















































Mẹo chuyên gia về Quản lý dụng cụ CYBELEC CybTouch 12
Mục lục
• Giới thiệu
• Cấu hình đầu dập
• Tạo và chỉnh sửa đầu dập theo từng bước
• Cấu hình cối dập
• Tạo và chỉnh sửa cối dập theo từng bước
• Quy ước đặt tên công cụ chuẩn hóa
○ Quy tắc đặt tên đầu dập
○ Quy tắc đặt tên cối dập
• Vận hành và an toàn thước chặn sau
• Các câu hỏi thường gặp (FAQ)
○ Làm cách nào để tối ưu hóa hiệu suất quản lý dụng cụ của hệ thống CYBELEC CybTouch 12?
○ Phải làm gì khi hệ thống không nhận diện được dụng cụ?
○ Cài đặt dụng cụ có thể được tùy chỉnh trong hệ thống hay không?
• Kết luận
Quản lý dụng cụ hiệu quả là nền tảng cốt lõi của các hoạt động gia công CNC trơn tru, và làm chủ kỹ năng này trên hệ thống CYBELEC CybTouch 12 là chìa khóa để nâng cao độ chính xác và năng suất trong gia công kim loại. Hướng dẫn này chia sẻ các chiến lược thực tiễn, dễ áp dụng để quản lý dụng cụ trên nền tảng CybTouch 12, phù hợp cả với người dùng mới đang làm quen với hệ thống lẫn các kỹ thuật viên giàu kinh nghiệm muốn tối ưu hóa quy trình làm việc của mình. Bằng cách tuân theo những hướng dẫn này, bạn sẽ khai thác tối đa tiềm năng của các tính năng quản lý dụng cụ trong hệ thống và giảm thiểu sai sót trong các quy trình uốn.
Giới thiệu
Mô-đun quản lý dụng cụ của CYBELEC CybTouch 12 cho phép người dùng tạo và cấu hình các dụng cụ máy—một bước thiết yếu để tính toán và thực hiện chính xác các góc uốn. Sau khi chọn và thiết lập đúng đầu dập và cối dập, người vận hành chỉ cần nhập góc uốn mong muốn và chiều dài mép (L). Hệ thống CybTouch 12 sau đó sẽ tự động tính toán chính xác các vị trí trục X và Y cần thiết cho thao tác uốn, đảm bảo độ chính xác nhất quán trong mọi quá trình gia công.
Cấu hình đầu dập
Hướng dẫn lựa chọn cơ bản
Để chọn một đầu dập đã được cấu hình sẵn, hãy điều hướng qua thư viện đầu dập của hệ thống bằng các nút mũi tên trên giao diện, sau đó quay lại Trang số liệu uốn để áp dụng lựa chọn.
