















































DELEM DA53T/DA58T Z Ekseni Denetleyicisi için Optimal İşletim Kılavuzu
DELEM DA53T/DA58T Z Ekseni Denetleyicisi için Optimal İşletim Kılavuzu
DELEM DA53T/DA58T Z ekseni denetleyicisinin yanlış yapılandırılması, pres frenlerinin işletme verimliliğini ciddi şekilde tehlikeye atabilir. Bu kapsamlı kılavuz, Z ekseni denetleyicisinin doğru kurulumunu ve işletme yöntemlerini ayrıntılı bir şekilde açıklar; operatörlerin temel işlevlerini ve yapılandırma süreçlerini öğrenerek sorunsuz ve yüksek hassasiyetli pres fren işletimi sağlamasını amaçlar.
DELEM DA53T/DA58T Z-ekseni Denetleyicisi, DELEM DA53T/DA58T CNC sistemi için geliştirilmiş özel bir denetim bileşenidir. Schneider Easy Harmony dokunmatik ekran ve Schneider TM200 PLC ile entegre edilmiştir; bu entegrasyon, DA53T/DA58T sistemini 6+1 eksenli kontrolü destekleyecek şekilde yükseltir ve sistemin işlevsel esnekliğini ile hassasiyetini büyük ölçüde artırır. Kullanılan dokunmatik ekran modeli HMIET6401'dir ve 7 inçlik, 800×480 piksel çözünürlüğe sahip ve 16 milyon renkli TFT LCD ekranı ile net ve sezgisel bir kullanım sağlar.

1. Z-ekseni Denetleyicisinin Temel İşletim Genel Bakışı
DELEM DA5XT serisi sistemler için (DA53T/DA58T dahil), Z-ekseni tek adımlı ve çok adımlı programlama modları aracılığıyla kontrol edilebilir—X ve R eksenleri gibi Z-ekseni kontrol modu da DA5XT sisteminde özgürce özelleştirilebilir.
Z-ekseni programlamasının temel işlem adımları aşağıdaki gibidir:
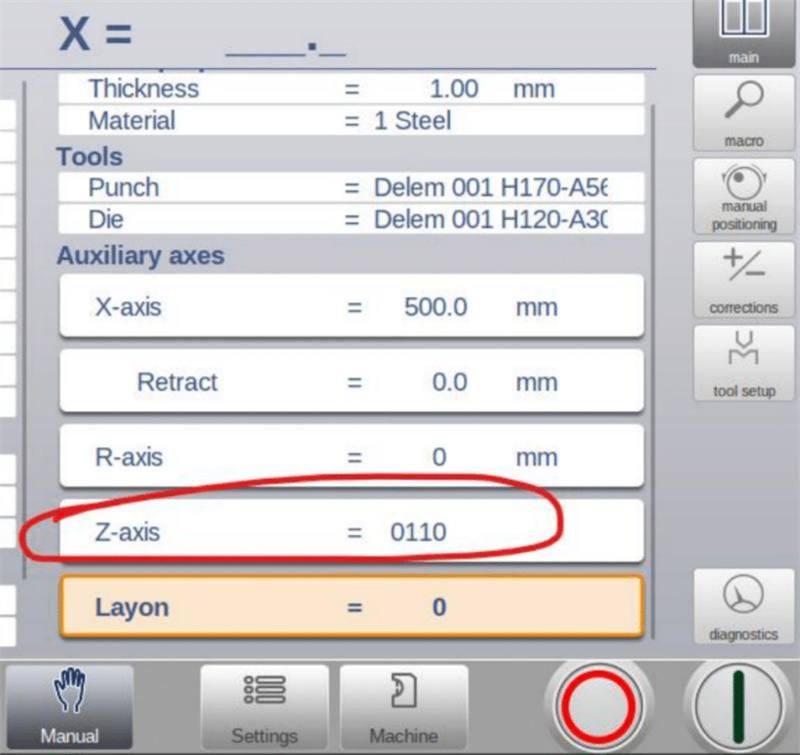
1. Gerçek sac metal uzunluğuna ve delme konumuna göre, JUGAO dokunmatik ekranında doğru Z ekseni programlama koordinatlarını girin;
2. DA5XT sistemindeki her bir programlama adımı için benzersiz bir Z ekseni kimliği atayın (kimlik değeri ikilik (binary) formattadır ve yapılandırılabilir aralığı 0000 ile 1111 arasındadır).
