















































คู่มือการใช้งานสำหรับปรับสัมประสิทธิ์การล็อก ESA S875
เมื่อปรับพารามิเตอร์การดัดบนเครื่องดัดโลหะ (press brake) ค่าสัมประสิทธิ์การย้ำ (Clinching Coefficient) ของ ESA S875 มีบทบาทสำคัญอย่างยิ่งต่อความแม่นยำของมุมที่ได้และพฤติกรรมของวัสดุที่สม่ำเสมอ หากคุณไม่แน่ใจว่าจะปรับค่าสัมประสิทธิ์นี้อย่างไร หรือค่าดังกล่าวส่งผลต่อกระบวนการย้ำ (clinching) และการขึ้นรูปแบบกด (coining) อย่างไร คู่มือนี้จะอธิบายให้ชัดเจน ฉันจะแนะนำขั้นตอนการปรับค่าสัมประสิทธิ์การย้ำ (Clinching Coefficient) ของ ESA S875 อย่างถูกต้อง ปัจจัยที่มีผลต่อค่าดังกล่าว และวิธีการปรับเทียบ (calibration) อย่างเหมาะสมเพื่อเพิ่มความแม่นยำในการดัดและความเสถียรของกระบวนการผลิต
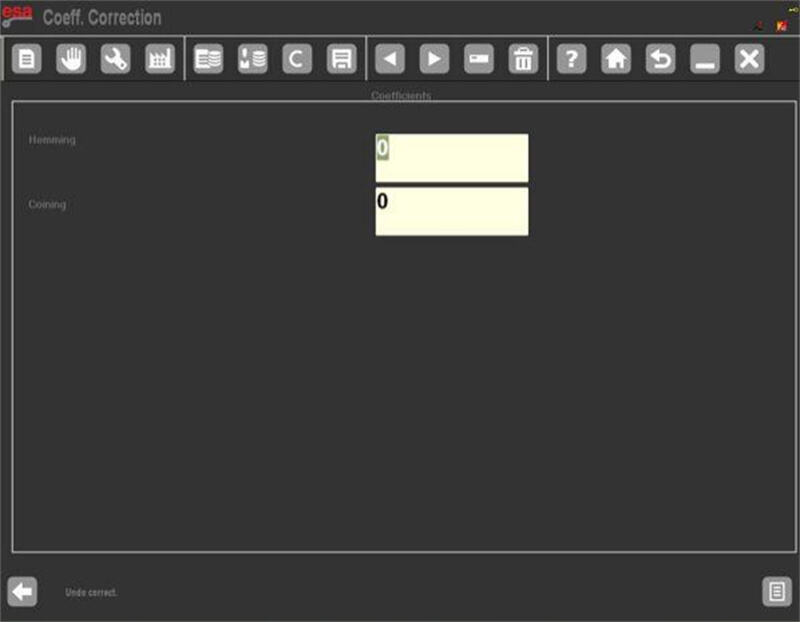
ตำแหน่งที่ใช้ปรับค่าสัมประสิทธิ์การย้ำ (Clinching Coefficient) ของ ESA S875
เพื่อปรับค่าสัมประสิทธิ์การย้ำ (Clinching Coefficient) ของ ESA S875 ท่านต้องเข้าถึงหน้าจอการปรับค่าสัมประสิทธิ์เฉพาะ (Correction Coefficients mask) ภายในระบบควบคุม หน้าจอนี้ประกอบด้วยพารามิเตอร์ระดับเครื่องจักรสองตัว ได้แก่
สัมประสิทธิ์การย้ำ
สัมประสิทธิ์การปั๊มขึ้นรูปแบบกดแน่น (Coining coefficient)
สัมประสิทธิ์การย้ำควบคุมโดยเฉพาะวิธีที่ระบบชดเชยตำแหน่งจุดล่างสุด (bottom dead center) สำหรับการงอแบบย้ำ (clinching-type bends)
วิธีการเข้าสู่การตั้งค่า:
1. เปิดหน้าจอการปรับค่า (Corrections mask)
2. กดปุ่มฟังก์ชัน [Correction coefficient]
3. หน้าจอการปรับค่าสัมประสิทธิ์ (Correction Coefficients mask) จะปรากฏขึ้น
นี่คือตำแหน่งเดียวที่สามารถปรับเปลี่ยนค่าสัมประสิทธิ์การย้ำได้ หลังจากปรับค่าแล้ว ระบบ NC จำเป็นต้องรีบูตใหม่ เพื่อให้ค่าสัมประสิทธิ์การย้ำที่ปรับแล้วถูกนำไปใช้ในการคำนวณของระบบอย่างสมบูรณ์
วิธีที่สัมประสิทธิ์การย้ำมีผลต่อ P.M.I.