Tạo và chỉnh sửa đầu dập theo từng bước
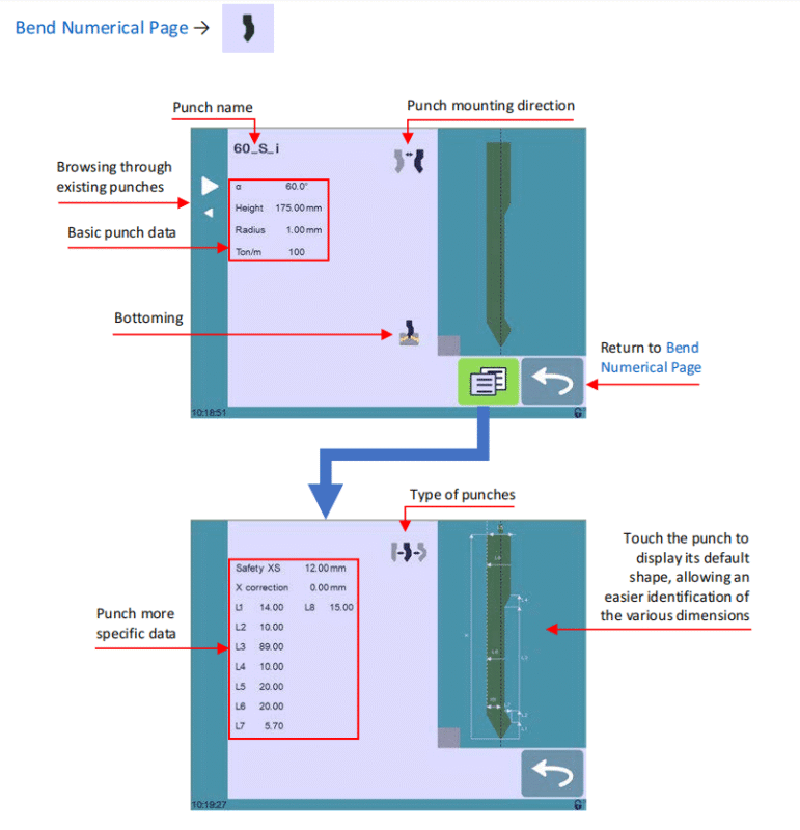
Nếu chưa tạo bất kỳ đầu dập nào trong hệ thống, trường đầu dập sẽ hiển thị "???" làm nhãn mặc định. Đối với các thư viện đầu dập hiện có, hệ thống sẽ tự động chọn đầu dập được sử dụng gần nhất (ví dụ: 60_S_i); lưu ý rằng mọi thay đổi thực hiện sẽ không ghi đè lên đầu dập gốc, vì các thiết lập đã chỉnh sửa sẽ được lưu dưới một tên tùy chỉnh mới. Thực hiện theo 13 bước sau để tạo hoặc chỉnh sửa một đầu dập:
1. Nhấn vào biểu tượng đầu dập để mở giao diện cấu hình chi tiết đầu dập.
2. Nhập các thông số vật lý cơ bản của đầu dập mới: góc đầu dập (α), chiều cao, bán kính và lực dập trên mét (Ton/m).
3. Sử dụng nút Hướng lắp đặt đầu dập để đảo ngược hướng đầu dập nếu thiết lập gia công yêu cầu như vậy.
4. Chọn biểu tượng Bottoming để đánh dấu đầu dập là dụng cụ chống mài mòn dành cho các thao tác bottoming.
5. Nhấn vào nút Menu để truy cập trang More nhằm thiết lập các thông số nâng cao.
6. Sử dụng biểu tượng Loại đầu dập để chọn kiểu cấu trúc của đầu dập: thẳng, bình thường hoặc dạng cổ ngỗng.
7. Tham khảo biểu diễn đồ họa của dụng cụ ở phía bên phải màn hình để nhập các giá trị kích thước chi tiết (L1 đến Lx). Nhấn vào biểu đồ sẽ tải bố trí kích thước mặc định của dụng cụ, giúp đơn giản hóa việc xác định và nhập từng thông số.
Các tiêu chuẩn kích thước từ L1 đến Lx giống hệt với những tiêu chuẩn được sử dụng trong các hệ thống PC 1200, DNC 880S và ModEva. Để sử dụng chung dụng cụ giữa các hệ thống, hãy xuất danh sách tham số từ PC1200 và dùng chúng để lập trình cho CybTouch 12 — chúng tôi khuyến nghị đặt tên giống nhau cho cùng một dụng cụ trên tất cả các hệ thống nhằm đảm bảo tính nhất quán.
8. Nhập các giá trị an toàn và hiệu chuẩn quan trọng:
○ Khoảng cách an toàn XS: Khoảng cách an toàn giữa đầu dập và thước đo lùi theo trục X.
○ Hiệu chỉnh X: Giá trị hiệu chuẩn để điều chỉnh độ lệch vị trí của đầu dập.
