sẽ hỏi bạn có muốn xóa chương trình đã chọn hay không. Xác nhận lựa chọn của bạn bằng cách chọn ‘có’ (1) hoặc thay đổi quyết định bằng cách chọn ‘không’ (0).
Việc lựa chọn chương trình hiệu quả với chức năng Lập trình Sản phẩm DELEM DA-52S giúp giảm thiểu thời gian ngừng hoạt động và giảm nguy cơ xảy ra sai sót. Điều này đảm bảo rằng người vận hành có thể chuyển đổi liền mạch giữa các tác vụ, duy trì quy trình làm việc năng suất và nâng cao hiệu quả vận hành tổng thể.
Chỉnh sửa Chương trình
Thuộc tính chung
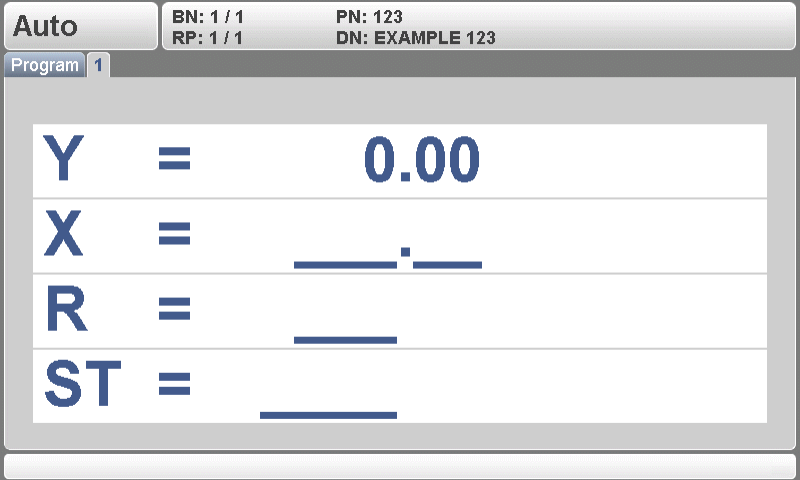
Khi một chương trình đã được chọn hoặc tạo, một màn hình hiển thị các thông số sản phẩm chung.
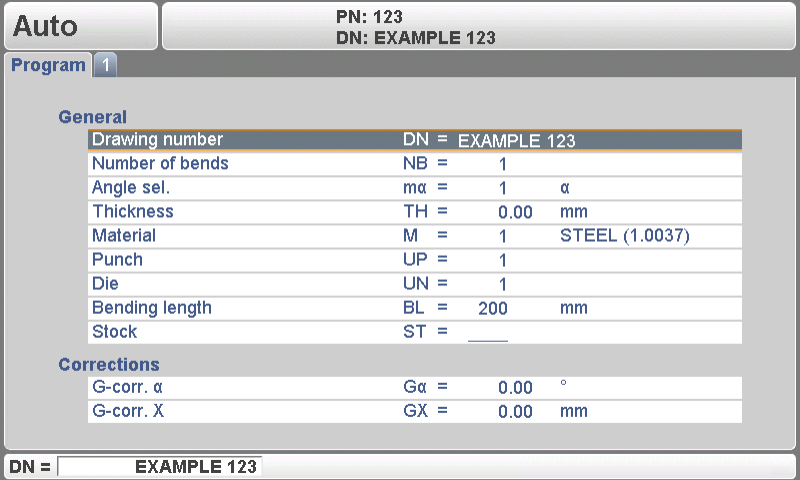
Các thông số này giống nhau đối với mọi lần uốn trong chương trình, cung cấp cái nhìn tổng quan thống nhất về dữ liệu chính.
Sử dụng các phím mũi tên lên/xuống để di chuyển con trỏ đến thông số mong muốn.
Sử dụng các phím mũi tên trái/phải để duyệt giữa các trang khác nhau của chương trình uốn.
Sau khi nhấn phím Enter, giá trị đã lập trình sẽ được đặt vào tham số tương ứng.
Giải thích các tham số
DELEM DA-52S cung cấp tính năng giải thích chi tiết các tham số, hỗ trợ người dùng hiểu rõ cách mỗi thiết lập ảnh hưởng đến đầu ra.
Số bản vẽ:
Tên hoặc mô tả của chương trình. Độ dài tối đa là 20 ký tự.
Số lượng đường uốn:
Số lần uốn trong chương trình hiện tại.
Khi giá trị này tăng lên, các lần uốn bổ sung sẽ được sao chép từ lần uốn cuối cùng.