สัมประสิทธิ์การเชื่อมย้ำ ESA S875 มีผลโดยตรงต่อการคำนวณค่า P.M.I. (ตำแหน่งจุดต่ำสุดของลูกสูบ) สำหรับรอยพับที่กำหนดไว้ว่าเป็นแบบการเชื่อมย้ำหรือแบบการปั๊มขึ้นรูป
ในการดำเนินการแบบการเชื่อมย้ำและแบบการปั๊มขึ้นรูป ตัวดันจะเจาะลึกลงไปในวัสดุมากกว่าการดัดแบบอากาศ ดังนั้น ตำแหน่งจุดต่ำสุดที่แท้จริงจึงมีความสำคัญอย่างยิ่ง เมื่อปรับค่าสัมประสิทธิ์การเชื่อมย้ำ:
ค่าที่ป้อนเข้ามาจะถูกบวกทางพีชคณิตกับค่า P.M.I. ที่คำนวณได้
การชดเชยนี้ใช้กับรอยพับทั้งหมดที่เป็นแบบการเชื่อมย้ำ/การปั๊มขึ้นรูป
การปรับเปลี่ยนนี้มีผลต่อพฤติกรรมของเครื่องจักรโดยรวม
หากเพิ่มค่าสัมประสิทธิ์การเชื่อมย้ำ ระบบจะปรับตรรกะการเจาะลึกให้สอดคล้องกัน แต่หากลดค่าสัมประสิทธิ์การเชื่อมย้ำ การคำนวณตำแหน่งจุดต่ำสุดของลูกสูบจะเลื่อนไปในทิศทางตรงข้าม การแก้ไขแบบพีชคณิตนี้ทำให้ความลึกของการเจาะลึกเชิงกลสอดคล้องกับเงื่อนไขการผลิตจริง
เนื่องจากการเชื่อมย้ำทำให้วัสดุถูกบีบอัดแนบกับโพรงแม่พิมพ์ แม้การเปลี่ยนแปลงเล็กน้อยของสัมประสิทธิ์การเชื่อมย้ำก็อาจส่งผลต่อ:
มุมการพับสุดท้าย
ความสม่ำเสมอของการบีบอัดวัสดุ
รอยบนพื้นผิว
ความซ้ำซ้อนได้ระหว่างชุดการผลิต
การปรับค่าสัมประสิทธิ์การเชื่อมแบบคลินช์ (Clinching Coefficient) อย่างเหมาะสมจะทำให้เครื่องดัดโลหะแบบไฮดรอลิก (press brake) บรรลุความลึกในการขึ้นรูปที่ถูกต้อง โดยไม่มีการเจาะลึกเกินไป
เมื่อใดควรปรับค่าสัมประสิทธิ์การเชื่อมแบบคลินช์
โดยทั่วไปแล้ว จำเป็นต้องปรับค่าสัมประสิทธิ์การเชื่อมแบบคลินช์ของ ESA S875 ในสถานการณ์ต่อไปนี้:
การกดลงมากเกินไปอย่างเป็นระบบในระหว่างกระบวนการเชื่อมแบบคลินช์
การบีบอัดวัสดุไม่เพียงพอ
ความเบี่ยงเบนของมุมที่เฉพาะเจาะจงต่อโหมดการเชื่อมแบบคลินช์
การปรับเทียบเครื่องใหม่หลังการบำรุงรักษา
การเปลี่ยนแปลงแม่พิมพ์หรืออุปกรณ์ที่ส่งผลต่อความลึกของการเจาะ
หากการดัดแบบ clinching มีความแน่นหรือหลวมเกินไปอย่างสม่ำเสมอ แม้จะใช้ข้อมูลโปรแกรมที่ถูกต้องแล้ว ก็แนะนำให้ทบทวนค่า Clinching Coefficient ก่อนปรับแต่งพารามิเตอร์การดัดแต่ละรายการ
จำเป็นต้องเข้าใจว่าค่า Clinching Coefficient ของ ESA S875 ไม่ได้ขึ้นกับโปรแกรมเฉพาะใดโปรแกรมหนึ่ง แต่เป็นพารามิเตอร์ระดับเครื่องจักร ซึ่งหมายความว่าเมื่อปรับค่าแล้ว จะส่งผลต่อการดัดแบบ clinching/coining ทุกครั้งที่ดำเนินการบนเครื่องจักรเครื่องนั้น
การบันทึกและจัดการค่า Clinching Coefficient
ค่า Clinching Coefficient ของ ESA S875 จะถูกบันทึกโดยอัตโนมัติเมื่อออกจากหน้าจอ Correction Coefficients อย่างไรก็ตาม:
ค่านี้ไม่ได้ถูกจัดเก็บไว้ภายในโปรแกรมงานแต่ละโปรแกรม
ค่านี้ยังคงผูกติดกับระบบควบคุมอย่างถาวร
ค่านี้ส่งผลต่อการดำเนินการ clinching ทั้งหมดในอนาคต
หลังจากปรับค่า Clinching Coefficient แล้ว จำเป็นต้องรีบูต NC เพื่อให้ค่าใหม่มีผล
