















































Lazer kesim makinesi için lazer başı karartma yöntemi
Füze çıkışı deliği ve lazer ışını arasındaki koaksialite, kesim kalitesi için kritik öneme sahiptir. Hafif bir koaksialite sapması, farklı kesim yüzeyi etkilerine neden olabilirken, ciddi bir sapma lazerin doğrudan füzeye çarpmasına ve füzenin aşırı ısınmasına veya hatta yakılması olabilir, bu da genellikle lazer başı karartma sorunu olarak adlandırılır. Bu sorunu çözmek için bir dizi hazırlık yapmamız gerekir, bunların arasında araçların seçimi çok önemlidir.

Karartma süreci
Lazer başı solma problemi çözülürken, belirli bir dizi sıkı solma adımı takip etmemiz gerekiyor. Bu adımlar, ekipmanın güvenliğiyle ilgili olmasa da kesme kalitesi ve verimliliğine doğrudan etki eder. Bu adımlar aracılığıyla, ağızlık çıkış deliği ile lazer ışını arasındaki eşsenlikin ideal duruma ulaşmasını sağlayabiliriz, böylece gerekli olmayan hasarı önleyebilir ve genel iş etkisini iyileştirebiliriz.
1. Nokta parametre ayarlama arayüzüne girdikten sonra, solma gücünü 5 ila 10 wat arasında bir aralığa ayarlayın.
2. Küçük çaplı bir ağızla değiştirin, bu hem tek katmanlı hem de çift katmanlı uygulamalar için kullanılabilir.
3. Şeffaf bir kaset parçası alın ve bunu ağızlığın düzlemine düzgün bir şekilde yapıştırın ve kasetin yönüne dikkat edin. Sonraki gözlemler ve karşılaştırmalar sırasında kasetin yönünün tutarlı kalmasını sağlayın.
4. Uzaktan kumanda üzerindeki "Şut" düğmesine basın ve hızlıca serbest bırakın;
5. Şeridi çıkarın ve şeridin üzerindeki işaretlere dikkatlice bakın, şeridin orijinal yönünü korurken. İşarette, ağızlık boyutuna yaklaşık olarak eşit bir daire göreceksiniz. Daha sonra, ışık lekesinin musluk dairenin tam ortasında olup olmadığını dikkatlice kontrol edin.
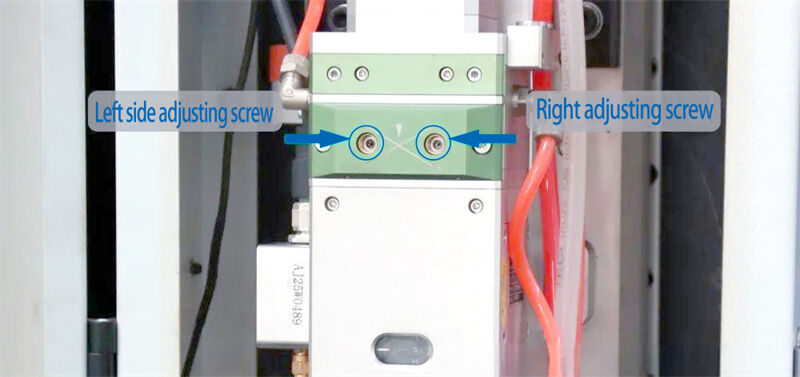
6. Eğer ışık lekesinin musluk dairenin merkeziyle tam olarak hizalanmadığını görürseniz, soldaki ve sağdaki vurucuları döndürerek ayrıntılı ayarlamalar yapmak için bir Allen anahtarı kullanabilirsiniz, böylece ışık lekesi düzgün bir şekilde dairenin ortasına taşınabilir. Lütfen unutmayın ki bu süreç tekrarlanan testler ve ince ayarlar gerektirebilir ki nokta konumunun doğruluğundan emin olunsun.
