















































เพิ่มประสิทธิภาพด้วยการเขียนโปรแกรมผลิตภัณฑ์ DELEM DA-52S
เมื่อพูดถึงการเพิ่มประสิทธิภาพกระบวนการขึ้นรูปโลหะ โปรแกรมผลิตภัณฑ์ DELEM DA-52S ถือเป็นองค์ประกอบที่สำคัญยิ่ง หากคุณกำลังมองหาวิธีเพิ่มผลผลิตและปรับปรุงกระบวนการทำงานให้คล่องตัวยิ่งขึ้นด้วยเครื่องมือทรงพลังนี้ คุณมาถูกที่แล้ว ในบทความนี้ ฉันจะเจาะลึกเกี่ยวกับวิธีที่โปรแกรมผลิตภัณฑ์ DELEM DA-52S สามารถยกระดับประสิทธิภาพในการทำงานของคุณได้อย่างมีนัยสำคัญ โดยเน้นคุณสมบัติและประโยชน์หลักที่ทำให้เครื่องมือนี้จำเป็นอย่างยิ่งในภาคการผลิตสมัยใหม่ ไม่ว่าคุณจะมุ่งเน้นการปรับปรุงความแม่นยำ ลดระยะเวลาการตั้งค่าเครื่อง หรือเพิ่มปริมาณการผลิต คู่มือนี้จะมอบข้อมูลเชิงลึกอันมีค่าเพื่อช่วยให้คุณใช้ศักยภาพสูงสุดของ DELEM DA-52S ในการดำเนินงาน
การเลือกโปรแกรม
เพื่อแก้ไขหรือสร้างโปรแกรมภายในระบบ DELEM DA-52S ให้ทำตามขั้นตอนต่อไปนี้:

กดปุ่มนี้เพื่อเปิดใช้งานโหมดอัตโนมัติ ซึ่งจะเตรียมระบบสำหรับการเลือกโปรแกรม

กดปุ่มนี้เพื่อเปิดห้องสมุดโปรแกรม ซึ่งจะแสดงหน้าจอห้องสมุดโปรแกรม
หน้าจอห้องสมุดโปรแกรมจะปรากฏขึ้น:
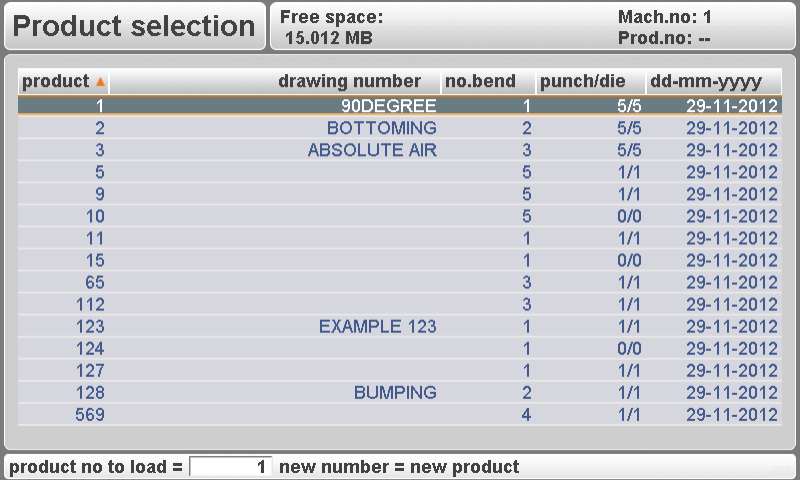
ใช้ปุ่มลูกศรเพื่อเลื่อนผ่านรายการโปรแกรมที่มีอยู่

กดปุ่ม ‘enter’ เพื่อเลือกโปรแกรมที่ถูกเน้นไว้
สามารถเลือกโปรแกรมได้โดยการป้อนหมายเลขของโปรแกรมนั้นโดยตรงด้วย
เพื่อสร้างโปรแกรมใหม่:
ป้อนหมายเลขที่ยังไม่เคยถูกใช้งาน เมื่อป้อนแล้ว ระบบควบคุมจะแจ้งให้ยืนยันว่าต้องการสร้างโปรแกรมใหม่หรือไม่
เพื่อลบโปรแกรม:
เลื่อนไปยังโปรแกรมเฉพาะโดยใช้แถบตัวชี้

กดปุ่ม ‘ล้าง’ เพื่อเปลี่ยนหมายเลขโปรแกรมเป็นศูนย์
กด ‘ENTER’ และระบบควบคุมจะถามว่าท่านต้องการลบโปรแกรมที่เลือกหรือไม่ ยืนยันการตัดสินใจของท่านโดยเลือก ‘ใช่’ (1) หรือเปลี่ยนใจโดยเลือก ‘ไม่’ (0)
การเลือกโปรแกรมอย่างมีประสิทธิภาพด้วยการเขียนโปรแกรมผลิตภัณฑ์ DELEM DA-52S ช่วยลดเวลาหยุดทำงานลงอย่างมากและลดความเสี่ยงของข้อผิดพลาด ซึ่งทำให้ผู้ปฏิบัติงานสามารถสลับระหว่างงานต่าง ๆ ได้อย่างไร้รอยต่อ รักษากระบวนการผลิตที่มีประสิทธิภาพ และยกระดับประสิทธิภาพการดำเนินงานโดยรวม
แก้ไขโปรแกรม
คุณสมบัติทั่วไป
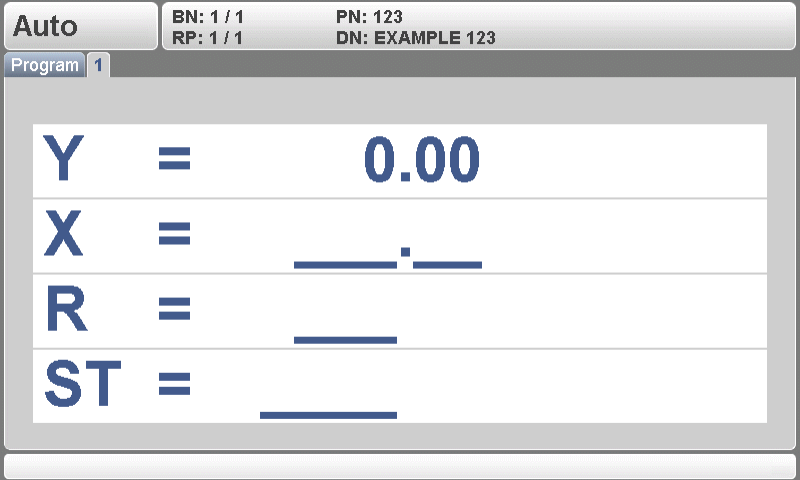
เมื่อเลือกหรือสร้างโปรแกรมแล้ว หน้าจอจะแสดงพารามิเตอร์ทั่วไปของผลิตภัณฑ์
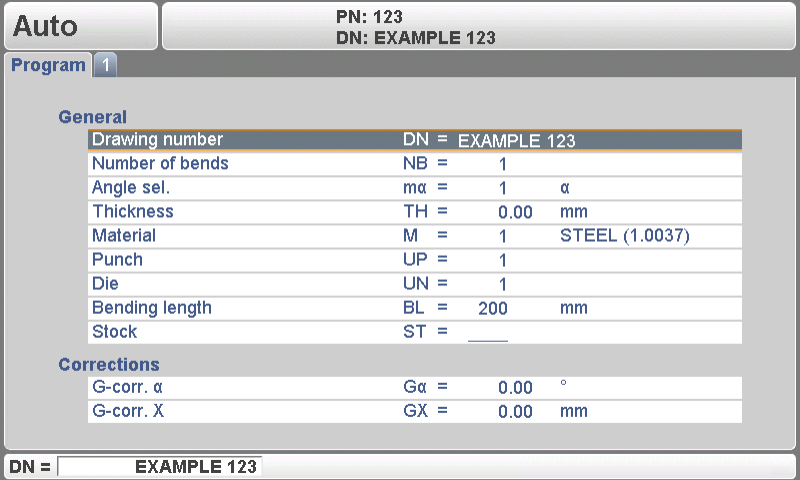
พารามิเตอร์เหล่านี้มีความสม่ำเสมอสำหรับทุกการดัดภายในโปรแกรม จึงให้มุมมองรวมที่เป็นหนึ่งเดียวเกี่ยวกับข้อมูลหลัก
ใช้ปุ่มลูกศรขึ้น/ลงเพื่อย้ายตัวชี้ไปยังพารามิเตอร์ที่ต้องการ
ใช้ปุ่มลูกศรซ้าย/ขวาเพื่อเรียกดูระหว่างหน้าต่างต่าง ๆ ของโปรแกรมการดัด
หลังจากกดปุ่ม Enter ค่าที่ตั้งโปรแกรมไว้จะถูกบันทึกลงในพารามิเตอร์ที่สอดคล้องกัน
คำอธิบายพารามิเตอร์
DELEM DA-52S มีฟีเจอร์คำอธิบายพารามิเตอร์อย่างครอบคลุม ซึ่งช่วยให้ผู้ใช้เข้าใจว่าการตั้งค่าแต่ละรายการมีผลต่อผลลัพธ์อย่างไร