Khi giá trị này giảm xuống, các lần uốn thừa sẽ bị xóa.
Chọn góc:
Chọn chế độ lập trình cho trục Y.
0 = tuyệt đối: lập trình vị trí trục Y tuyệt đối cho một bước uốn.
1 = a: lập trình góc uốn. Vị trí trục Y yêu cầu sẽ được tính toán tự động.
Tùy thuộc vào tham số này, một trong hai tham số ‘góc’ hoặc ‘vị trí uốn’ sẽ xuất hiện trong bước uốn.
Độ dày: Độ dày của tấm vật liệu.
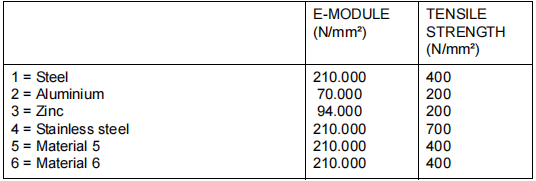
Vật liệu:
Lựa chọn một trong các vật liệu đã được lập trình, dùng để tính độ sâu uốn. Bộ điều khiển bao gồm 4 vật liệu được cài đặt sẵn và 2 vật liệu có thể lập trình được. Tổng cộng, có thể lập trình tối đa 6 vật liệu trên bộ điều khiển. Xem chương về lập trình hằng số để biết cách lập trình vật liệu.
Dập: Số thứ tự của dụng cụ dập trong thư viện.
Khuôn: Số thứ tự của khuôn trong thư viện.
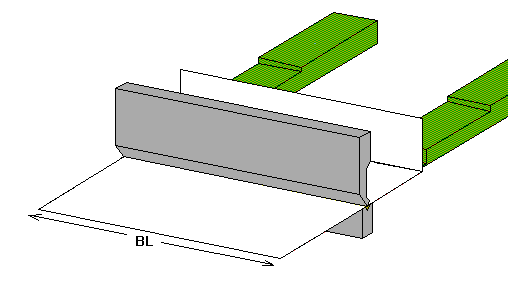
Chiều dài uốn: Chiều dài tấm giữa các dụng cụ.
Khi lập trình một bước uốn, hệ thống giả định rằng các dụng cụ đã được lập trình có chiều dài cần thiết.
Hàng tồn kho: Số lượng sản phẩm cần được tạo ra bằng chương trình này.
Hiệu chỉnh G α:
Hiệu chỉnh góc chung, có hiệu lực cho mỗi lần uốn trong chương trình. Giá trị này cần được lập trình theo cùng cách thức như hiệu chỉnh cho từng lần uốn.
G-Corr X:
Hiệu chỉnh vị trí trục X chung, có hiệu lực cho mỗi lần uốn trong chương trình. Giá trị này cần được lập trình theo cùng cách thức như hiệu chỉnh cho từng lần uốn.
Lập trình uốn
Giới thiệu
Lập trình uốn là trọng tâm của các khả năng điều khiển DELEM DA-52S, mang đến cho người dùng độ chính xác và tính linh hoạt vượt trội. Các thông số của một lần uốn được chia thành hai trang màn hình. Số thứ tự lần uốn, số sản phẩm và số bản vẽ được hiển thị trên hàng đầu tiên của màn hình.

Sử dụng phím ‘đổi chế độ xem’ để chuyển sang trang khác chứa các thông số uốn. Khi nhấn phím này lần nữa, một màn hình hiển thị các giá trị phóng to sẽ xuất hiện.
Các thông số nằm dưới đường kẻ là các giá trị hiệu chỉnh. Chúng không bắt buộc khi lập trình sản phẩm, nhưng được sử dụng để hiệu chỉnh hành vi của máy trong quá trình sản xuất.
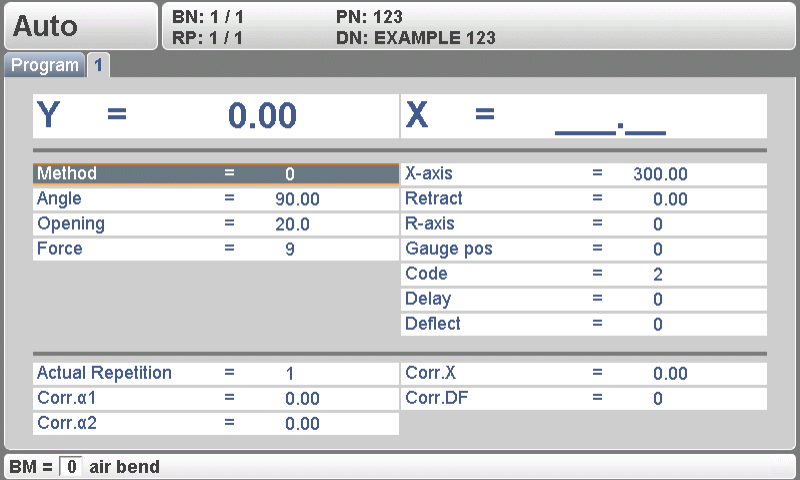
Thông số uốn – Trang đầu tiên
Trang đầu tiên của các thông số uốn cung cấp tổng quan về các điều khiển chính.
