















































CYBELEC CybTouch 12 Araç Yönetimi Uzman İpuçları
İçindekiler Tablosu
• Giriş
• Punta Yapılandırması
• Adım Adım Punta Oluşturma ve Değiştirme
• Kalıp Yapılandırması
• Adım Adım Kalıp Oluşturma ve Değiştirme
• Standartlaştırılmış Takım Adlandırma Kuralları
○ Punta Adlandırma Kuralları
○ Kalıp Adlandırma Kuralları
• Arka Ölçü Cihazı İşletimi ve Güvenliği
• Sıkça Sorulan Sorular (SSS)
○ CYBELEC CybTouch 12 Araç Yönetimi Performansını Nasıl Optimize Edebilirsiniz?
○ Sistem Bir Aracı Tanımlayamadığında Ne Yapmalısınız?
○ Araç Ayarları Sistemde Özelleştirilebilir mi?
• Sonuç
Verimli araç yönetimi, CNC torna işlemlerinin akıcı yürütülmesinin temel taşını oluşturur; CYBELEC CybTouch 12 sistemi için bu beceriyi kazanmak, metal işleme hassasiyetini ve verimliliğini artırmak açısından kritik öneme sahiptir. Bu kılavuz, CybTouch 12 platformunda araç yönetimine ilişkin pratik ve uygulanabilir stratejileri paylaşır; hem sisteme yeni başlayan kullanıcılar hem de iş akışlarını ileri seviyede optimize etmek isteyen deneyimli operatörler için özel olarak hazırlanmıştır. Bu yönergeleri takip ederek, sistemin araç yönetim yeteneklerinden tam ölçüde yararlanacak ve bükme süreçlerinizdeki hataları en aza indireceksiniz.
Giriş
CYBELEC CybTouch 12'nin takım yönetimi modülü, kullanıcıların makine takımları oluşturmasını ve yapılandırmasını sağlar; bu da doğru büküm hesaplaması ve uygulaması için temel bir adımdır. Uygun burun ve kalıp seçildikten ve ayarlandıktan sonra operatörler yalnızca istenen büküm açısını ve flanş uzunluğunu (L) girmeleri gerekir. CybTouch 12 sistemi daha sonra büküm için gereken kesin X ve Y eksen konumlarını otomatik olarak hesaplayarak her işlenebilirlik işleminde tutarlı doğruluğu garanti eder.
Burun Yapılandırması
Temel Seçim Talimatları
Önceden yapılandırılmış bir burun seçmek için arayüzdeki ok düğmelerini kullanarak sistemin burun kütüphanesi içinde gezinin, ardından seçimi uygulamak için Büküm Sayısal Sayfasına geri dönün.
Adım Adım Burun Oluşturma ve Düzenleme
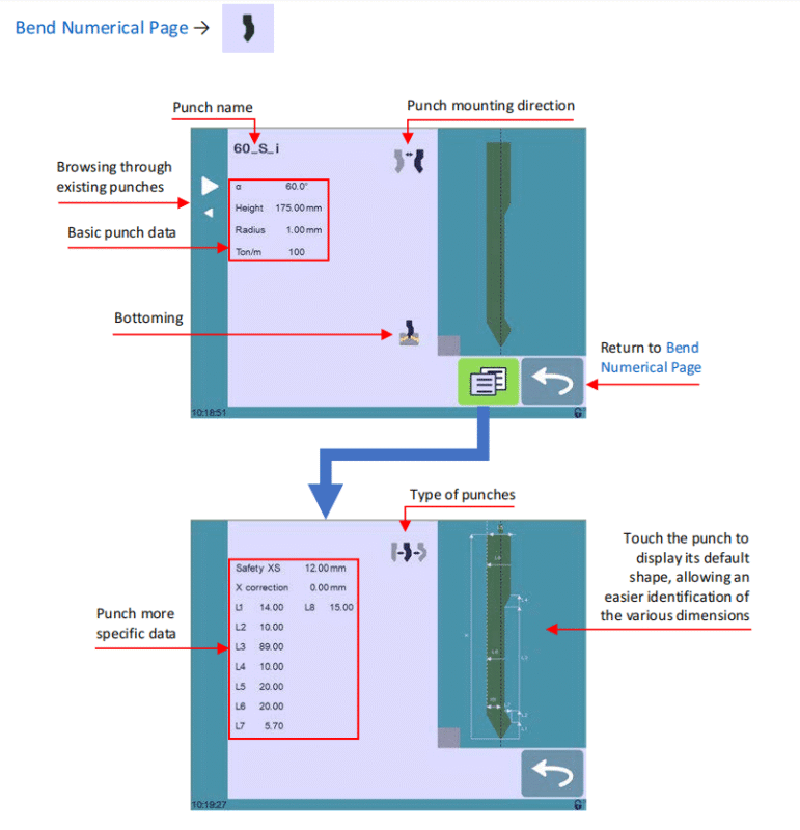
Henüz sistemde bir punş oluşturulmamışsa, punş alanı varsayılan etiket olarak "???" görüntüler. Mevcut punş kütüphaneleri için sistem otomatik olarak son kullanılan punşu (örneğin, 60_S_i) seçer; bununla birlikte yapılan herhangi bir değişiklik orijinal punşu üzerine yazmaz, çünkü düzenlenmiş ayarlar yeni bir özel ad altında kaydedilir. Bir punş oluşturmak veya değiştirmek için aşağıdaki 13 adımı izleyin:
1. Punş ayrıntı yapılandırma arayüzünü açmak için punş simgesine dokunun.
2. Yeni punşun temel fiziksel parametrelerini girin: punş açısı (α), yükseklik, yarıçap ve metre başına tonaj (Ton/m).
3. İşleme düzeni gerektirdiğinde punşu ters çevirmek için Punş montaj yönü düğmesini kullanın.
4. Punşu alttan düzeltme (bottoming) işlemlerinde aşınmaya dayanıklı bir takım olarak işaretlemek için Altta Düzeltme (Bottoming) simgesini seçin.
5. Gelişmiş parametre ayarlarına erişmek için Daha Fazla sayfasını açmak üzere Menü düğmesine dokunun.
6. Punşun yapısal tipini seçmek için Punş Türü simgesini kullanın: düz, normal veya kazma boyunlu (gooseneck).
7. Detaylı boyutsal değerleri (L1'den Lx'e kadar) girmek için ekranın sağ tarafındaki grafiksel araç temsilini kullanın. Grafik üzerine dokunmak, aracın varsayılan boyutsal düzenini yükler ve her parametrenin tanımlanmasını ve girilmesini kolaylaştırır.
L1'den Lx'e kadar olan boyut standartları, PC 1200, DNC 880S ve ModEva sistemlerinde kullanılan standartlarla aynıdır. Sistemler arası araç kullanımı için parametre listelerini PC1200'den dışa aktarın ve bunları CybTouch 12'yi programlamakta kullanın—tutarlılık sağlamak amacıyla aynı araçlar için tüm sistemlerde özdeş isimler atamanızı öneririz.
8. Kritik güvenlik ve kalibrasyon değerlerini girin:
○ Güvenlik XS: Punç ile arka ölçüm cetveli arasındaki X ekseni yönündeki güvenli mesafe.
○ X düzeltmesi: Punç’un herhangi bir hizalama hatasını telafi etmek için kullanılan kalibrasyon değeri.
9. Önceki yapılandırma sayfasına dönün (herhangi bir alet yapılandırmasının sistemde kaydedilmesi için Seviye 2 erişim şifresi gereklidir).

10. Kaydetme işlemini başlatmak için geçerli punç adına dokunun (örneğin, 60_S_i).
11. Mevcut takım parametrelerinin üzerine yazmak için Kaydet delme işlemini seçin veya değiştirilmiş/yeni delme işlemini benzersiz bir adla kaydetmek için Delme İşlemini Farklı Kaydet seçeneğini kullanın.
12. Aşağıdaki bölümde belirtilen standart adlandırma kurallarına uyarak, yeni delme işlemi adını sistemin alfasayısal tuş takımını kullanarak girin.
13. Dokunun
geri düğmesine basarak ana program sayfasına dönün; yeni kaydedilen delme işlemi önceden seçili olarak gelir ve işlenecek parçalar üzerinde hemen kullanılabilir durumdadır.
Kalıp Yapılandırması
Temel Seçim Talimatları
Kalıp seçimi, delme işlemi seçimine benzer şekilde yapılır: ok tuşlarını kullanarak sistemin önceden kayıtlı kalıp kütüphanesinde gezinip ardından seçimi onaylamak için Eğme Sayısal Sayfasına geri dönün.