9. Quay lại trang cấu hình trước đó (yêu cầu mật khẩu truy cập cấp độ 2 để lưu bất kỳ cấu hình dụng cụ nào trong hệ thống).

10. Nhấn vào tên đầu dập hiện tại (ví dụ: 60_S_i) để bắt đầu quá trình lưu.
11. Chọn "Lưu dập" để ghi đè các thông số công cụ hiện có, hoặc chọn "Lưu dập dưới dạng" để lưu bản dập đã chỉnh sửa/mới với một tên riêng biệt.
12. Sử dụng bàn phím chữ-số của hệ thống để nhập tên mới cho dập, tuân thủ các quy ước đặt tên tiêu chuẩn được nêu trong phần tiếp theo.
13. Nhấn nút
quay lại để trở về trang chương trình chính; dập vừa được lưu sẽ được chọn sẵn và sẵn sàng sử dụng ngay lập tức trong các thao tác gia công.
Cấu hình cối dập
Hướng dẫn lựa chọn cơ bản
Việc chọn cối dập tuân theo quy trình tương tự như chọn dập: duyệt thư viện cối dập được lưu sẵn trong hệ thống thông qua các nút mũi tên, sau đó quay lại Trang số liệu uốn để xác nhận lựa chọn.
Tạo và chỉnh sửa cối dập từng bước
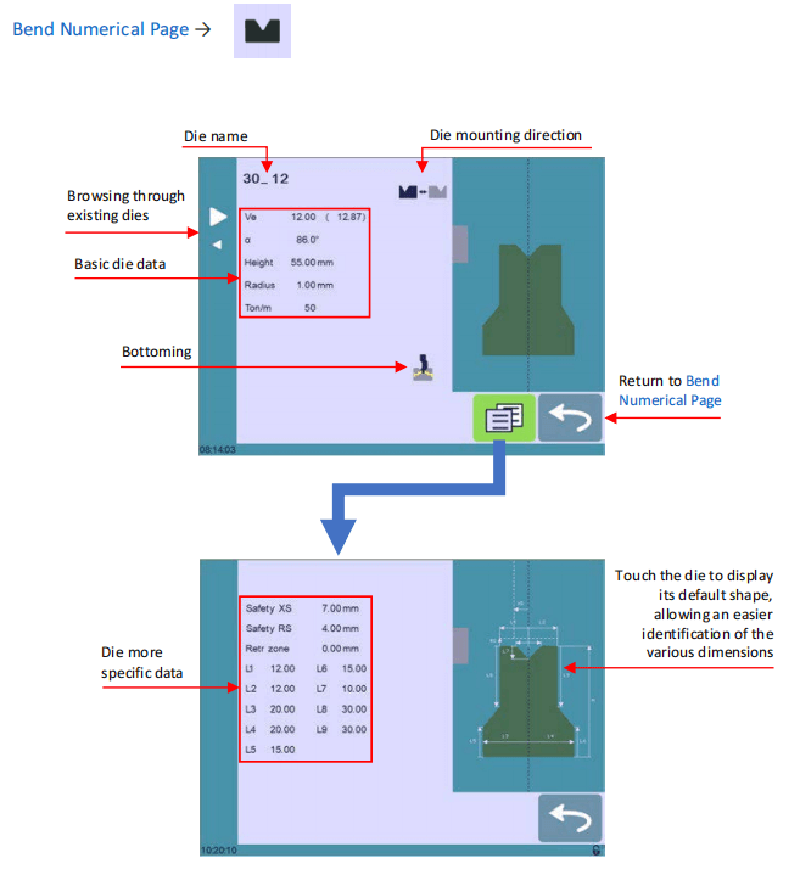
Nếu không có khuôn nào được cấu hình trong hệ thống, trường khuôn sẽ hiển thị "???"; đối với các thư viện khuôn hiện có, hệ thống sẽ tải khuôn đã sử dụng gần nhất (ví dụ: 30_12). Các thay đổi đối với một khuôn hiện có sẽ không ảnh hưởng đến các thông số gốc, vì toàn bộ thay đổi đều được lưu dưới một tên mới. Hoàn thành 12 bước sau để tạo hoặc chỉnh sửa một khuôn:
1. Nhấn vào biểu tượng khuôn để mở giao diện cấu hình chi tiết khuôn.
2. Nhập các thông số vật lý cơ bản của khuôn mới: chiều rộng khuôn (Ve), góc (α), chiều cao, bán kính và lực ép trên mỗi mét (Ton/m).