1. Phương pháp (BM)
Chọn giữa uốn khí và uốn chạm đáy.
Uốn khí sử dụng các phép tính trục Y để đạt được góc uốn chính xác.
Uốn chạm đáy dựa trên việc nén tấm kim loại, với vị trí uốn phụ thuộc vào lực ép (tấn).
2. Góc uốn (α)
Thiết lập góc uốn mong muốn.
Cần thiết trong chế độ lập trình góc đối với các phương pháp uốn khí.
3. Vị trí uốn (Y)
Vị trí trục Y xác định vị trí uốn.
Cần thiết cho việc lập trình tuyệt đối và khi sử dụng các phương pháp uốn đáy (Bottoming).
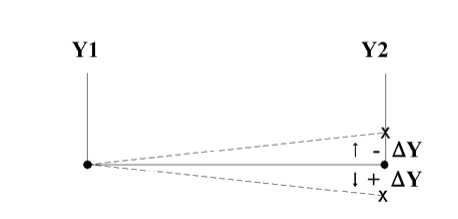
4. Mở (DY)
Điều khiển khe hở giữa chày và cối sau khi uốn.
Giá trị dương làm giảm thời gian thao tác.
5. Lặp lại (CY)
Chỉ định số lần lặp lại của một lần uốn.
Nâng cao tính nhất quán của quy trình với tối đa 99 lần lặp.
6. Trục X (X)
Thiết lập vị trí thước đo lùi (backgauge).
Cho phép chuỗi kích thước theo từng bước gia tăng.
7. Thu lại (DX)
l Chỉ khoảng cách thu lại của bộ định vị phía sau.
l Đảm bảo việc xử lý vật liệu chính xác.
8. Trục phụ (R/Z/Aux)
Các thông số cho các trục bổ sung, cho phép thực hiện các thao tác phức tạp.
9. Mã (CX)
Xác định thời điểm kích hoạt các thông số uốn tiếp theo.
Cung cấp tính linh hoạt trong các tùy chọn thay đổi bước.
Thông số uốn – Trang thứ hai
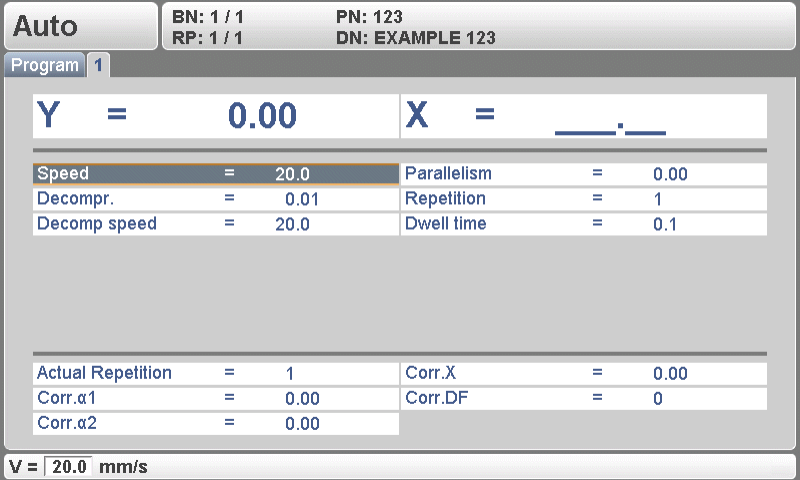
Chương trình sản phẩm DELEM DA-52S cung cấp thêm các điều chỉnh tinh vi ở trang thứ hai của thông số uốn, cho phép thực hiện các điều chỉnh chi tiết thiết yếu:
Lực (P): Tự động tính toán dựa trên vật liệu, độ dày, chiều dài uốn và kích thước khe mở khuôn (V-opening) để đảm bảo lực ép tối ưu.
Tốc độ (V): Hoạt động từ giá trị mặc định nhằm duy trì chất lượng sản phẩm với tốc độ ép có thể điều chỉnh.
