















































DELEM DA-53T Manuel Mod Kurulum Adımları
İçindekiler
• Adım 1: Manuel Moda Erişim
• Adım 2: Parametreleri Anlama
◦ Bükme Parametreleri
◦ Kuvvet Parametreleri
◦ Hız Parametreleri
◦ Fonksiyon Ayarları
◦ Ürün Özellikleri
◦ Araç Bilgisi
◦ Yardımcı Eksenler
◦ Takım Kurulumu
• Adım 3: Parametrelerin Yapılandırılması
◦ Makro Fonksiyonu
• Adım 4: Eksenlerin Manuel Hareketi
• Düzeltme Fonksiyonu
• Tanı Fonksiyonu
• G/Ç Durumu
• Sıkça Sorulan Sorular (SSS)
• Sonuç
DELEM DA-53T kontrolcüsünün manuel modunu yapılandırırken, pres bükme makinesinin optimal performansını elde etmek için her işlem adımının net bir şekilde belirlenmesi büyük önem taşır. Bu makale, DELEM DA-53T Manuel Mod'unun kurulum sürecini adım adım anlatacak ve ekipman parametrelerini verimli bir şekilde ayarlamanıza yardımcı olarak pres bükme makinesinin performans potansiyelini tam olarak ortaya çıkmanıza olanak tanıyacaktır.
Manuel Mod aracılığıyla bükme sürecinin tamamına tam anlamıyla kontrol edebilir, hassas ayarlamalar yapabilir ve işlenen ürün kalitesini en üst düzeye çıkarabilirsiniz. İlk kez bir DELEM kontrolcü kullanıyor olmanız veya mevcut işletim ayarlarınızı iyileştirmeyi hedefliyor olmanız fark etmeksizin, bu makale size hızlı bir şekilde başlamanız ve pres bükme makinesinin fonksiyonel değerinden tam olarak yararlanmanız için detaylı adımlar sunmaktadır.
Adım 1: Manuel Moda Erişme
İlk olarak, DELEM DA-53T kontrolcüsünü başlatın. Cihaz tamamen açıldıktan sonra arayüz tuşlarını kullanarak ana menüye gidin.
Menü listesinden "Manuel Mod" seçeneğini bulun ve seçin; kontrolcü arayüzü Otomatik Koddan Manuel Mod kurulum arayüzüne geçecektir.
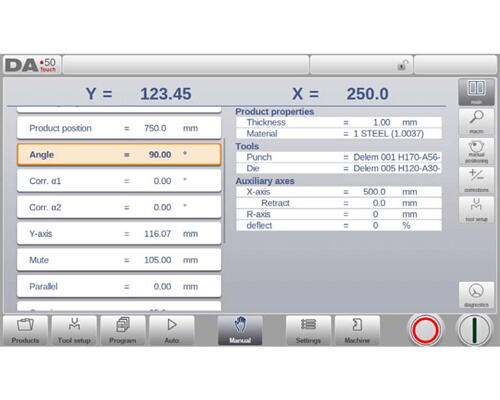
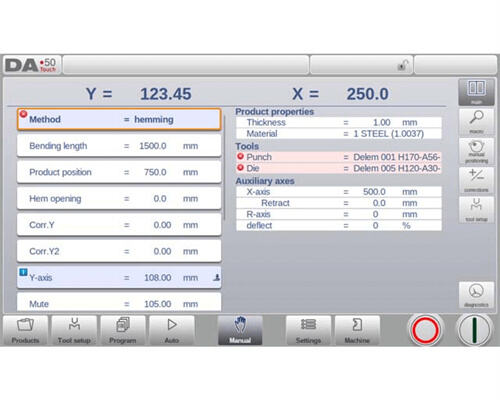
Manuel Mod ekranının üst kısmında, Y ekseni ve ana X ekseninin mevcut konumlarını doğrudan görebilirsiniz; diğer tüm eksenler ve fonksiyonlar ekranın altındaki iki sütunda tek tek listelenecektir. Eğer Y ekseni ve X ekseninin değerleri vurgulanmışsa, bu iki eksenin referans işaretlerini başarıyla tanıdığını ve mevcut konumlarının programlanmış değerlere uygun olduğunu gösterir.