เลขที่แบบแปลน:
ชื่อหรือคำอธิบายของโปรแกรม ความยาวสูงสุดคือ 20 ตัวอักษร
จำนวนการพับ:
จำนวนจุดโค้งในโปรแกรมปัจจุบัน
เมื่อค่าตัวนี้เพิ่มขึ้น จุดโค้งเพิ่มเติมจะถูกคัดลอกมาจากจุดโค้งสุดท้าย
เมื่อค่าตัวนี้ลดลง จุดโค้งที่เกินความจำเป็นจะถูกลบออก
การเลือกมุม:
การเลือกโหมดการเขียนโปรแกรมสำหรับแกน Y
0 = สัมบูรณ์: ตั้งค่าตำแหน่งแกน Y แบบสัมบูรณ์สำหรับการดัด
1 = มุม: ตั้งค่ามุมที่ต้องการดัด โดยตำแหน่งแกน Y ที่จำเป็นจะถูกคำนวณโดยอัตโนมัติ
ขึ้นอยู่กับพารามิเตอร์นี้ พารามิเตอร์ ‘มุม’ หรือพารามิเตอร์ ‘ตำแหน่งการดัด’ จะปรากฏในขั้นตอนการดัด
ความหนา: ความหนาของแผ่น
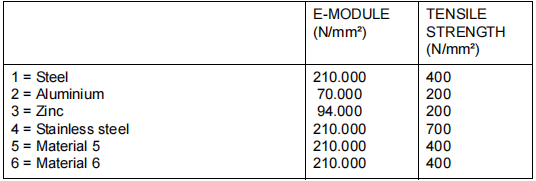
วัสดุ:
การเลือกวัสดุหนึ่งในจำนวนวัสดุที่ได้ตั้งโปรแกรมไว้ล่วงหน้า ซึ่งใช้ในการคำนวณความลึกของการดัด ระบบควบคุมมีวัสดุที่ตั้งโปรแกรมไว้ล่วงหน้าแล้ว 4 ชนิด และสามารถตั้งโปรแกรมเพิ่มเติมได้อีก 2 ชนิด รวมทั้งหมดจึงสามารถตั้งโปรแกรมวัสดุได้สูงสุด 6 ชนิด โปรดดูบทเกี่ยวกับการตั้งโปรแกรมค่าคงที่เพื่อเรียนรู้วิธีการตั้งโปรแกรมวัสดุ
หัวดัด: หมายเลขหัวดัดในไลบรารี
แม่พิมพ์: หมายเลขแม่พิมพ์ในไลบรารี
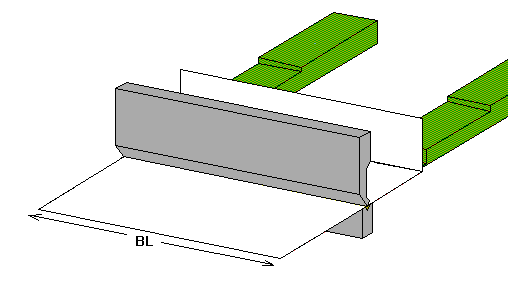
ความยาวการดัด: ความยาวของแผ่นโลหะระหว่างเครื่องมือ
เมื่อเขียนโปรแกรมการดัด จะถือว่าเครื่องมือที่ตั้งโปรแกรมไว้มีความยาวเพียงพอ
สต๊อก: จำนวนผลิตภัณฑ์ที่ควรสร้างขึ้นด้วยโปรแกรมนี้