Adım Adım Kalıp Oluşturma ve Düzenleme
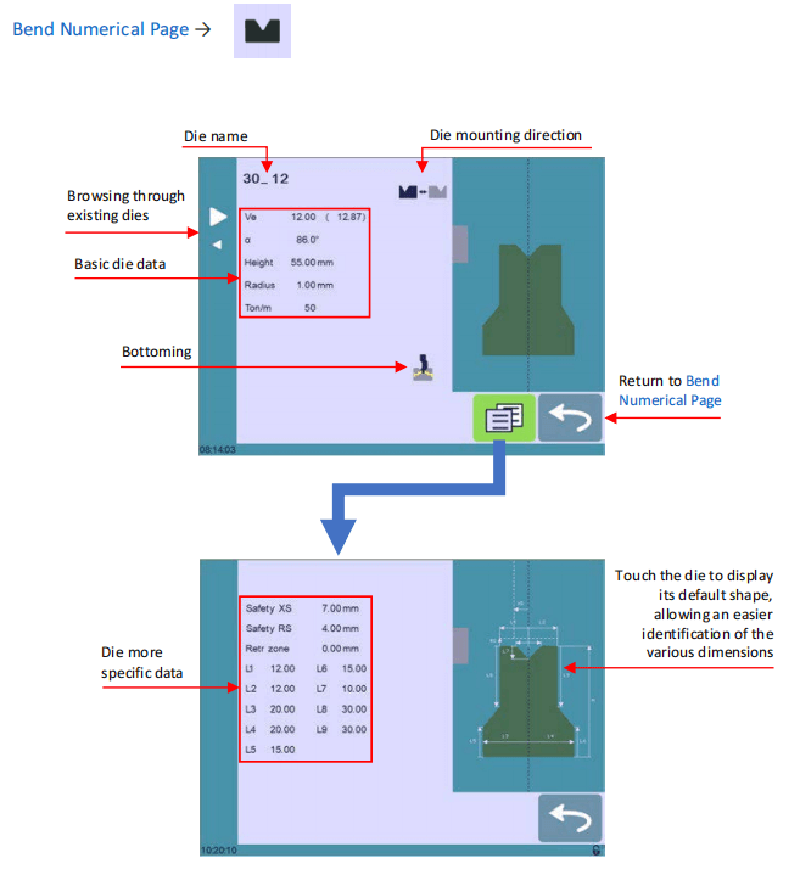
Sistemde hiçbir kalıp yapılandırılmamışsa, kalıp alanı "???" olarak görüntülenir; mevcut kalıp kütüphaneleri için sistem son kullanılan kalıbı yükler (örneğin, 30_12). Mevcut bir kalıba yapılan değişiklikler orijinal parametreleri etkilemez, çünkü tüm değişiklikler yeni bir ad altında kaydedilir. Bir kalıp oluşturmak veya değiştirmek için aşağıdaki 12 adımı tamamlayın:
1. Kalıp ayrıntı yapılandırma arayüzünü açmak için kalıp simgesine dokunun.
2. Yeni kalıbın temel fiziksel parametrelerini girin: kalıp genişliği (Ve), açı (α), yükseklik, yarıçap ve metre başına tonaj (Ton/m).
3. İşleme düzeni için gerekirse kalıbı ters çevirmek üzere Kalıp montaj yönü düğmesini kullanın.
4. Alt yüzey işleme süreçleri için aşınmaya dayanıklı bir takım olarak kalıbı sınıflandırmak üzere Alt yüzey işleme simgesini seçin.
5. Gelişmiş boyutsal ve güvenlik ayarları için Daha fazla sayfasını açmak üzere MENÜ düğmesine dokunun.
6. Detaylı boyutları (L1'den Lx'e kadar) girmek için ekranın sağ tarafındaki grafik kalıp temsilini kullanın. Grafik üzerine dokunmak, kalıbın varsayılan boyutsal düzenini görüntüler ve doğru değerlerin girilmesini kolaylaştırır.
Delme uçları gibi, kalıplar için L1'den Lx'e kadar olan boyutlar PC 1200, DNC 880S ve ModEva sistemlerinin standartlarıyla uyumludur. Çapraz sistem araç uyumluluğu için kalıp parametrelerini PC1200'den dışa aktarın ve CybTouch 12 programlaması için bunları kullanın; aynı kalıplar için tüm sistemlerde aynı isimleri kullanın.
7. Gelişmiş güvenlik ve işletme değerlerini girin:
○ Güvenlik XS: Kalıp ile arka ölçüm cetveli arasındaki X ekseni boyunca güvenli mesafe.
○ Güvenlik RS: Kalıp ile arka ölçüm cetveli arasındaki R ekseni boyunca güvenli mesafe.
○ Geri çekme bölgesi: İşletim sırasında kalıp için önceden ayarlanmış geri çekme bölgesi.
8. Önceki yapılandırma sayfasına dönün (kalıp yapılandırmalarını kaydetmek için seviye 2 şifresi zorunludur).