3. Sử dụng nút Hướng lắp đặt khuôn để lật ngược khuôn nếu cần thiết cho thiết lập gia công.
4. Chọn biểu tượng Bottoming để phân loại khuôn là dụng cụ chống mài mòn dành cho các quy trình bottoming.
5. Nhấn nút MENU để mở trang Thêm nhằm thiết lập các thông số kích thước nâng cao và cài đặt an toàn.
6. Tham khảo biểu diễn đồ họa của cối dập ở bên phải màn hình để nhập các kích thước chi tiết (L1 đến Lx). Nhấn vào biểu đồ sẽ hiển thị bố trí kích thước mặc định của cối dập, giúp bạn nhập các giá trị chính xác hơn.
Giống như các con trượt (punch), các kích thước L1 đến Lx của cối dập tuân theo tiêu chuẩn của các hệ thống PC 1200, DNC 880S và ModEva. Để đảm bảo khả năng tương thích công cụ giữa các hệ thống, hãy xuất các thông số cối dập từ PC1200 và sử dụng chúng cho việc lập trình CybTouch 12, đồng thời sử dụng cùng một tên gọi cho các cối dập giống nhau trên toàn bộ các hệ thống.
7. Nhập các giá trị an toàn và vận hành nâng cao:
○ An toàn XS: Khoảng cách an toàn giữa cối dập và thanh chặn phía sau theo trục X.
○ An toàn RS: Khoảng cách an toàn giữa cối dập và thanh chặn phía sau theo trục R.
○ Vùng rút lui: Vùng rút lui đã được thiết lập trước cho cối dập trong quá trình vận hành.
8. Quay lại trang cấu hình trước đó (yêu cầu mật khẩu cấp độ 2 để lưu cấu hình cối dập).
9. Nhấn vào tên cối dập hiện tại (ví dụ: 30_12) để bắt đầu quy trình lưu.
10. Chọn "Lưu khuôn" để ghi đè các thông số khuôn gốc, hoặc chọn "Lưu khuôn dưới dạng" để lưu khuôn mới/đã chỉnh sửa với một tên tùy chỉnh.
11. Sử dụng bàn phím chữ-số để nhập tên khuôn mới, tuân theo quy tắc đặt tên chuẩn hóa của hệ thống.
12. Nhấn nút
quay lại để trở về trang chương trình chính; khuôn vừa được lưu sẽ được chọn sẵn và sẵn sàng sử dụng ngay lập tức.
Quy ước đặt tên công cụ chuẩn hóa
Việc áp dụng một quy ước đặt tên nhất quán cho các chày và khuôn là yếu tố then chốt nhằm quản lý công cụ hiệu quả trên thiết bị CYBELEC CybTouch 12. Một hệ thống đặt tên rõ ràng và đồng nhất giúp nhận diện nhanh chóng, chính xác từng công cụ trong thư viện; đồng thời, các nhóm có thể xây dựng thêm các quy tắc tùy chỉnh dựa trên nhu cầu sản xuất cụ thể nhằm nâng cao hơn nữa hiệu quả tổ chức và giảm thiểu sai sót khi lựa chọn công cụ.
Quy tắc đặt tên chày
Tên chày cần được cấu trúc thành ba phần tuần tự: góc chày → loại chày → trạng thái đảo ngược.