G-Corr α:
การปรับมุมโดยทั่วไป ซึ่งใช้ได้กับแต่ละจุดโค้งในโปรแกรม ค่าดังกล่าวควรตั้งค่าโปรแกรมในลักษณะเดียวกันกับการปรับค่าต่อจุดโค้ง
G-Corr X:
การปรับตำแหน่งแกน X โดยทั่วไป ซึ่งใช้ได้กับแต่ละจุดโค้งในโปรแกรม ค่าดังกล่าวควรตั้งค่าโปรแกรมในลักษณะเดียวกันกับการปรับค่าต่อจุดโค้ง
การเขียนโปรแกรมจุดโค้ง
บทนำ
การเขียนโปรแกรมจุดโค้งเป็นหัวใจหลักของความสามารถของ DELEM DA-52S ซึ่งมอบความแม่นยำและประสิทธิภาพในการปรับใช้งานที่เหนือกว่าให้กับผู้ใช้งาน พารามิเตอร์ของแต่ละจุดโค้งจะแบ่งออกเป็น 2 หน้าจอ หมายเลขจุดโค้ง หมายเลขผลิตภัณฑ์ และหมายเลขแบบแปลนจะแสดงอยู่ในแถวด้านบนของหน้าจอ

ใช้ปุ่ม ‘เปลี่ยนมุมมอง’ เพื่อสลับไปยังอีกหน้าจอหนึ่งที่แสดงพารามิเตอร์จุดโค้ง เมื่อกดปุ่มนี้อีกครั้ง จะปรากฏหน้าจอที่แสดงค่าที่ขยายขนาดขึ้น
พารามิเตอร์ที่อยู่ใต้เส้นแบ่งเป็นค่าการปรับ ซึ่งไม่จำเป็นต้องใช้เมื่อเขียนโปรแกรมสำหรับผลิตภัณฑ์ แต่จะใช้เพื่อปรับพฤติกรรมของเครื่องจักรระหว่างการผลิต
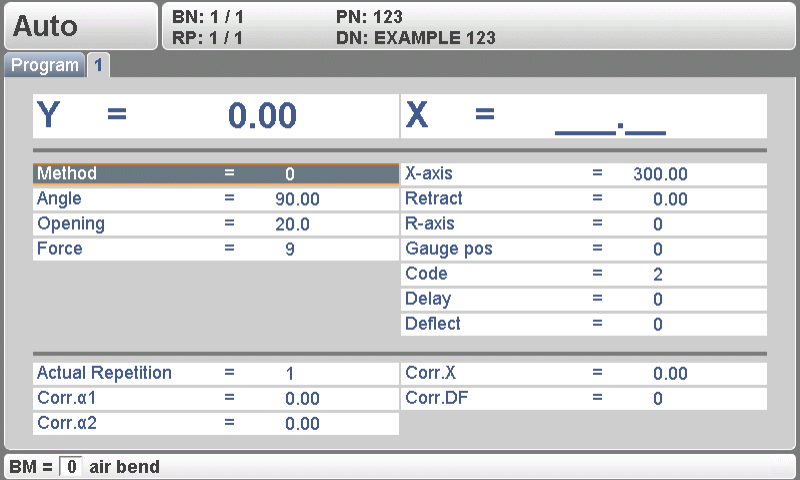
พารามิเตอร์จุดโค้ง – หน้าแรก
หน้าแรกของพารามิเตอร์การดัดให้ภาพรวมของการควบคุมหลัก
1. วิธีการ (BM)
เลือกระหว่างการดัดแบบอากาศ (Air Bend) และการดัดแบบกดทับ (Bottoming)
การดัดแบบอากาศใช้การคำนวณแกน Y เพื่อให้ได้มุมที่แม่นยำ
การดัดแบบกดทับอาศัยการบีบแผ่นวัสดุ โดยตำแหน่งขึ้นอยู่กับแรงกด (tonnage)
2. มุมการดัด (α)