Adım 2: Parametreleri Anlama
Manuel Moda girdikten sonra, pres bükme makinesinin stroku, hızı ve pozisyonlandırma ayarları dahil olmak üzere mevcut işleme işlemi için gerekli parametreleri girmeniz gerekir — bu parametreler, manuel işlemlerin doğruluğunu sağlamak açısından kritik öneme sahiptir. Manuel Mod, genellikle ekipman testi, kalibrasyon ve tek büküm işlemleri için kullanılır.
Beklenen ayarlara uygun sayısal değerleri veri giriş tuşlarını kullanarak girebilirsiniz. Manuel Mod'da kullanılabilen parametrelerin ayrıntıları aşağıdaki gibidir:
Büküm Parametreleri
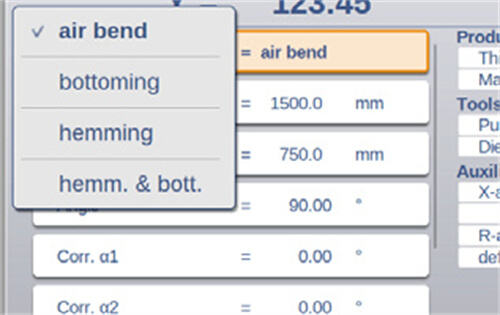
• Yöntem: Gerekli büküm yöntemini seçin. DELEM DA-53T Manuel Modu, Hava Bükme, Alt Baskı (Bottoming), Kenar Bükme (Hemming) ve Kenar Bükme & Alt Baskı gibi birden fazla yöntemi destekler. Her bir yöntemin ayrıntılı açıklamaları Program Modu belgelerinde bulunabilir.
• Büküm Uzunluğu: Hassas işlemenin veri temelini oluşturmak için sacın büküm uzunluğunu girin.
• Ürün Konumu: Makinenin sol tarafındaki sıfır noktasını referans olarak kullanarak Z yönünde mutlak konumu ayarlayın ve izleyin.
• Açı: Gerekli bükme açısını tanımlayın. Gerçek bükme açısı ile beklenen açı arasında bir sapma varsa, düzeltme değerlerini α1 (Düz.α1) ve α2 (Düz.α2) ayarlayarak kalibre edin. Örneğin, programlanan açı 90 derece ise ancak gerçek ölçülen açı 92 derece ise, Düz.α'yı -2 olarak ayarlayın.
• Kenar Açıklığı: Kenar bükme işlemi sırasında flanşlar arasındaki açıklığı ayarlayın. Varsayılan parametreler Ayarlar Kipinde görüntülenebilir.
•
• Düz.Y: Alt Tanlama yöntemi seçilmişse, bu parametre Y ekseni pozisyonunu düzeltmek için kullanılabilir.
• Y-ekseni: Belirli bir bükme açısına ulaşmak için gereken programlanmış veya hesaplanmış Y ekseni değeri.
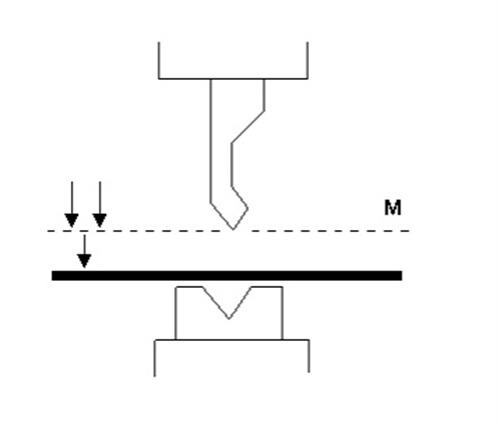
• Sessizleştirme: Y ekseni hızının hızlı kapanma hızından presleme hızına geçtiği nokta, burada bir Y ekseni pozisyon değeri olarak programlanmıştır. Bu programlanmış değer, sacın üzerindeki Y ekseni konumuna karşılık gelir.
