















































Оптимальне керівництво з експлуатації контролера осі Z DELEM DA53T/DA58T
Оптимальне керівництво з експлуатації контролера осі Z DELEM DA53T/DA58T
Неправильна конфігурація контролера осі Z DELEM DA53T/DA58T може серйозно погіршити експлуатаційну ефективність гідравлічних гнуток. Цей детальний посібник містить інструкції щодо правильного налаштування та методів експлуатації контролера осі Z, метою якого є допомогти операторам досягти плавної й високоточної роботи гідравлічних гнуток шляхом опанування його основних функцій та процесів конфігурації.
Контролер осі Z DELEM DA53T/DA58T — це спеціальний компонент керування, розроблений для системи ЧПК DELEM DA53T/DA58T. Він інтегрований із сенсорним екраном Schneider Easy Harmony та ПЛК Schneider TM200; така інтеграція оновлює систему DA53T/DA58T до підтримки керування 6+1 віссю, що значно підвищує гнучкість та точність роботи системи. Використовувана модель сенсорного екрана — HMIET6401, яка має 7-дюймовий дисплей із роздільною здатністю 800×480 пікселів та TFT-ЖК-екран із підтримкою 16 мільйонів кольорів для чіткої й інтуїтивно зрозумілої роботи.

1. Огляд базових операцій контролера осі Z
Для систем серії DELEM DA5XT (зокрема DA53T/DA58T) керування віссю Z можливе у режимах одноетапного та багатоетапного програмування — як і для осей X та R, режим керування віссю Z можна вільно налаштувати в системі DA5XT.
Основні кроки програмування осі Z такі:
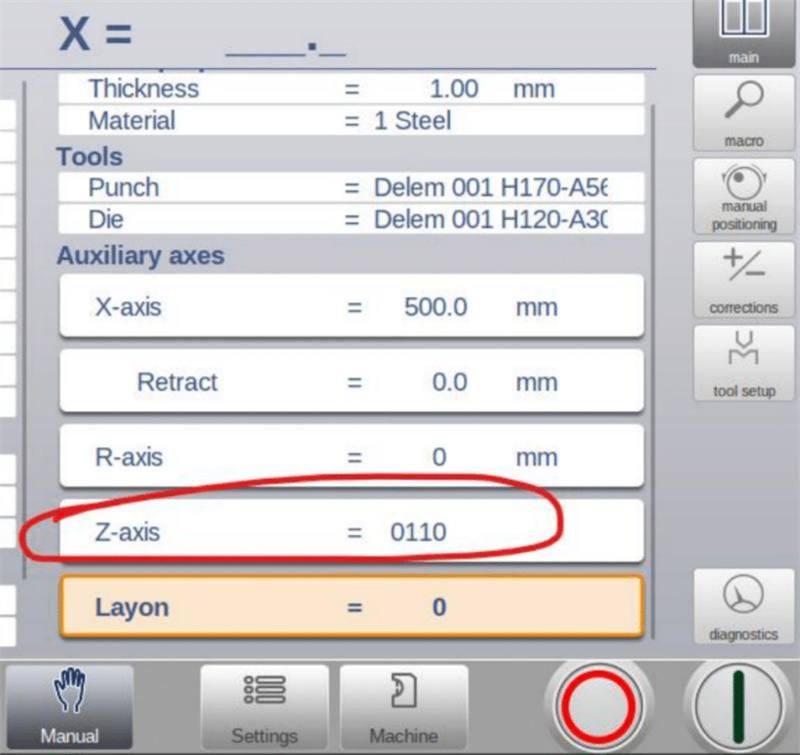
1. На основі фактичної довжини листового металу та положення пробивки введіть точні координати програмування по осі Z на сенсорному екрані JUGAO;
2. Для кожного кроку програмування в системі DA5XT призначте унікальний ідентифікатор осі Z (значення ідентифікатора подано у двійковому форматі, діапазон налаштування — від 0000 до 1111).
Як у режимі одноетапної, так і в режимі багатоетапної роботи осі Z підтримується довільне встановлення значень ідентифікатора осі Z у двійковому діапазоні 0000–1111, а система надає наочні приклади виконання операцій для обох режимів, щоб полегшити розуміння й виконання операцій оператором.
2. Детальна інструкція з роботи на сенсорному екрані JUGAO
Сенсорний екран JUGAO є основним людино-машинним інтерфейсом для ручного та автоматичного керування віссю Z, з чітко відокремленою логікою роботи для різних режимів функціонування, а також спеціалізованими методами обробки нештатних ситуацій і щоденної калібрування.
2.1 Метод ручного керування
Ручне керування віссю Z доступне лише тоді, коли на сенсорному екрані відображається відповідна піктограма ручного керування; якщо піктограма не відображається, ручне керування заблоковано.