ตั้งค่ามุมการดัดที่ต้องการ
จำเป็นในโหมดการเขียนโปรแกรมมุมสำหรับวิธีการดัดแบบอากาศ
3. ตำแหน่งการดัด (Y)
ตำแหน่งแกน Y กำหนดจุดที่เกิดการดัด
สำคัญอย่างยิ่งสำหรับการเขียนโปรแกรมอย่างแม่นยำ และเมื่อใช้วิธีการดัดแบบ Bottoming
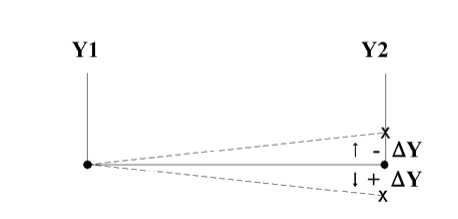
4. การเปิด (DY)
ควบคุมช่องว่างระหว่างลูกสูบและแม่พิมพ์หลังการดัด
ค่าที่เป็นบวกจะลดเวลาในการจัดการ
5. การทำซ้ำ (CY)
ระบุจำนวนครั้งที่ต้องการทำซ้ำการดัด
เพิ่มความสม่ำเสมอของกระบวนการได้สูงสุดถึง 99 ครั้ง
6. แกน X (X)
ตั้งค่าตำแหน่งของเครื่องวัดระยะย้อนกลับ (backgauge)
อนุญาตให้เชื่อมโยงมิติแบบทีละขั้นตอน
7. ดึงกลับ (DX)
l บ่งชี้ระยะทางที่ตัววัดย้อนกลับถอยกลับ
l รับประกันการจัดการวัสดุอย่างแม่นยำ
8. แกนเสริม (R/Z/Aux)
พารามิเตอร์สำหรับแกนเพิ่มเติม ซึ่งช่วยให้สามารถดำเนินการที่ซับซ้อนได้
9. รหัส (CX)
กำหนดจังหวะเวลาในการเปิดใช้งานพารามิเตอร์การดัดขั้นตอนถัดไป
มอบความยืดหยุ่นในการเลือกตัวเลือกการเปลี่ยนขั้นตอน
พารามิเตอร์การดัด – หน้าที่สอง
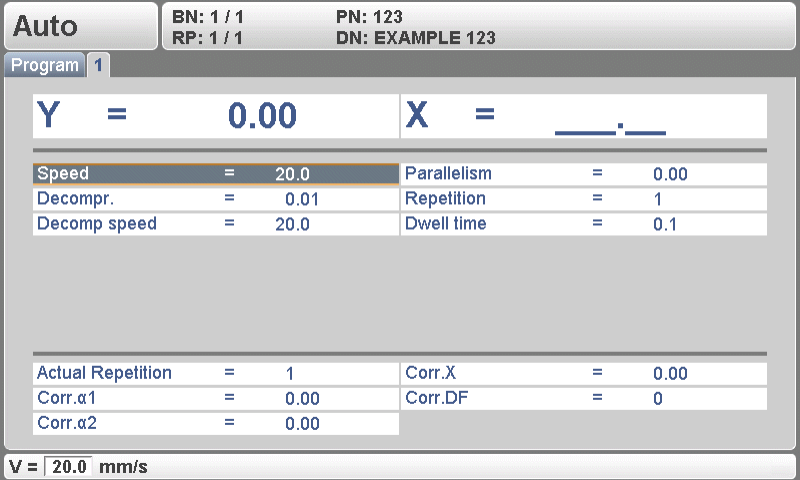
การเขียนโปรแกรมผลิตภัณฑ์ DELEM DA-52S ให้การปรับแต่งเพิ่มเติมบนหน้าที่สองของพารามิเตอร์การดัด ซึ่งช่วยให้สามารถปรับแต่งรายละเอียดที่จำเป็นได้อย่างแม่นยำ
แรง (P): คำนวณโดยอัตโนมัติตามวัสดุ ความหนา ความยาวของการดัด และขนาดช่องเปิดของแม่พิมพ์ (V-opening) เพื่อให้ได้แรงกดที่เหมาะสมที่สุด