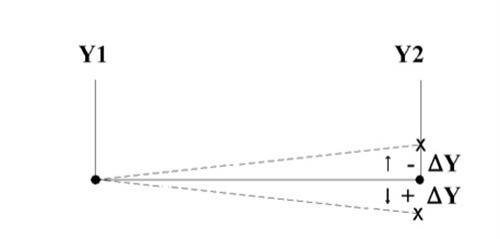
• Paralellik: Sol ve sağ silindirler (Y1 ve Y2) arasındaki pozisyon farkıdır. Değer pozitifse sağ silindirin daha düşük olduğunu; negatifse sağ silindirin daha yüksek olduğunu gösterir. Bu programlanmış değer, sıkma noktasının altındaki bölgede etkin olur.
• Açıklık: Büküm işlemi tamamlandıktan sonra punson ile matris arasındaki boşluğu ayarlamak için kullanılır. Pozitif değer, boşluğun Sessizleştirme noktasının üzerinde olduğunu; negatif değer ise altında olduğunu ifade eder. Ürün işleme süresini kısaltmak istiyorsanız, bu parametreyi küçük pozitif veya negatif bir değer olarak ayarlayabilirsiniz.
Kuvvet Parametreleri
• Kuvvet: İşleme gereksinimlerini karşılamak ve en iyi sonuçları elde etmek için bükme işlemi sırasında uygulanacak baskı kuvvetini programlayın.
• Bekleme Süresi ve Basınç Boşaltma: Bükme noktasında bekleme süresini ve basınç boşaltma mesafesini ayarlayarak basınç salınım sürecini makul şekilde kontrol edin ve işleme kararlılığını sağlayın.
Hız Parametreleri
• Hız: Bükme işlemi sırasında Y-ekseninin hareket hızı.
• Basınç boşaltma hızı: Işının basınç boşaltma mesafesi içindeki programlanabilir hareket hızı.
Fonksiyon Ayarları
• Geri Çekilmeyi Bekle: Y-ekseninin geri çekme hareketinin tamamlanmasını mı beklemesi, yoksa geri çekilmeye başladığı anda harekete geçmesi mi gerektiğini ayarlayarak iş akışı verimliliğini optimize edin.
Ürün Özellikleri
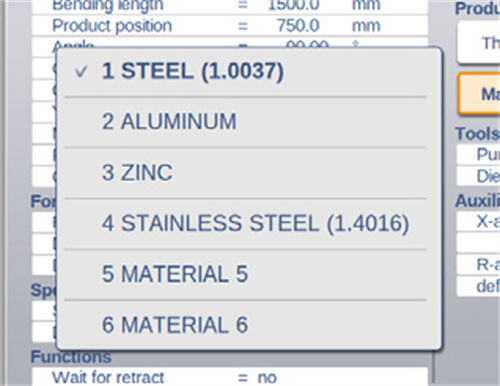
• Kalınlık ve Malzeme: Sac kalınlığını girin ve kontrolcüde bulunan 99 özel malzeme seçeneğinden ilgili malzemeyi seçin; bükme derinliğinin hesaplanması için temel veri desteğini sağlayın.
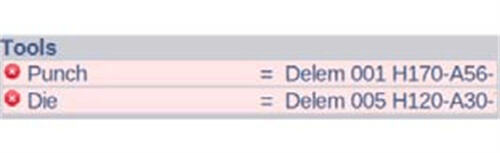
Takım Bilgisi
• Bıcak ve Matris: Geçerli işlem için gerekli bıçak ve matris kimliklerini ilgili alet kütüphanelerinden seçin veya değiştirin ve aletlerin işleme gereksinimleriyle eşleştiğinden emin olun.
Yardımcı Eksenler
• Yardımcı Eksen Parametreleri: Ekipman bir veya daha fazla yardımcı eksenle (örneğin X ekseni, R ekseni veya Z ekseni) donatılmışsa, bu eksenlere ilişkin parametreler burada görüntülenecektir.