Tek adımlı ve çok adımlı Z ekseni çalışma modlarının her ikisi de, 0000–1111 ikilik aralığında Z ekseni kimlik değerlerinin isteğe bağlı olarak ayarlanmasını destekler; ayrıca sistem, operatörün anlayışını ve kullanımını kolaylaştırmak amacıyla her iki mod için görsel işlem örnekleri sağlar.
2. JUGAO Dokunmatik Ekran Üzerinde Detaylı İşlem
JUGAO dokunmatik ekranı, Z ekseni için manuel ve otomatik işlem için temel insan-makine arayüzüdür; farklı çalışma modları için net ve ayrılmış işlem mantığına sahiptir ve ayrıca anormal durumlar ile günlük kalibrasyon için özel yöntemler içerir.
2.1 Manuel İşlem Yöntemi
Z ekseni için manuel işlem yalnızca belirtilen manuel işlem simgesi dokunmatik ekranda görüntülendiğinde mümkündür; simge gösterilmiyorsa manuel kontrol devre dışıdır.
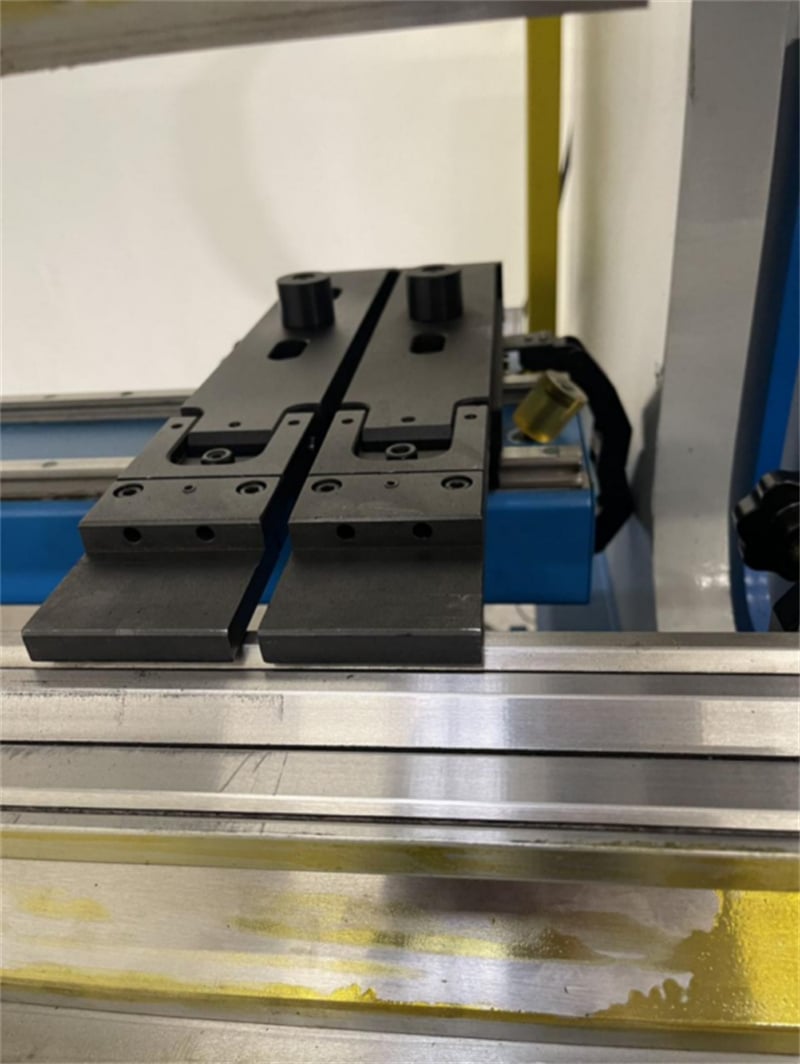
• İleri kontrol tuşuna basarak Z1 veya Z2’yi konum değerinin arttığı yönde hareket ettirin (Y1 tarafı minimum Z ekseni değerine karşılık gelen konumu, Y2 tarafı ise maksimum Z ekseni değerine karşılık gelen konumu temsil eder);
• Geri kontrol tuşuna basarak Z1 veya Z2’yi konum değerinin azaldığı yönde hareket ettirin; tuşa basılma bırakıldığında hareket hemen durur;
• Z1 ve Z2 arasında geçiş: Eksen seçimi tuşuna basın; Z2 mavi renkte görüntülenir, bu da Z2’nin manuel olarak işlenebilir durumda olduğunu gösterir; tuşa tekrar basınca Z2 siyah renge döner ve manuel işlem sağ tuşu Z1’e geri döner.
2.2 Otomatik İşlem Yöntemi
Z ekseninin otomatik işlemi, JUGAO dokunmatik ekranındaki özel otomatik başlatma tuşu ile tetiklenir; bu işlem öncesi cihaz durumu için bir ön koşul kontrolü yapılır:
• Pres balansının yağ pompası başlatılmamışsa, ekran operatöre önce yağ pompasını başlatmasını bildirir;