9. Kayıt iş akışını başlatmak için geçerli kalıp adına dokunun (örneğin, 30_12).
10. Orijinal kalıp parametrelerinin üzerine yazmak için Kaydet kalıbı seçin veya yeni/değiştirilmiş kalıbı özel bir adla kaydetmek için Kalıbı farklı kaydet seçeneğini kullanın.
11. Yeni kalıp adını, sistemin standartlaştırılmış adlandırma kurallarına uygun olarak alfasayısal tuş takımını kullanarak girin.
12.
ana program sayfasına dönmek için geri düğmesine dokunun; yeni kaydedilen kalıp önceden seçili olarak gelir ve hemen kullanılabilir durumdadır.
Standartlaştırılmış Araç Adlandırma Kuralları
CYBELEC CybTouch 12 sistemlerinde puns ve kalıplar için tutarlı bir adlandırma kuralı uygulamak, araç yönetimini verimli hale getirmek açısından hayati öneme sahiptir. Açık ve birbirine benzer bir adlandırma sistemi, kütüphanedeki her aracı hızlı ve doğru şekilde tanımlamanızı sağlar; ayrıca ekipler, üretim ihtiyaçlarına özel ek özelleştirilmiş kurallar belirleyerek organizasyonel verimliliği artırabilir ve araç seçim hatalarını azaltabilir.
Puns Adlandırma Kuralları
Puns isimleri üç ardışık kısımdan oluşmalıdır: puns açısı → puns türü → ters çevrilme durumu.

Puns Türü Kısaltmaları:
• N = Normal
• S = Düz
• G = Kaz Ayaklı
Ters Çevirme Kısaltması:
• i = Ters Çevrilmiş (çıkartma ucu varsayılan, ters çevrilmemiş konumdaysa kısaltmayı kullanmayın)
Örnekler: 90_N_i, 60_G, 30_S
Kalıp Adlandırma Kuralları
Kalıpların adlandırılması, çıkartma uçları ile benzer yapıya sahip olup üç temel bileşenden oluşur: kalıp genişliği (Ve boyutu) → kalıp açısı → ters çevirme durumu. Kalıplar için aynı ters çevirme kısaltmasını kullanın (i = ters çevrilmiş); kalıp varsayılan montaj konumundaysa bu kısaltmayı kullanmayın.
Örnekler: 12_86_i, 16_86, 20_30
Arka Ölçü Aleti İşletimi ve Güvenliği
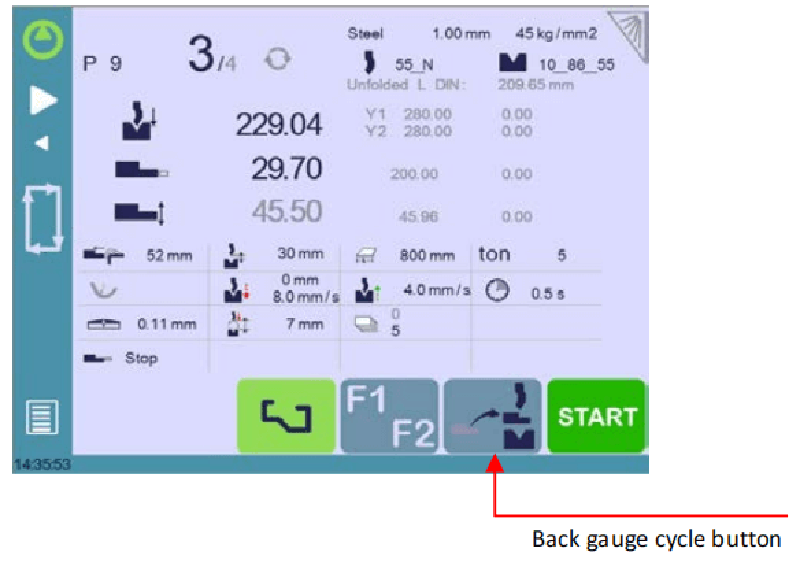
Arka ölçü aleti döngü fonksiyonu, CYBELEC CybTouch 12 makinesinde arka ölçü aleti ayarları için özel olarak tasarlanmış, güvenli ve verimli takım yönetimi açısından hayati bir özelliktir. Bu fonksiyon, arka ölçü aletlerini tamamen ileriye hareket ettirerek operatörlerin ellerini ya da kollarını makinenin takımları arasına koymadan gerekli kalibrasyon ve ayarlamaları yapmalarını sağlar; böylece işlenme sürecindeki önemli bir güvenlik riski ortadan kaldırılır.