• Geri Çekme: Bükme işlemi sırasında yardımcı eksenin geri çekme mesafesi. Burada "Arka Stop Geri Çekme", sabitleme noktasından itibaren başlar.
• Hız: Geçerli bükme işleminde yardımcı eksenin hareket hızı; maksimum hızın yüzdesi olarak programlanabilir.
DELEM DA-53T Manuel Modda yukarıdaki parametreleri doğru şekilde programlayarak bükme işleminin doğruluğunu sağlayabilirsiniz. Tüm parametre ayarlarının doğru olduğunu onayladıktan sonra, bu yapılandırmaları etkinleştirmek üzere Başlat düğmesine basın.
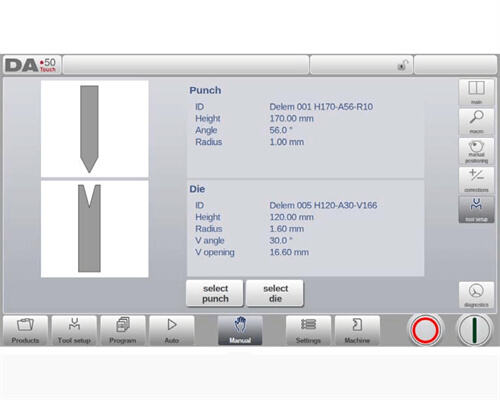
Alet Kurulumu
DELEM DA-53T Manuel Mod'da araç kurulumu programlama, Otomatik Mod'a çok benzer. Her iki mod da bağımsız araç kurulumuna izin verir ve Otomatik Mod'daki araç kurulumu doğrudan Manuel Mod'a uygulanabilir. Manuel Mod'a geçildiğinde, DELEM DA-53T kontrolcüsü "mevcut araç kurulumunu kullan" seçeneği sunar. Ancak, mevcut kurulum önceki programlamadan farklıysa, kullanıcı işleme hassasiyetini etkilememek için dikkatli hareket etmelidir.
• Araç Ekleme (Bıçaklar/Matrisler): "Araç Kurulumu" fonksiyonundaki işlemle tutarlı olarak, gerekli bıçaklar veya matrisler "Ekle" fonksiyonu aracılığıyla eklenebilir.
Adım 3: Parametrelerin Yapılandırılması
DELEM DA-53T Manuel Mod'da her parametre bağımsız olarak programlanabilir. Sistem, her parametrenin diğerlerini nasıl etkilediğini otomatik olarak hesaplar ve parametreler arasındaki ilişkiler, kullanıcının kolayca tanımlaması için semboller ve arka plan renkleri ile sezgisel bir şekilde gösterilir.
• Bir parametre değiştirildikten sonra, arayüzde bu parametrenin güncellendiğini belirten bir bilgi simgesi görüntülenir.

• Bir parametre değeri sistem tarafından hesaplanan kontrol değerinden farklıysa, yıldız simgesi gösterilir — bu işlev, parametrelerin kasıtlı olarak farklı değerlere ayarlanması gerektiğinde veya sınırlı olduğunda özellikle kullanışlıdır.

• Bir parametre değeri yanlış ayarlanmışsa (örneğin, kenar kıvırma bükümü programlanmış ancak kenar kıvırma aracı takılı değilse), kullanıcıyı düzeltme yapmaya yönlendirmek için bir hata simgesi görüntülenir.
Seçenekleri Görüntüle
Ekranın sağ tarafındaki komut butonları, Ana Görünüm dışındaki Makro Görünüm, Manuel Konumlandırma Görünümü, Düzeltmeler Görünümü ve Teşhis Görünümü gibi görünümlere erişim sağlar.
Makro Fonksiyonu
Makro işlevi etkinleştirildiğinde, DELEM DA-53T Manuel Mod yeni bir görünüme geçer ve ekran eksen değerlerini büyütülmüş şekilde gösterir. Bu yerleşim tasarımı, operatörlerin kontrol ünitesinden uzakta çalışırken bile eksen değerlerini net bir şekilde okumasını sağlayarak kullanım kolaylığını artırır.