ความเร็ว (V): ทำงานจากค่าเริ่มต้นเพื่อรักษาคุณภาพผลิตภัณฑ์ โดยสามารถปรับความเร็วในการกดได้
เวลาคงแรง (T): ควบคุมระยะเวลาที่หัวดัดยังคงกดอยู่ที่จุดดัด เพื่อให้ได้ผลลัพธ์ที่สม่ำเสมอ
การปล่อยแรง (DC): ปล่อยแรงหลังการดัดเพื่อป้องกันทั้งวัสดุและเครื่องจักร
ความเร็วในการปล่อยแรง (BS): สามารถปรับแต่งได้เพื่อกำหนดความเร็วของการเคลื่อนตัวขณะปล่อยแรง ซึ่งช่วยเพิ่มประสิทธิภาพในการจัดการวัสดุ
เวลาหน่วง (TX): ตั้งค่าเวลาหน่วงได้ระหว่าง 0–30 วินาที เพื่อควบคุมลำดับการทำงานอย่างแม่นยำและลดระยะเวลาของแต่ละรอบ
ความขนาน (Y2): ปรับความขนานของกระบอกสูบ เพื่อให้มั่นใจในความแม่นยำและความสม่ำเสมอของผลลัพธ์
การปรับแต่งโดยละเอียดเหล่านี้ภายในโปรแกรมผลิตภัณฑ์ DELEM DA-52S ช่วยทำให้กระบวนการดำเนินงานราบรื่นยิ่งขึ้น ส่งเสริมประสิทธิภาพ และรับประกันผลลัพธ์ที่มีคุณภาพสูง
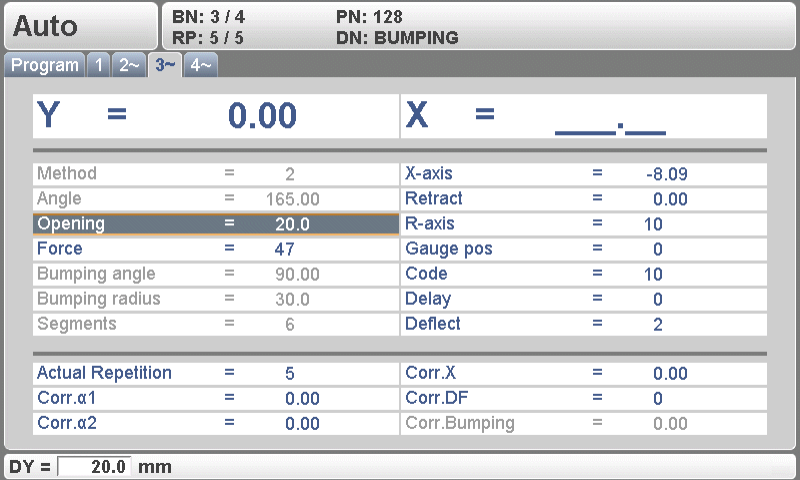
พารามิเตอร์การดัด – หน้าที่สาม
หน้านี้ออกแบบมาเพื่อการปฏิบัติงานเฉพาะทางที่ต้องใช้ตัวอักษรขนาดใหญ่สำหรับแสดงค่า 'จริง' ซึ่งเหมาะอย่างยิ่งสำหรับผู้ปฏิบัติงานที่ควบคุมจากระยะไกล ค่าหลักทั้งหมดมองเห็นได้อย่างชัดเจน ทำให้สามารถตรวจสอบและควบคุมกระบวนการที่ซับซ้อนได้อย่างมีประสิทธิภาพ
ผู้ใช้สามารถสลับไปยังมุมมองการตั้งค่าขั้นสูงนี้ หรือกลับไปยังหน้าแรกได้อย่างรวดเร็ว โดยกดปุ่ม 'เปลี่ยนมุมมอง' เพื่อให้การนำทางเป็นไปอย่างไร้รอยต่อ
มุมมองของรอยพับทั้งหมด
