















































Методи точної настройки кута гнучення на CNC прес-тормозах
Відхилення кута гнучення можуть призвести до несумісного формування деталей та проблем з якістю. Оvlаднення точними методами налагодження CNC прес-гібщиків є ключем до забезпечення ідеальних результатів при кожному гнученні. Ця стаття детально розповість, як досягти точного контролю кута гнучення шляхом налагодження синхронізаційного валика, щоб допомогти вам підвищити точність обробки та ефективність роботи.
Кроки налагодження кута гнучення
1. Зрозуміти роль синхронізаційного валика
Синхронізаційний вал є ключовим компонентом CNC гібального преса, відповідаючи за те, щоб циліндри з обох сторін рухались синхронно, зберігаючи паралельність під час процесу гібу. Будь-яке відхилення безпосередньо вплине на точність кута гібу.
2. Підготовка безпеки
Вимкніть електропостачання гібального преса та переконайтеся, що обладнання повністю зупинило свою роботу.
Надійте захисні рукавиці та очки для забезпечення безпечного оперування.
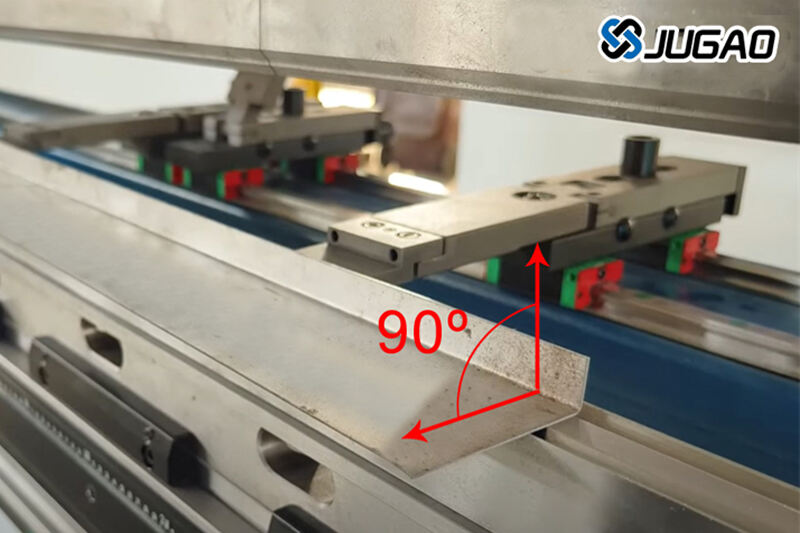
3. Виміряйте початковий кут
Поставте пробну пластину під кожен циліндр з обох сторін.
Виконайте дві гнучки, використовуючи той самий процес, і виміряйте кути гнучки з обох сторін відповідно.
Запишіть різницю між кутами з обох сторін як основу для налагодження.
Схема вимірювання кута гнучки
4. Настройте синхронізаційний прут
Розмістіть синхронізаційний прут: знайдіть положення регулювання синхронізаційного прута відповідно до проекту обладнання.
Перемістіть з'єднувальний чохол: перемістіть шестикутний з'єднувальний чохол у вказане положення Регулювання обертання:

Обертання синхронізаційного прута проти годинникової стрілки збільшує глибину гнучення, зменшуючи кут гнучення.
Зазвичай, кут гнучення змінюється на близько 1 градус при кожному оберті (приклад для слоту V16 і пластини 1.8 мм).

Перемістіть затисковий чохол: після регулювання перемістіть затисковий чохол, щоб забезпечити стабільність синхронізаційного прута.

5. Тестування та верифікація
Використовуйте відходи матеріалу для тестового гнучення, щоб виміряти, чи відповідає фактичний кут вимогам.
Якщо відхилення все ще існує, повторіть кроки налаштування, доки не буде досягнута цільова кут.
6. Остаточна перевірка та підтримка
Переконайтеся, що всі налаштовні частини затягнуті, щоб уникнути розшатування під час експлуатації.
Перевіряйте стан синхронізаційного вала регулярно, щоб забезпечити збереження точного кута протягом довгого часу.
Осторожність
Будьте уважними і дотепними під час налаштування, щоб уникнути чрезмірного обертання, яке призводить до занадто великої відхилення кута.
Різна товщина пластин і тип роз EQUIPMENT впливатимуть на ефект налаштування, і потрібна гнучка операція в залежності від реальних умов.
Рекомендується фіксувати параметри після кожного налаштування для полегшення подальшого сервісу та оптимізації.
За допомогою вищезазначених кроків ви можете ефективно вирішити проблему несумісності кутів гнуття та покращити якість продукції та продуктивність виробництва.
Головні продукти JUGAO CNC MACHINE включають лазерні різальні машини, гіdraulic CNC гнутьові машини, лазерні зварювальні машини, машини для розрізу та машини для гнутьова труб, тощо, які використовуються в обробці листового металу, шасі та шаф, освітлення, мобільні телефони, 3C, кухонна техніка, сантехніка, автодеталі та металеві промисловості. Запрошені до онлайн-консультації, щоб дізнатися більше про інформацію про машини.