• Yağ pompası normal çalışma durumundaysa, otomatik başlatma tuşuna basmak Z eksenini Id0000’a karşılık gelen önceden ayarlanmış konuma hareket ettirir;
• Z ekseninin otomatik hareketini her an ekran üzerindeki özel durdurma tuşuna basarak hemen durdurabilirsiniz.
2.3 Çarpışma Kazaları için Anormal Durum İşlemleri
Çalışma sırasında Z1 ve Z2 durdurma parmakları arasında bir çarpışma meydana gelirse, anormal durumu aşağıdaki sırayla ele alın:
1. Önce Z ekseni tahrik modülünde bir alarm sinyali olup olmadığını kontrol edin; alarm tetiklenmişse, tahrik modülünün enerjisini kesip yeniden başlatarak alarmı sıfırlayın;
2. Hem Z1 hem de Z2 eksenleri için "öğretme" kalibrasyon işlemi gerçekleştirin;
3. Z1 ve Z2’nin gerçek mevcut tam konum değerlerini dokunmatik ekrana girin ve onayladıktan sonra sistem normal ilgili işlemlerine devam edebilir.
2.4 Z Ekseni Öğretimi (Kalibrasyonu) İçin Temel Gereksinimler
Doğru Z ekseni öğretimi (kalibrasyonu), tüm Z ekseni denetleyicisinin normal ve doğru çalışmasının temel ön koşuludur; bu işlem aşağıdaki durumlarda mutlaka yapılmalıdır:
1. DA53T/DA58T Z ekseni denetleyicisi ile donatılmış yeni bir pres bükme makinesinin ilk deneme çalıştırılması ve devreye alınması;
2. Z ekseni durdurma parmaklarının veya diğer herhangi bir anormal mekanik darbenin Z ekseni üzerinde rastlantısal olarak oluşması.
Z ekseni denetleyicisinin kapanma anında verileri hatırlama (power-off memory) fonksiyonuna sahip olduğu unutulmamalıdır: Kalibre edilen Z ekseni konum parametreleri sistem tarafından otomatik olarak kaydedilir. Cihaz kapatıldıktan sonra yeniden başlatıldığında operatörün öğretim (kalibrasyon) işlemini tekrar yapmasına gerek yoktur; sistem, kaydedilen parametreleri doğrudan çağırarak çalışabilir.