Adım 4: Ekseni Manuel Hareket Ettirmek
Hareket Prosedürü
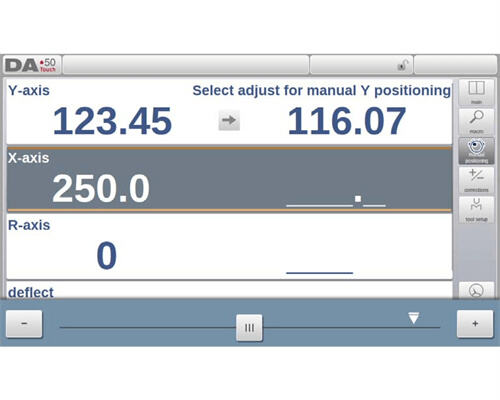
DELEM DA-53T Manuel Modda bir ekseni manuel olarak hareket ettirmek için ekranın alt kısmındaki kaydırıcıyı kullanın. Ana ekranda "Manual Pos" (Manuel Pozisyonlama) seçeneğini seçtikten sonra yeni bir işlem arayüzü açılacaktır. Arayüzde görüntülenen herhangi bir ekseni hareket ettirmek için kaydırıcıyı orta konumdan istenen yöne doğru ayarlayın; kaydırıcı bırakıldığında otomatik olarak orta konuma döner.
Yardımcı Eksenleri Hareket Ettirmek
Yardımcı bir ekseni hareket ettirmeden önce kontrolcünün durmuş durumda olduğundan emin olun (Durdur düğmesine basın). İlk olarak gerekli arka ölçüm eksenini seçin, imleci bu eksen üzerine getirin ve ardından kaydırıcıyı kullanarak eksenin hareketini kontrol edin.
Y Eksenini Taşıma
Pres kirişini (Y ekseni) manuel olarak hareket ettirme işlemi, yardımcı eksenlerin hareketiyle benzerdir ancak aşağıdaki koşullar sağlanmalıdır:
1. Kontrolcü aktif durumda olmalıdır (Başlat düğmesine basılmalıdır).
2. 'Ayarla' fonksiyonu etkinleştirilmelidir—bu fonksiyon etkin değilse ekranın sağ üst köşesinde bir uyarı mesajı görüntülenir.
3. Y ekseni Sessiz Noktanın altında olmalıdır.
4. CNC presleme komutu verilmiş olmalıdır.
Pozisyon Saklama (Öğret)
Bir ekseni manuel olarak hareket ettirdikten sonra mevcut pozisyonu saklamak istiyorsanız, 'Programlanmış' sütunundaki eksen adını tıklayın. Sistem daha sonra değeri 'Gerçek' sütunundan (sol taraf) 'Programlanmış' sütununa (sağ taraf) kopyalar.

Varsayılan Manuel Mod ekranına geri dönerken bu eksenin parametresi en son saklanan değeri korur.
Yukarıdaki adımlara uymak, DELEM DA-53T Manuel Mod'da düzgün ve doğru eksen hareketlerini sağlar.
Düzeltme fonksiyonu
DELEM DA-53T Manuel Modda, bu modda programlanmış bükme işlemi için düzeltme parametreleri görüntülenir.
Manuel Mod genellikle tek bir bükme işlemi içerdiğinden arayüzde yalnızca bir satır düzeltme bilgisi gösterilir. Manuel Modda programlanmış düzeltme değerleri, Otomatik Moddakilerle aynı şekilde doğrulanabilir. Ayrıca düzeltme veritabanındaki kayıtlar ve başlangıç düzeltme değerleri de burada görünür. Veritabanına erişim çok önemlidir çünkü içindeki kayıtlar nihai bükme sonuçlarını önemli ölçüde etkiler. Bu fonksiyon, test bükme sırasında düzeltme değerlerini ayarlamak ve optimal sonuçları veritabanında saklamak için özellikle uygundur.