Thời gian giữ (T): Điều khiển thời gian giữ đầu dập tại điểm uốn để đạt được kết quả đồng nhất.
Giảm áp (DC): Giải phóng áp lực sau khi uốn nhằm bảo vệ cả vật liệu lẫn máy.
Tốc độ giảm áp (BS): Có thể điều chỉnh để xác định tốc độ hành trình giảm áp, nâng cao khả năng xử lý vật liệu.
Thời gian trễ (TX): Thời gian trễ lập trình được từ 0–30 giây nhằm đảm bảo độ chính xác trong trình tự thao tác, giúp rút ngắn chu kỳ vận hành.
Độ song song (Y2): Điều chỉnh độ song song của xi-lanh nhằm đảm bảo độ chính xác và tính nhất quán trong sản phẩm đầu ra.
Các điều chỉnh chi tiết này trong chương trình sản phẩm DELEM DA-52S giúp đơn giản hóa quy trình vận hành, nâng cao hiệu suất và đảm bảo kết quả đạt chất lượng cao.
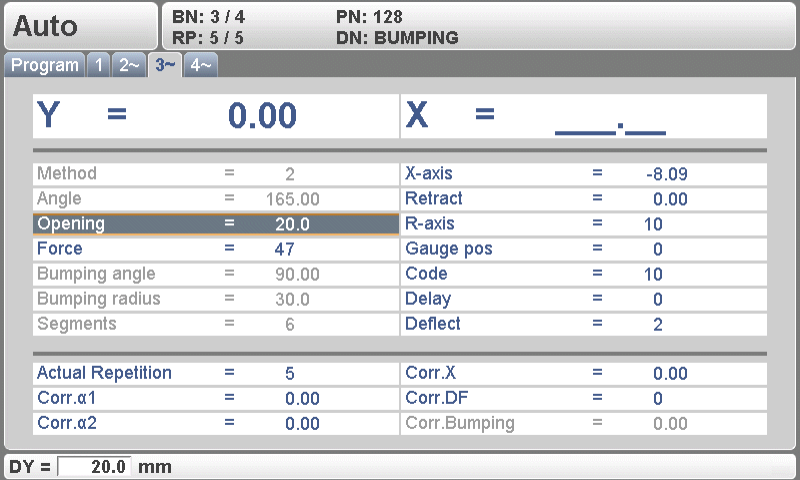
Thông số uốn – Trang thứ ba
Trang này được thiết kế cho các tác vụ chuyên biệt với các giá trị thực tế (actuals) có kích thước ký tự lớn, rất phù hợp cho người vận hành làm việc từ xa. Các giá trị chính dễ quan sát, giúp giám sát và điều khiển hiệu quả các quy trình phức tạp.
Người dùng có thể nhanh chóng chuyển sang chế độ xem cài đặt nâng cao này hoặc quay lại trang đầu tiên bằng cách nhấn nút ‘đổi chế độ xem’, đảm bảo khả năng điều hướng liền mạch.
Chế độ xem tất cả các góc uốn
Hệ thống lập trình sản phẩm DELEM DA-52S tối ưu hóa hiệu suất bằng cách cung cấp cái nhìn tổng quan về toàn bộ các góc uốn đã được lập trình. Bằng cách sử dụng nút ‘đổi chế độ xem’ trên trang thuộc tính chung, người vận hành có thể truy cập tất cả các góc uốn trong một chế độ xem duy nhất, từ đó đảm bảo tính nhất quán và phát hiện sớm các vấn đề tiềm ẩn.
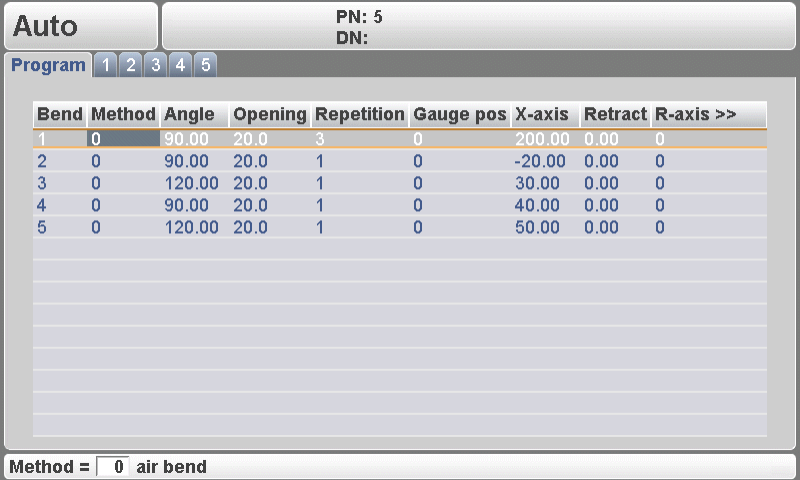
Tính năng này cho phép khởi động điều khiển trực tiếp và nhanh chóng quay lại trang thuộc tính, giúp đơn giản hóa thao tác và nâng cao năng suất.