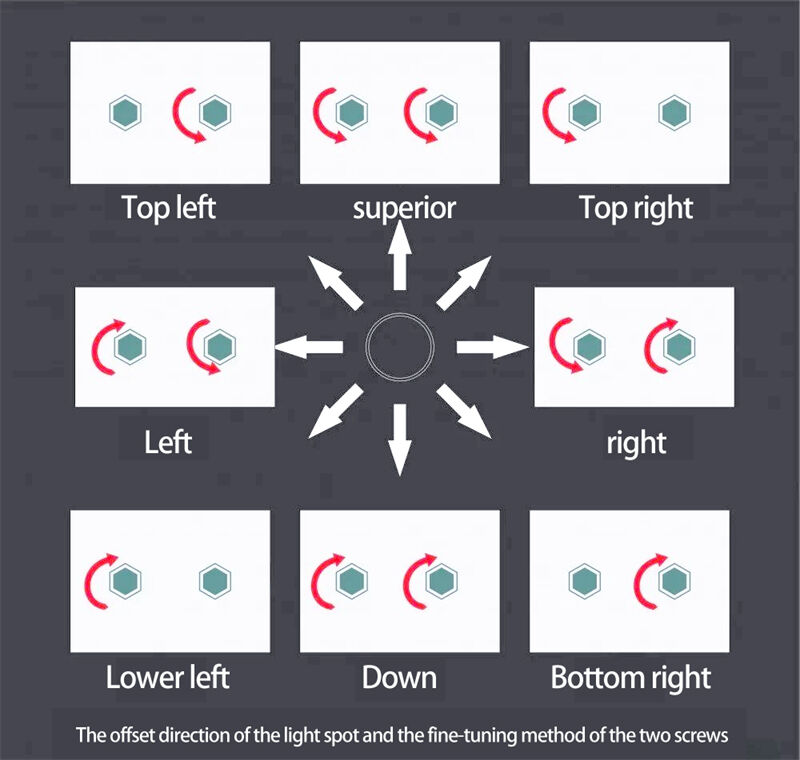
7. Eğer ışık lekesi pozisyonu dairenin merkezinden sapmaya devam ederse, bunu ince ayarlamak için bir Allen anahtarı kullanabilirsiniz. Belirli olarak:
a. Işık lekesi dairenin sol üst köşesindeyse, sağ vurucuyu saat yönünün tersine döndürünüz ki gerilim ayarlanabilsin.
b. Eğer ışık lekesi sağ üst köşede ise, sol vurum saat yönünün tersine çevrilmesi gerekir.
c. Işık lekesi çemberin hemen üzerindeyse, dengayı ayarlamak için her iki vurumu da saat yönünün tersine çevirin.
d. Eğer ışık lekesi soldaysa, sol vurumu saat yönünde (gerin) çevirin ve sağ vurumu saat yönünün tersine çevirin.
e. Eğer ışık lekesi sağımdaysa, sol vurumu saat yönünün tersine ( gevşet ) ve sağ vurumu saat yönünde (gerin) çevirin.
f. Eğer ışık lekesi hemen altındaysa, her iki vurumu da saat yönünde gerinmek için çevirin.
g. Işık lekesi sol alt köşede olduğunda, sola doğru bulunan vurumu sıkılaştırmak için saat yelkese göre döndürün.
h. Işık lekesi sağ alt köşede olduğunda, sağdaki vuruğu saat yelkese göre döndürün.
Lütfen yukarıdaki adımları izleyin ve ışık lekesi dairenin tam ortasıyla doğru bir şekilde hizalanana kadar adım adım ayarlayın. Ayarlama sürecinde doğruluğu sağlamak için tekrarlı testlerin gerekebileceği unutulmamalıdır.
JUGAO CNC MACHINE'nin ana ürünlerinin arasında lazer kesim makineleri, CNC hidrolik bükme makineleri, lazer kaynak makineleri, kesme makineleri ve boru bükme makineleri vb. yer almaktadır ve bu ürünler plaka metal işleme, kasa dolapları, aydınlatma, cep telefonları, 3C, mutfak eşyaları, banyo, otomotiv parçaları işleme ve donanım sanayinde kullanılmaktadır. Makine bilgileri hakkında daha fazla öğrenmek için çevrimiçi olarak danışabilirsiniz.