Tanısal Fonksiyon
DELEM DA-53T Manuel Modunda, "Tanı" seçeneğine tıklayarak her eksenin durumunu görüntüleyebilirsiniz. Bu pencere, tüm mevcut eksenlerin geçerli durumunu gösterir ve kontrolör başlatıldıktan sonra bile etkin kalır. Bu fonksiyon, büküm döngüsü sırasında kontrolörün çalışma durumunun gerçek zamanlı olarak izlenmesini sağlar ve böylece operasyonel doğruluk daha da artırılır.
G/Ç Durumu
DELEM DA-53T Manuel Modunda, Tanı arayüzünde "G/Ç" sekmesine tıklamak, girişlerin (I) ve çıkışların (O) mevcut durumuna kapsamlı bir bakış sunar. Bu arayüz, kontrolör başlatıldıktan sonra da etkin kalır ve operatörlerin büküm döngüsü boyunca sistemin çalışma durumunu etkili bir şekilde izlemesine ve anormallikleri zamanında tespit etmesine olanak tanır.
Yakınlaştırılmış G/Ç Görünümü
Bir veya daha fazla (en fazla 5) pini tıklarsanız, sistem seçilen IO'yu büyütmüş şekilde gösteren ek bir "Yakınlaştırılmış IO" sayfası oluşturur. Seçilen pinler daha büyük boyutta gösterilerek operatörlerin uzaktan izlemesi kolaylaştırılır ve operasyonel esneklik artırılır.
Sık Sorulan Sorular (SSS)
1. DELEM DA-53T'nin Manuel Modda çalıştırılması sırasında hangi önlemler alınmalıdır?
Çalıştırma sırasında tüm güvenlik kurallarına uymalısınız: çalışma alanını dikkatlice kontrol ederek herhangi bir engel olmadığından emin olun; koruyucu ekipman giyin; ve işletim sırasında kazaları önlemek için manuel kontrol düğmelerinin işlevleriyle ilgili bilgi sahibi olun.
2. DELEM DA-53T'nin Manuel Modda çalışırken önerilen bakım sıklığı nedir?
Rutin bakım, ekipmanın her 500 saatlik çalışma süresinde yapılmalıdır ve ana bileşenlerin bütünlüğünün kontrolü, ekipman yüzeyinin temizlenmesi ve hareketli parçaların yağlanması işlemlerini içermelidir. Bu, ekipmanın sorunsuz çalışmasını sağlar ve ömrünü uzatır.
dELEM DA-53T Manuel Mod, tüm bükme operasyonları için kullanılabilir mi?
DELEM DA-53T Manuel Mod çok yönlü olmakla birlikte, özellikle manuel ayar gerektiren ve gerçek zamanlı izleme yapılan operasyon senaryoları için tasarlanmıştır. Daha karmaşık veya otomatikleştirilmiş işlemler için verimliliği ve doğruluğu artırmak amacıyla DA-53T'nin CNC fonksiyonlarının kullanılması önerilir.
Sonuç
DELEM DA-53T Manuel Mod yapılandırılırken bu makalede belirtilen adımları takip etmek, ekipmanın normal çalışmasını sağlamak ve optimal performans elde etmek açısından kilit öneme sahiptir. Tüm süreç, kontrolörün başlatılmasını, manuel çalışma modunun seçilmesini ve pres bükme makinesinin özel gereksinimlerini karşılamak üzere gerekli parametrelerin yapılandırılmasını içerir. Bu kısa ve sistematik işlem yöntemi, iş verimliliğini artırır ve operasyon hatalarını azaltır.
Pres bükme makinesinin kullanım ömrünü uzatmak ve performansını sağlamak açısından doğru ekipman kurulumu ve düzenli bakım çok önemlidir. Bu makaledeki yönergeleri takip ederek ve düzenli bakımlar yaparak ekipmanın durma süresini en aza indirebilir ve üretim verimliliğini artırabilirsiniz. Daha ayrıntılı sorunlarla karşılaşırsanız veya teknik destek gerekiyorsa, lütfen ekibimizle iletişime geçmekten çekinmeyin. Ayrıca, daha fazla profesyonel bilgi ve teknik yardım almak için resmi web sitemizde bulunan diğer belgelere göz atmanızı öneririz.