Lập trình uốn từng bước (Bumping)
Hệ thống Lập trình Sản phẩm DELEM DA-52S giúp nâng cao đáng kể hiệu suất, đặc biệt khi xử lý các thiết kế phức tạp yêu cầu gia công uốn từng đoạn (bumping). Điều này đạt được nhờ các khả năng lập trình uốn từng đoạn chuyên biệt, đảm bảo độ chính xác và tính linh hoạt trong các thao tác trên máy uốn thủy lực.
Đối với các công việc liên quan đến uốn bán kính lớn, DELEM DA-52S cho phép lập trình số học một cách đơn giản. Người vận hành có thể lựa chọn phương pháp uốn phù hợp:
l 0 = Uốn không chạm đáy (Airbend)
l 1 = Uốn chạm đáy (Bottoming)
l 2 = Uốn từng đoạn (Bumping)
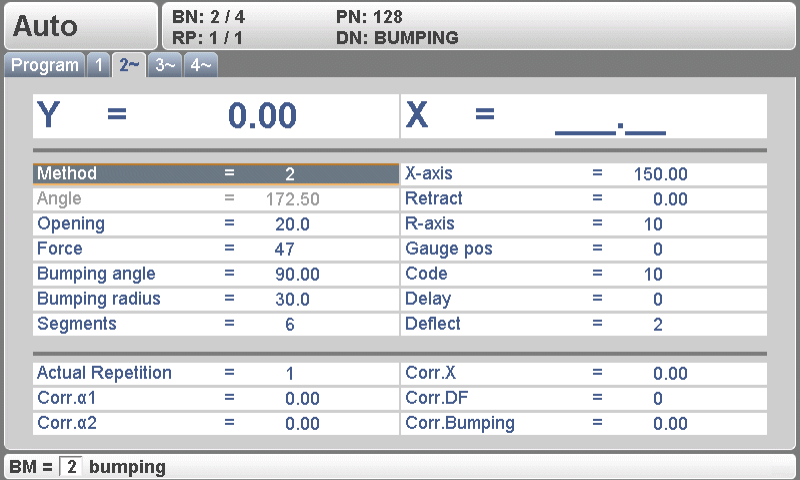
Khi chọn phương pháp uốn ‘Uốn từng đoạn’, người vận hành có thể lập trình các thông số sau:
Bán kính uốn từng đoạn yêu cầu.
Tổng góc uốn từng đoạn.
Số đoạn trong bán kính.
Bộ điều khiển sẽ tính toán:
Số lượng uốn yêu cầu
Góc độ của các lần uốn riêng lẻ
Vị trí thước đo lùi (backgauge) của các lần uốn riêng lẻ
Lần uốn đầu tiên có vị trí thước đo lùi tuyệt đối; các lần uốn còn lại sẽ được xử lý như các lần uốn nối tiếp với vị trí thước đo lùi tương đối.
Kết luận
Tóm lại, làm chủ việc lập trình sản phẩm DELEM DA-52S có thể nâng cao đáng kể hiệu quả hoạt động của bạn. Bằng cách hiểu rõ quy trình lựa chọn chương trình, khả năng chỉnh sửa và các tham số lập trình uốn chi tiết, bạn có thể tối ưu hóa quy trình sản xuất và giảm thời gian thiết lập. Việc sử dụng hiệu quả DA-52S giúp luồng công việc trơn tru hơn và hiệu suất máy đạt mức tối ưu, đảm bảo các quy trình sản xuất của bạn luôn cạnh tranh và hiệu quả.
Đối với những người muốn khai thác tối đa khả năng của DELEM DA-52S, chúng tôi khuyến nghị tìm hiểu sâu hơn các hướng dẫn lập trình cụ thể và tận dụng toàn bộ tài nguyên sẵn có. Nếu bạn còn câu hỏi nào khác hoặc cần hỗ trợ cá nhân hóa thêm, đừng ngần ngại liên hệ đội ngũ chuyên gia của chúng tôi