หากการปรับเปลี่ยนไม่ให้ผลลัพธ์ตามที่คาดหวัง ให้กด [Ignore Correct.] ภายในหน้าจอเพื่อคืนค่า Clinching Coefficient กลับไปเป็นค่าที่ใช้งานอยู่ก่อนหน้านี้
เนื่องจากค่าสัมประสิทธิ์การเชื่อมแบบ Clinching มีอิทธิพลต่อการคำนวณตำแหน่งจุดต่ำสุด (Bottom Dead Center) ทั่วทั้งระบบ จึงควรปรับค่าด้วยความระมัดระวังและเป็นขั้นตอนอย่างค่อยเป็นค่อยไป
แนวทางปฏิบัติที่ดีที่สุดสำหรับการปรับค่าสัมประสิทธิ์การเชื่อมแบบ Clinching
เพื่อให้มั่นใจในประสิทธิภาพการทำงานที่เสถียรขณะปรับค่าสัมประสิทธิ์การเชื่อมแบบ Clinching ของ ESA S875:
ทำการปรับค่าทีละน้อยอย่างค่อยเป็นค่อยไป
ทดสอบกับวัสดุตัวอย่างก่อนเริ่มการผลิตเป็นชุดใหญ่
ตรวจสอบผลลัพธ์มุมจริงและการบีบอัดจริง
ยืนยันว่าระบบ NC ได้รีบูตแล้วหลังการปรับแต่ละครั้ง
หลีกเลี่ยงการปรับค่าครั้งใหญ่บ่อยครั้ง
ค่าสัมประสิทธิ์การเชื่อมแบบ Clinching ของ ESA S875 ควรใช้เป็นพารามิเตอร์สำหรับการปรับเทียบอย่างละเอียด มากกว่าจะใช้เป็นเครื่องมือหลักในการแก้ไขมุม การปรับค่าระดับโปรแกรมควรได้รับการตรวจสอบและยืนยันแล้วเสมอ ก่อนดำเนินการเปลี่ยนแปลงค่าพารามิเตอร์ระดับเครื่องจักร
เมื่อตั้งค่าอย่างเหมาะสม ค่าสัมประสิทธิ์การเชื่อมแบบ Clinching ของ ESA S875 จะช่วยปรับปรุง:
ความแม่นยำในการเจาะลึก
ความสม่ำเสมอของมุม
ความเสถียรของการผลิต
ความน่าเชื่อถือของเครื่องจักรในระยะยาว
ด้วยการศึกษาและปรับค่าสัมประสิทธิ์การเชื่อมแบบคลินช์ (Clinching Coefficient) ของ ESA S875 อย่างรอบคอบ ผู้ปฏิบัติงานสามารถควบคุมตำแหน่งจุดต่ำสุด (bottom dead center) ได้อย่างแม่นยำระหว่างการดำเนินการเชื่อมแบบคลินช์และการขึ้นรูปแบบโคอินนิง (coining) การปรับเทียบอย่างถูกต้องจะทำให้แรงกดขึ้นรูป แรงบีบอัดวัสดุ และความแม่นยำของมุมคงที่สม่ำเสมอทั้งกับวัสดุชนิดต่าง ๆ และชุดการผลิตแต่ละชุด ส่งผลให้ประสิทธิภาพการดัดดีขึ้นและลดจำนวนรอบการปรับแก้ไข
สรุป
สัมประสิทธิ์การเชื่อมแบบคลินช์ (Clinching Coefficient) ของ ESA S875 มีบทบาทสำคัญต่อการควบคุมตำแหน่งจุดต่ำสุด (bottom dead center) ระหว่างการดำเนินการเชื่อมแบบคลินช์และการขึ้นรูปแบบโคอินนิง โดยการปรับค่า P.M.I. ที่คำนวณได้แบบพีชคณิต สัมประสิทธิ์การเชื่อมแบบคลินช์จะรับประกันการเจาะลึกของลูกสูบ (ram penetration) ที่แม่นยำ การบีบอัดวัสดุที่เสถียร และผลลัพธ์ของมุมที่สม่ำเสมอ
เนื่องจากสัมประสิทธิ์การเชื่อมแบบคลินช์เป็นพารามิเตอร์ระดับเครื่องจักร การเปลี่ยนแปลงใด ๆ จึงส่งผลต่อการดัดทั้งหมดที่ใช้การเชื่อมแบบคลินช์และการขึ้นรูปแบบโคอินนิง ดังนั้น การปรับค่าควรดำเนินการด้วยความระมัดระวัง ทีละน้อย และตามด้วยการรีบูตระบบ
เมื่อตั้งค่าอย่างเหมาะสม ค่าสัมประสิทธิ์การยึดแน่นแบบ Clinching รุ่น ESA S875 จะช่วยปรับปรุงความแม่นยำในการดัด ยกระดับความซ้ำได้ของกระบวนการ และสนับสนุนเสถียรภาพในการผลิตระยะยาวภายใต้เงื่อนไขของวัสดุและแม่พิมพ์ที่แตกต่างกัน