Các viết tắt loại chày:
• N = Thường
• S = Thẳng
• G = Cổ ngỗng
Viết tắt cho phép lật ngược:
• i = Lật ngược (bỏ qua nếu đầu dập ở vị trí mặc định, không lật ngược)
Ví dụ: 90_N_i, 60_G, 30_S
Quy tắc đặt tên cho khuôn dập
Tên khuôn dập tuân theo định dạng có cấu trúc tương tự như tên đầu dập, gồm ba thành phần cốt lõi: chiều rộng khuôn dập (kích thước Ve) → góc khuôn dập → trạng thái lật ngược. Sử dụng cùng ký hiệu viết tắt cho trạng thái lật ngược (i = lật ngược) đối với khuôn dập, và bỏ qua ký hiệu này nếu khuôn dập được lắp ở vị trí mặc định.
Ví dụ: 12_86_i, 16_86, 20_30
Vận hành và an toàn của thước đo sau
Chức năng chu kỳ thước đo sau là một tính năng thiết yếu nhằm đảm bảo an toàn và hiệu quả trong quản lý dụng cụ trên máy CYBELEC CybTouch 12, được thiết kế đặc biệt để điều chỉnh thước đo sau. Chức năng này di chuyển toàn bộ thước đo sau về vị trí hoàn toàn phía trước, cho phép người vận hành thực hiện các hiệu chuẩn và điều chỉnh cần thiết mà không cần đưa tay hoặc cánh tay vào khoảng không giữa các dụng cụ của máy — từ đó loại bỏ một mối nguy hiểm an toàn trọng yếu trong quá trình gia công.
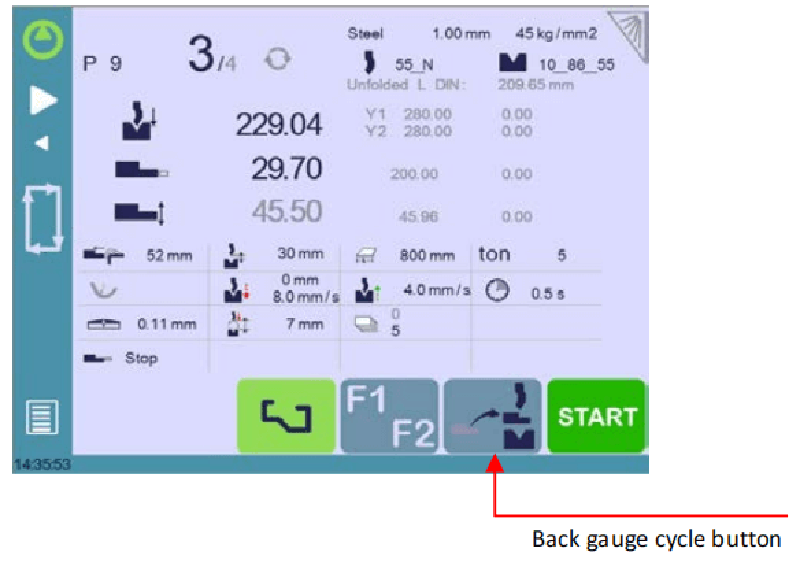
Lưu ý quan trọng: Khả năng hiển thị và khả dụng của chức năng chu kỳ thước đo sau phụ thuộc vào cấu hình hiện tại và trạng thái đánh chỉ mục của máy, và chức năng này có thể không khả dụng trong tất cả các chế độ vận hành.
Thao tác chu kỳ thước đo sau theo từng bước
1. Xác nhận máy đã được đánh chỉ mục đúng cách; nút chu kỳ thước đo sau sẽ bị mờ và không khả dụng nếu việc đánh chỉ mục chưa hoàn tất.
2. Nhấn và giữ nút chu kỳ thước đo sau trong hơn 2 giây để kích hoạt chức năng.
3. Các thước đo sau sẽ di chuyển đến vị trí tiến tối đa của chúng, nằm giữa đầu dập và khuôn. Nếu thanh ngang của máy không ở vị trí Đỉnh Hành Trình Trên (TDC), nó sẽ di chuyển toàn bộ lên trên trước khi các thước đo sau bắt đầu di chuyển.