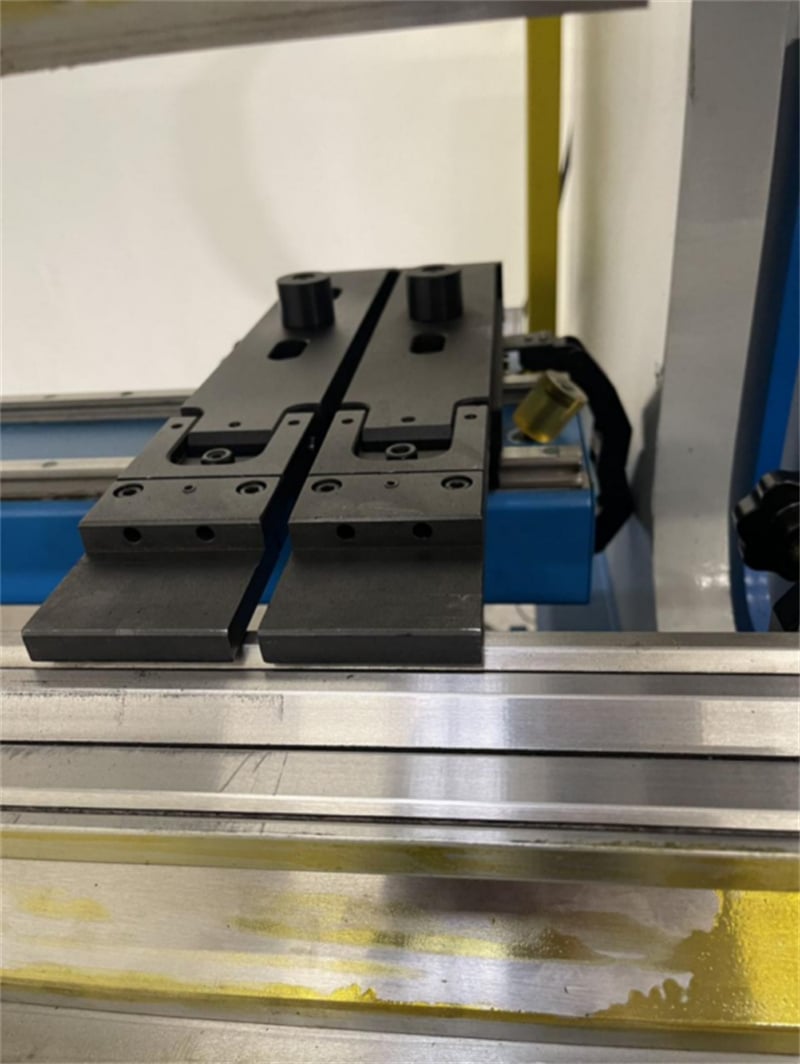
• Натисніть клавішу керування вперед, щоб перемістити Z1 або Z2 у напрямку збільшення значення координати (сторона Y1 відповідає положенню мінімального значення координати Z, а сторона Y2 — положенню максимального значення координати Z);
• Натисніть клавішу керування назад, щоб перемістити Z1 або Z2 у напрямку зменшення значення координати; рух припиняється одразу після відпускання клавіші;
• Перемикання між Z1 та Z2: натисніть клавішу вибору осі; Z2 відобразиться синім кольором, що означає, що Z2 перебуває в стані, придатному для ручного керування; повторне натискання клавіші повертає Z2 до чорного кольору, і право на ручне керування автоматично переходить назад до Z1.
2.2 Метод автоматичного керування
Автоматичне керування віссю Z активується спеціальною клавішею запуску автоматичного режиму на сенсорному екрані JUGAO за умови перевірки стану обладнання:
• Якщо масляний насос гідравлічного преса-гнувника не запущено, на екрані з’явиться повідомлення для оператора про необхідність спочатку запустити масляний насос;
• Якщо масляний насос перебуває в нормальному робочому стані, натискання клавіші автоматичного запуску призведе до переміщення осі Z у попередньо задану позицію, що відповідає ідентифікатору Id0000;
• У будь-який момент можна натиснути спеціальну клавішу зупинки на екрані, щоб негайно зупинити автоматичне переміщення осі Z.
2.3 Обробка аварійних ситуацій у разі зіткнення
У разі зіткнення пальців-обмежувачів Z1 та Z2 під час роботи обробіть аварійну ситуацію в такому порядку:
1. Спочатку перевірте, чи виник сигнал тривоги в модулі приводу осі Z; якщо тривога активована, вимкніть живлення модуля приводу та перезапустіть його для скидання сигналу тривоги;
2. Виконайте калібрувальну операцію «навчання» для обох осей Z1 та Z2;
3. Введіть на сенсорному екрані фактичні поточні точні значення положень осей Z1 та Z2, і після підтвердження система зможе відновити нормальне виконання подальших операцій.
2.4 Ключові вимоги до операції навчання (калібрування) за віссю Z
Правильне навчання (калібрування) за віссю Z є фундаментальною передумовою для нормальної та точної роботи всього контролера осі Z, і цю операцію необхідно виконувати в таких випадках:
1. Перший пробний запуск і введення в експлуатацію нового гідравлічного згинного преса, оснащеного контролером осі Z DA53T/DA58T;
2. Будь-яке випадкове зіткнення пальців зупинки осі Z або інші нештатні механічні впливи на вісь Z.
Важливо зазначити, що контролер осі Z має функцію запам’ятовування параметрів у стані вимкненого живлення: відкалібровані параметри положення осі Z автоматично зберігаються системою. Після вимкнення живлення обладнання та його повторного ввімкнення оператору не потрібно знову виконувати операцію навчання (калібрування), оскільки система може безпосередньо викликати збережені параметри для подальшої роботи.