ระบบการเขียนโปรแกรมผลิตภัณฑ์ DELEM DA-52S ช่วยเพิ่มประสิทธิภาพโดยให้มุมมองแบบรวมของรอยพับทั้งหมดที่ถูกเขียนโปรแกรมไว้ ด้วยการใช้ปุ่ม 'เปลี่ยนมุมมอง' บนหน้าคุณสมบัติทั่วไป ผู้ปฏิบัติงานสามารถเข้าถึงรายละเอียดของรอยพับทั้งหมดในมุมมองเดียว ซึ่งช่วยรับประกันความสอดคล้องกันและตรวจจับปัญหาที่อาจเกิดขึ้นได้ตั้งแต่เนิ่นๆ
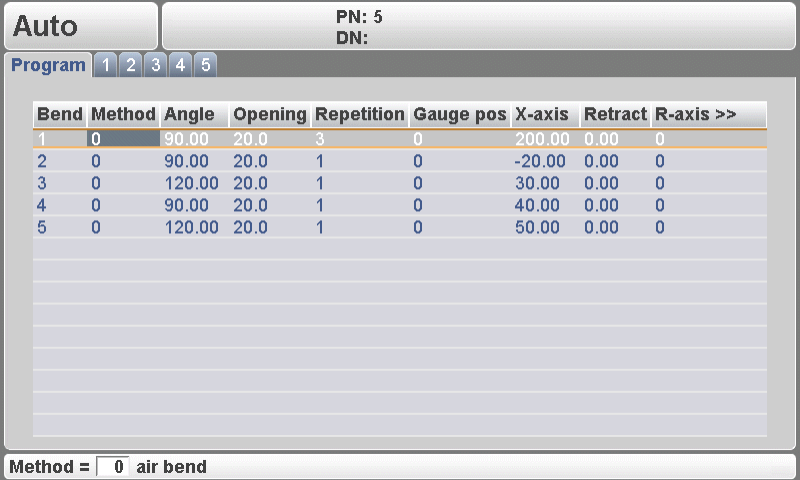
ฟีเจอร์นี้ช่วยให้สามารถเริ่มการควบคุมโดยตรงได้ทันที และนำทางกลับไปยังหน้าคุณสมบัติได้อย่างรวดเร็ว ทำให้กระบวนการทำงานราบรื่นยิ่งขึ้นและเพิ่มประสิทธิภาพในการทำงาน
การเขียนโปรแกรมแบบ Bumping
ระบบการเขียนโปรแกรมผลิตภัณฑ์ DELEM DA-52S ช่วยเพิ่มประสิทธิภาพอย่างมาก โดยเฉพาะเมื่อทำงานกับการออกแบบที่ซับซ้อนซึ่งต้องใช้เทคนิคการขึ้นรูปแบบ Bumping ซึ่งทำได้ผ่านความสามารถพิเศษในการเขียนโปรแกรมแบบ Bumping ที่รับประกันความแม่นยำและความยืดหยุ่นในการปฏิบัติงานเครื่องดัดโลหะ (Press Brake)
สำหรับงานที่เกี่ยวข้องกับการดัดโค้งรัศมีใหญ่ เครื่องควบคุม DELEM DA-52S อนุญาตให้เขียนโปรแกรมด้วยตัวเลขได้อย่างง่ายดาย ผู้ปฏิบัติงานสามารถเลือกวิธีการดัดที่เหมาะสมได้ดังนี้:
l 0 = การดัดแบบ Airbend
l 1 = การดัดแบบ Bottoming
l 2 = การดัดแบบ Bumping
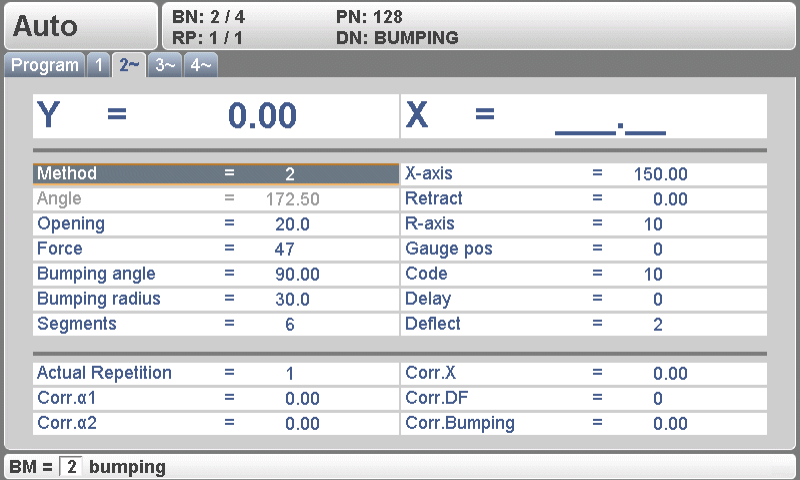
เมื่อเลือกวิธีการดัดแบบ ‘Bumping’ ผู้ปฏิบัติงานสามารถเขียนโปรแกรมพารามิเตอร์ต่อไปนี้ได้:
รัศมีการดัดแบบ Bumping ที่ต้องการ