4. Sau khi hoàn tất mọi điều chỉnh thước đo sau, nhấn lại nút chu kỳ để tắt chức năng, sau đó nhấn nút START để tiếp tục vận hành máy ở chế độ bình thường.
Câu hỏi thường gặp (FAQ)
Làm thế nào để tối ưu hiệu suất quản lý dụng cụ CYBELEC CybTouch 12?
Để đạt hiệu suất tối ưu của mô-đun quản lý dụng cụ trên CybTouch 12, hãy đảm bảo mỗi dụng cụ trong thư viện được nhận diện chính xác và được khai báo đầy đủ các thông số kỹ thuật với dữ liệu vật lý và vận hành cập nhật nhất. Thực hiện kiểm tra định kỳ tính chính xác của dữ liệu dụng cụ và xác minh sự tương thích giữa cài đặt dụng cụ với cấu hình tổng thể của máy — điều này đảm bảo tích hợp liền mạch giữa dụng cụ và các thao tác gia công, đồng thời giảm thiểu thời gian ngừng hoạt động.
Phải làm gì khi hệ thống không nhận diện được dụng cụ?
Nếu hệ thống CYBELEC CybTouch 12 không phát hiện được mũi đột hoặc khuôn dập, trước tiên hãy kiểm tra xem dụng cụ đã được lắp đúng vị trí và căn chỉnh cơ học chính xác trên máy hay chưa. Tiếp theo, đối chiếu các thông số của dụng cụ trong giao diện quản lý dụng cụ của hệ thống và nhập lại hoặc điều chỉnh bất kỳ dữ liệu nào không chính xác. Cuối cùng, xác nhận phần mềm hệ thống đã được cập nhật lên phiên bản mới nhất nhằm khắc phục mọi vấn đề tiềm ẩn về khả năng tương thích giữa phần mềm và dụng cụ.
Có thể tùy chỉnh cài đặt dụng cụ trong hệ thống không?
Có, tính năng tùy chỉnh đầy đủ các thiết lập công cụ có sẵn trên máy CYBELEC CybTouch 12. Truy cập giao diện quản lý công cụ để điều chỉnh tất cả các thông số liên quan, bao gồm kích thước vật lý của chày/cối, loại vật liệu phôi và các giá trị bù, nhằm đáp ứng đúng yêu cầu cụ thể của quy trình gia công của bạn. Luôn đảm bảo lưu toàn bộ các thiết lập đã tùy chỉnh vào hệ thống để đảm bảo kết quả ổn định và nhất quán trong suốt các ca sản xuất.
Kết luận
Để làm chủ đầy đủ khả năng quản lý công cụ của máy CYBELEC CybTouch 12, người vận hành cần nắm rõ các chức năng cốt lõi của hệ thống, xây dựng thư viện công cụ được tổ chức khoa học và thường xuyên bảo trì, cập nhật toàn bộ cấu hình công cụ. Bằng cách áp dụng đúng các hướng dẫn từng bước, quy ước đặt tên và quy trình an toàn được nêu trong tài liệu này, bạn có thể tối ưu hóa quy trình gia công CNC, giảm đáng kể các lỗi vận hành và nâng cao cả độ chính xác lẫn hiệu suất của các quy trình gia công kim loại.
Để được hỗ trợ cá nhân hóa nhằm khai thác tối đa tiềm năng của máy hoặc giải quyết các thách thức cụ thể trong quản lý dụng cụ, vui lòng liên hệ với đội ngũ hỗ trợ kỹ thuật của chúng tôi. Ngoài ra, hãy khám phá thư viện tài liệu kỹ thuật liên quan của chúng tôi để nâng cao chuyên môn và khai thác toàn bộ khả năng của hệ thống quản lý dụng cụ CYBELEC CybTouch 12.

