















































Як вибрати оптимальну ось задньої згортки для вашого преса-гідрула
Вибір правильного осевого заднього зазору для вашої прес-гнучки є критичним рішенням, яке напряму впливає на точність, ефективність та універсальність ваших операцій гнучки. Неправильно вибрана вісь може призвести до затримок у виробництві, втрати матеріалу та нестабільних результатів. Цей гайд проводить вас через ключові фактори та допомагає визначити найкращий конфігурацію заднього зазору для ваших конкретних потреб.
1. BG-1 (X Вісь): Простота для базових завдань гнучки
X Вісь є найбазовішою конфігурацією заднього зазору, що забезпечує лінійне горизонтальне рухання пальців заднього зазору. Ця конфігурація ідеальна для простих завдань гнучки, де матеріали потрібно фіксувати у одній площині.

Переваги:
Ефективний за вартістю і простий у експлуатації.
Ідеальний для повторюваних гинень на малих або простих деталях.
Мінімальний час підготовки для стандартизованих серійних виробництв.
Обмеження:
Не має гнучкості для складних або багатокутних гинень.
Можливо, необхідні ручні налаштування для різної товщини матеріалу.
Найкраще підходять для:
Оператори, які обробляють великий обсяг, але непомірно прості завдання, де пріоритетами є швидкість і простота.
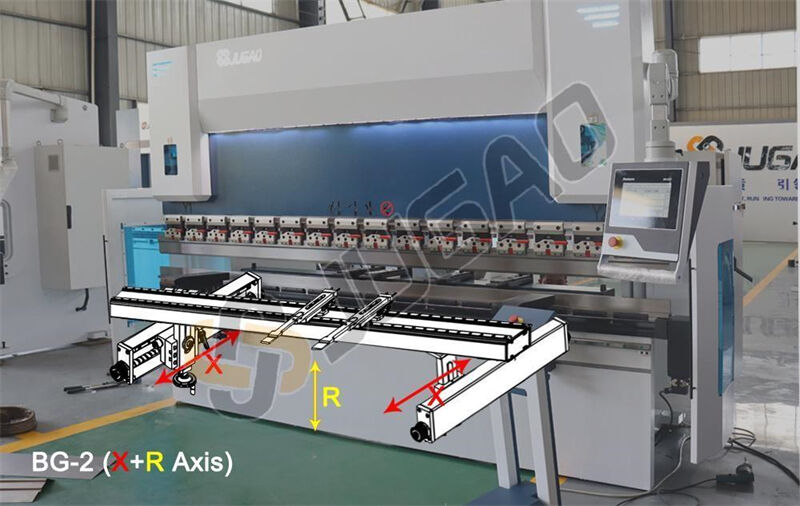
2. BG-2 (X+R Осі): Покращена гнучкість для кутових гинень
Система X+R Осі поєднує горизонтальне руху з обертальними налаштуваннями, дозволяючи точне позиціонування для кутових або нелінійних гинень. R Ось дозволяє пальцям заднього гачка обертатися, що забезпечує більш складні геометрії деталей.
Переваги:
Покращена точність для V-подібних або асиметричних згинів.
Зменшує ручне втручання для кутових налаштувань.
Зберігає ефективність при виконанні модератно складних завдань.
Найкраще підходять для:
Майстерні, що виробляють деталі з різними кутами або вимагають стабільної повторюваності при багатьох гнучках.
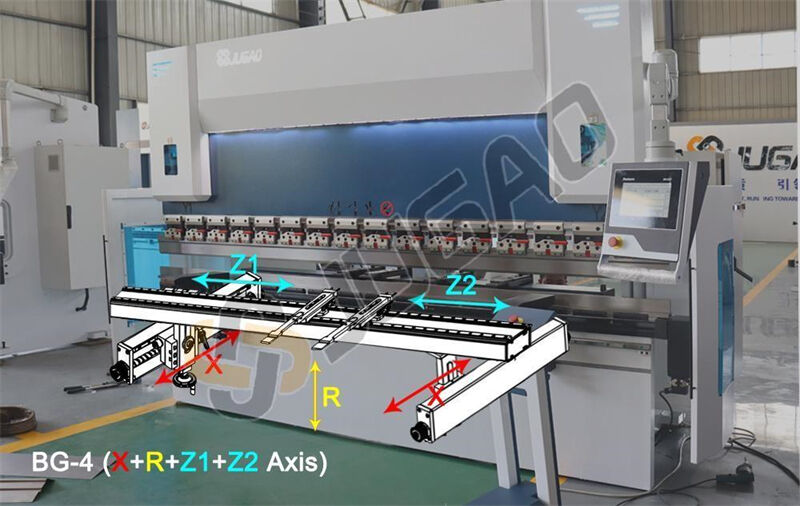
3. BG-4 (X+R+Z1+Z2 Вісь): Точність для багатовимірного гнучення
Конфігурація X+R+Z1+Z2 Вісь вводить вертикальні корекції (Z1 і Z2) разом із горизонтальним та обертальним рухом. Ця система призначена для застосувань з високою точністю, де товщина матеріалу або глибина гнучення змінюється.
Переваги:
Дозволяє регулювати висоту для товстих або багатошарових матеріалів.
Ідеальна для деталей, які вимагають послідовних гнучень на різних глибинах.
Мінімізує зміни установок між операціями.
Найкраще підходять для:
Середовища високорізнодійного виробництва, де важливі відмінна функціональність та точність.
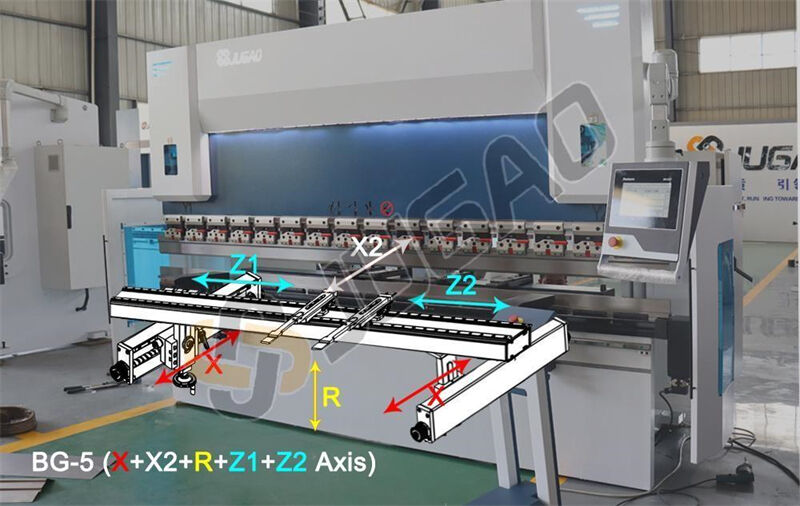
4. BG-5 (X+X2+R+Z1+Z2 Вісь): Напередоглядне керування для складних деталей
