















































CNC Basın Brakelerinin Bükme Açılarını Doğru Ayarlamak İçin Yöntemler
Kıvrım açısı sapmaları, iş parçası biçiminde tutarsızlık ve kalite sorunlarına neden olabilir. CNC basınak bükme makinelerinin doğru ayarlama yöntemlerini öğrenmek, her seferinde ideal sonuçlar elde etmenizin anahtarıdır. Bu makalede, senkronizasyon çubuğu ayarlaması yoluyla kıvrım açısının nasıl hassas bir şekilde kontrol edileceği anlatılarak sizlere işleme doğruluğunu ve çalışma verimliliğini artırmaya yardımcı olacaktır.
Kıvrım açısı ayarlama adımları
1. Senkronizasyon çubuğunun rolünü anlama
Senkronizasyon çubuğu, CNC pres bükme makinesinin çekirdek bileşenidir ve her iki yanındaki silindirlerin senkronize hareket etmesini sağlayarak bükme işlemi sırasında paralellik koruması için sorumludur. Herhangi bir sapma, bükme açısının doğruluğuna doğrudan etki edecektir.
2. Güvenlik hazırlığı
Pres bükme makinesinin gücünü kapatın ve ekipmanın tamamen durduğunu kontrol edin.
Güvenli bir şekilde çalışmak için koruyucu eldivenleri ve gözlükleri giyin.
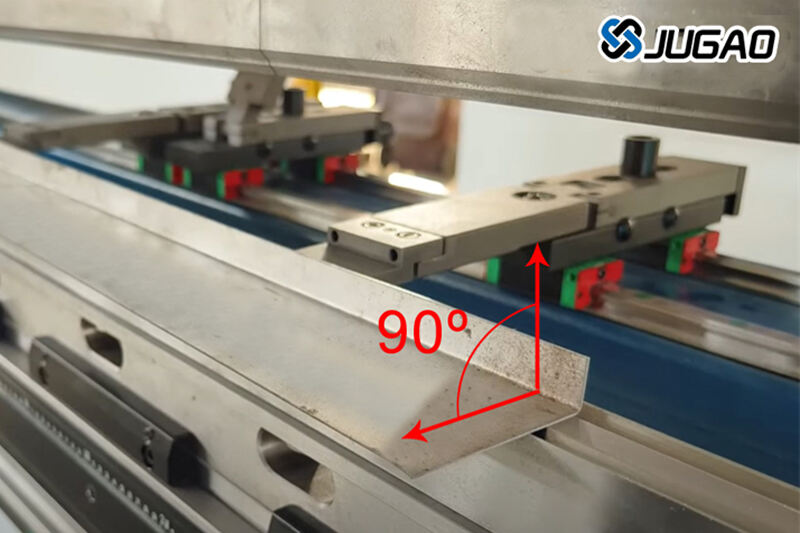
3. Başlangıç açısını ölçün
Her iki tarafta da her silindirin altına bir deneme plakası koyun.
Aynı prosedürü kullanarak iki bükme yapın ve her iki taraftaki bükme açılarını ayrı ayrı ölçün.
Her iki taraftaki açıların farkını ayarlama için bir temel olarak kaydedin.
Bükme açısı ölçümü şeması
4. Senkronizasyon çubuğunu ayarlayın
Eşzamanlama çubuğunu konumlandırın: Ekipman tasarımına göre eşzamanlama çubuğunun ayar konumunu bulun.
Bağlantı kolu hareket ettirin: altıgen bağlantı kolu belirtilen pozisyona taşıyınDönel ayarlama:

Eşzamanlama çubuğunu saat yönünün tersine döndürmek, bükme derinliğini artırır ve böylece bükme açısını azaltır.
Genellikle, her bir dönüşte bükme açısı yaklaşık 1 derece değişir (V16 yuvası ve 1.8mm plakalı örneği alındığında).

Kilitlemek için kolu hareket ettirin: Ayarlandıktan sonra, eşzamanlama çubuğunun sabit olduğundan emin olmak için kilitleme kolu taşıyın.

5. Test ve doğrulama
Gerçek açının gereksinimlere uyup uymadığını ölçmek için deneme bükme işlemi yapmak üzere atık malzeme kullanın.
Hala sapma varsa, hedef açıya ulaşana kadar ayar adımlarını tekrarlayın.
6. Nihai kontrol ve bakım
Tüm ayar parçalarının, işletim sırasında gevşemesini önlemek için sıkılaştırıldıklarından emin olun.
Senkronizasyon çubuğunun durumunu düzenli kontrol edin, böylece uzun süre doğru açı korunur.
Önlemler
Ayar yaparken sabırlı ve dikkatli olun, aşırı dönüşün açı sapmesine neden olmasından kaçının.
Farklı plakaların kalınlığı ve yuva türü ayar etkisini etkileyecek, bu nedenle gerçek koşullara göre esnek bir işlem gereklidir.
Her ayarıdan sonra parametreleri kaydetmeyi öneririz, bu da sonraki bakım ve optimizasyon işlemlerini kolaylaştıracaktır.
Yukarıdaki adımlar aracılığıyla, bükme açılarının tutarsızlığını etkili bir şekilde gidermek ve ürün kalitesini ve üretim verimliliğini artırmak için adımlar atabilirsiniz.
JUGAO CNC MACHINE'nin ana ürünlerinin arasında lazer kesim makineleri, CNC hidrolik bükme makineleri, lazer kaynak makineleri, kesme makineleri ve boru bükme makineleri vb. yer almaktadır ve bu ürünler plaka metal işleme, kasa dolapları, aydınlatma, cep telefonları, 3C, mutfak eşyaları, banyo, otomotiv parçaları işleme ve donanım sanayinde kullanılmaktadır. Makine bilgileri hakkında daha fazla öğrenmek için çevrimiçi olarak danışabilirsiniz.