Önemli Not: Arka ölçüm cetveli döngüsü işlevinin görünürlüğü ve kullanılabilirliği, makinenin mevcut yapılandırmasına ve indeksleme durumuna bağlıdır ve bu işlev tüm çalışma modlarında erişilebilir olmayabilir.
Adım Adım Arka Ölçüm Cetveli Döngüsü İşlemi
1. Makinenin doğru şekilde indekslendiğinden emin olun; indeksleme tamamlanmamışsa arka ölçüm cetveli döngüsü düğmesi gri tonlamalı olur ve kullanılamaz hâle gelir.
2. İşlevi etkinleştirmek için arka ölçüm cetveli döngüsü düğmesine 2 saniyeden fazla basılı tutun.
3. Arka ölçüm cetvelleri, punch (kılavuz) ile die (kalıp) arasında tam ileri konuma hareket eder. Eğer makinenin kolu Üst Ölü Nokta (TDC) konumunda değilse, arka ölçüm cetvelleri harekete geçmeden önce önce tam olarak yukarı doğru hareket eder.
4. Tüm arka ölçüm cetveli ayarları tamamlandıktan sonra işlevi devre dışı bırakmak için döngü düğmesine tekrar dokunun; ardından normal makine işlemini sürdürmek için BAŞLAT düğmesine basın.
Sık Sorulan Sorular (SSS)
CYBELEC CybTouch 12 Araç Yönetimi Performansını Nasıl En İyileştirirsiniz?
CybTouch 12’nin takım yönetimi modülünün maksimum performans göstermesi için, kütüphanedeki her takımın doğru şekilde tanımlanmış ve güncel fiziksel ile işlemsel verilerle tam olarak parametrelenmiş olduğundan emin olun. Takım verilerinin doğruluğunu düzenli aralıklarla kontrol edin ve takım ayarları ile makinenin genel yapılandırması arasındaki uyumluluğu doğrulayın—bu, takımlar ile imalat işlemlerinin sorunsuz entegrasyonunu sağlar ve ölü zamanı en aza indirir.
Sistem Bir Takımı Tanımlayamadığında Ne Yapılmalıdır?
CYBELEC CybTouch 12 bir punch veya die’i algılayamıyorsa, öncelikle takımın makinede doğru şekilde yerleştirildiğinden ve mekanik olarak hizalanmış olduğundan emin olun. Ardından, sistemin takım yönetimi arayüzündeki takım parametrelerini karşılaştırarak gerekirse yanlış verileri yeniden girin veya düzeltin. Son olarak, olası yazılım-takım uyumluluk sorunlarını çözmek amacıyla sistemin yazılımının en son sürüme güncellendiğinden emin olun.
Takım Ayarları Sistemde Özelleştirilebilir mi?
Evet, CYBELEC CybTouch 12 üzerinde araç ayarlarının tamamen özelleştirilmesi mümkündür. Tüm ilgili parametreleri — örneğin punch/die fiziksel boyutları, iş parçası malzeme türü ve telafi değerleri — makineleme işlemlerinizin özel gereksinimlerine uyacak şekilde ayarlamak için araç yönetim arayüzüne erişin. Özelleştirilmiş tüm ayarların üretim partileri boyunca tutarlı sonuçlar elde edilmesini sağlamak amacıyla sisteme doğru bir şekilde kaydedildiğinden her zaman emin olun.
Sonuç
CYBELEC CybTouch 12’nin araç yönetim özelliklerini ustalaşmak, sistemin temel işlevlerine dair net bir anlayışa, iyi organize edilmiş bir araç kütüphanesine ve tüm araç yapılandırmalarının düzenli bakım ve güncellemelerine dayanır. Bu kılavuzda yer alan adım adım yönergeleri, adlandırma kurallarını ve güvenlik protokollerini uygulayarak CNC makineleme iş akışınızı kolaylaştırabilir, işletme hatalarını önemli ölçüde azaltabilir ve metal işleme süreçlerinizin hem hassasiyetini hem de verimliliğini artırabilirsiniz.
CYBELEC CybTouch 12 takım yönetim sisteminin tam gücünü ortaya çıkarmak veya belirli takım yönetimi zorluklarını çözmek amacıyla makinenizin potansiyelini en üst düzeye çıkarmak için kişiselleştirilmiş destek almak üzere teknik destek ekibimizle iletişime geçin. Ayrıca, uzmanlığınızı derinleştirmek ve CYBELEC CybTouch 12 takım yönetim sisteminin tam gücünü açığa çıkarmak için ilgili teknik dokümanlar kütüphanemizi inceleyin.