มุมรวมของการดัดแบบ Bumping
จำนวนส่วนย่อย (Segment) ภายในรัศมี
ตัวควบคุมจะคำนวณ:
จำนวนการดัดที่ต้องการ
มุมของการดัดแต่ละขั้นตอน
ตำแหน่งของแท่นรองรับย้อนกลับ (backgauge) สำหรับการดัดแต่ละขั้นตอน
การดัดขั้นตอนแรกมีตำแหน่งของแท่นรองรับย้อนกลับแบบสัมบูรณ์ (absolute backgauge position) ส่วนการดัดขั้นตอนอื่นๆ จะถูกจัดการเป็นการดัดแบบเชื่อมโยงกัน (chained bends) โดยใช้ตำแหน่งของแท่นรองรับย้อนกลับแบบสัมพัทธ์ (relative backgauge positions)
บทสรุป
โดยสรุป การเชี่ยวชาญการเขียนโปรแกรมผลิตภัณฑ์ DELEM DA-52S จะช่วยยกระดับประสิทธิภาพในการดำเนินงานของคุณได้อย่างมาก ด้วยการเข้าใจกระบวนการเลือกโปรแกรม ความสามารถในการแก้ไข และพารามิเตอร์การเขียนโปรแกรมการดัดอย่างละเอียด คุณจะสามารถปรับให้กระบวนการผลิตเป็นไปอย่างราบรื่นและลดระยะเวลาการตั้งค่าเครื่องได้ การใช้งาน DA-52S อย่างมีประสิทธิภาพจะส่งผลให้กระบวนการทำงานไหลลื่นยิ่งขึ้น และทำให้เครื่องจักรทำงานได้ในศักยภาพสูงสุด ซึ่งจะช่วยให้กระบวนการผลิตของคุณยังคงแข่งขันได้และมีประสิทธิผล
สำหรับผู้ที่ต้องการใช้ศักยภาพของ DELEM DA-52S ให้เกิดประโยชน์สูงสุด เราขอแนะนำให้ศึกษาแนวทางการเขียนโปรแกรมเฉพาะเจาะจงเพิ่มเติมอย่างลึกซึ้ง และนำทรัพยากรทั้งหมดที่มีอยู่มาใช้ให้เกิดประโยชน์สูงสุด หากท่านมีคำถามเพิ่มเติม หรือต้องการคำแนะนำที่ปรับแต่งเฉพาะบุคคล โปรดอย่าลังเลที่จะติดต่อทีมผู้เชี่ยวชาญของเรา