Система X+X2+R+Z1+Z2 Вісь додає другий горизонтальний вісь (X2), що дозволяє незалежне переміщення пальців заднього стопора. Це особливо корисно для великих або нерегулярно формованих деталей з неоднаковими вимогами до гнучення.
Переваги:
Підтримує одночасне позиціонування для кількох точок згину.
Збільшує ефективність для надрозмірних або несиметричних компонентів.
Об'єднує обертальні та вертикальні налаштування для максимальної адаптивності.
Найкраще підходять для:
Виробники, які працюють із складними, багатозгінними деталями або миттєвою фабрикацією.
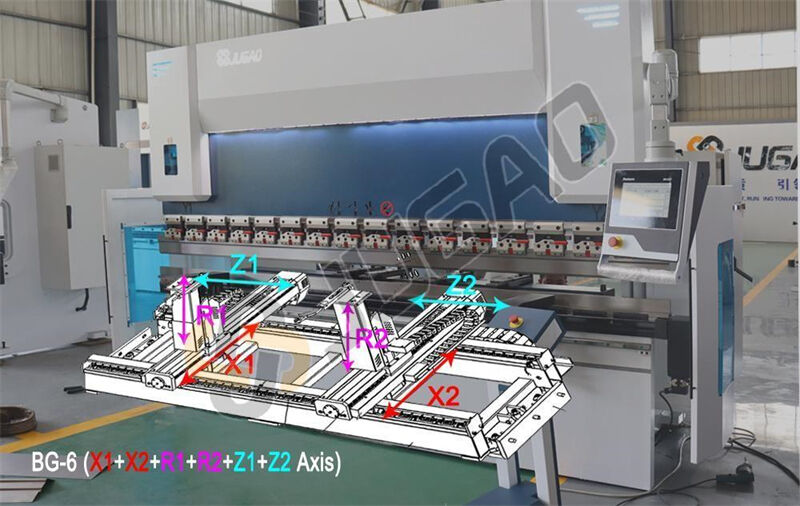
5. BG-6 (X1+X2+R1+R2+Z1+Z2 Вісь): Найвища точність для вимогливих застосувань
Вісь X1+X2+R1+R2+Z1+Z2 представляє вершину технології заднього позиціонування, забезпечуючи незалежне керування двома горизонтальними, двома обертальними та двома вертикальними осями. Ця конфігурація розроблена для найскладніших завдань згина.
Переваги:
Невероятна точність для компонентів авіаційної, автомобільної промисловості чи важкої техніки.
Обробляє складні геометрії з багатьма згинами та кутами.
Зменшує помилки та повторні роботи при високоризиковому виробництві.
Найкраще підходять для:
Промисловості, які потребують точності без відхилень та можливості обробки дуже складних деталей.
Головні критерії вибору
Обираючи ось заднього стопору, врахуйте наступні фактори:
Тип матеріалу: Більш товсті або тверді матеріали можуть вимагати коректировки з кількох осей.
Складність гинання: Прості гини потребують меншої кількості осей, тоді як складні дизайни вимагають більш продуманих конфігурацій.
Об'єм виробництва: Високий об'єм виробництва вигідно поєднується з автоматизованими налаштуваннями.
Розмір деталі: Більші або нерегулярно формовані деталі часто потребують двоосевого або обертального контролю.

Висновок
Вибір правильної осі заднього стопору є балансом між операційними потребами та можливостями вашого прес-гідрука. Зрозумівши сильні сторони кожного конфігураційного рішення, ви можете оптимізувати потік робіт, зменшити викиди та досягти послідовних, високоякісних результатів.
Для персональних рекомендацій зверніться до фахівця з гідравлічної прес-гнучки або виробника JUGAO CNC MACHINE, щоб забезпечити відповідність вашого обладнання цілям виробництва. Головні продукти JUGAO CNC MACHINE включають лазерні різальні машини, гідравлічні CNC гнучкові машини, лазерні сварочні машини, машини для розрізання та машини для гнучки труб, тощо, які використовуються у процесі обробки листового метала, шасі кабінетів, освітлення, мобільних телефонів, 3C, кухонної техніки, ванних кімнат, автокомплектуючих деталей та металевих виробів. Заходьте на онлайн-консультацію, щоб дізнатися більше про інформацію про машину.
Удосконалюйте свій процес гнучки сьогодні — точність починається з правильного заднього стопора!

