















































คุณสมบัติหลักของโหมดการตั้งค่า DELEM DA-69T
สารบัญ
1. การนำทางอินเทอร์เฟซการตั้งค่า DELEM DA-69T
2. การตั้งค่าทั่วไป
3. การจัดการวัสดุ
4. ฟังก์ชันสำรองข้อมูลและกู้คืนข้อมูล
ก. การสำรองข้อมูลผลิตภัณฑ์
ข. การกู้คืนข้อมูลผลิตภัณฑ์
ค. การสำรองข้อมูลเครื่องมือ
ง. การกู้คืนข้อมูลเครื่องมือ
ข. การสำรองข้อมูลและกู้คืนข้อมูลสำหรับตารางและการตั้งค่า
ค. การสำรองข้อมูลอัตโนมัติตามกำหนดเวลา
ง. การนำทางไดเรกทอรี
5. การตั้งค่าโปรแกรม
6. ค่าเริ่มต้น
7. การตั้งค่าการคำนวณ
8. การตั้งค่าการผลิต
9. การคำนวณเวลาการผลิต
10. การตั้งค่าเวลา
11. คำถามที่พบบ่อย (FAQ)
12. บทสรุป
โหมดการตั้งค่า DELEM DA-69T เป็นส่วนประกอบที่สำคัญยิ่งต่อการดำเนินงานของเครื่องดัดโลหะ (press brake) ซึ่งมีความสามารถในการกำหนดค่าขั้นสูงที่ช่วยให้ผู้ใช้งานสามารถควบคุมประสิทธิภาพของเครื่องจักรได้อย่างแม่นยำ คู่มือนี้สำรวจฟังก์ชันหลักของโหมดการตั้งค่า DELEM DA-69T โดยอธิบายว่าแต่ละคุณลักษณะช่วยเพิ่มประสิทธิภาพการดำเนินงานของเครื่องดัดโลหะและยกระดับประสิทธิภาพการผลิตโดยรวมอย่างไร ไม่ว่าคุณจะเป็นผู้ใช้งานใหม่ที่กำลังเริ่มต้นทำความคุ้นเคยกับระบบ หรือผู้ปฏิบัติงานที่มีประสบการณ์และต้องการพัฒนาความเชี่ยวชาญให้ลึกซึ้งยิ่งขึ้น แหล่งข้อมูลนี้ก็ให้ข้อมูลที่จำเป็นทั้งหมดที่คุณต้องการเพื่อปลดล็อกศักยภาพสูงสุดของ DELEM DA-69T อย่างเต็มที่
การนำทางอินเทอร์เฟซการตั้งค่า DELEM DA-69T
เปลี่ยนการควบคุมไปยังโหมดการตั้งค่าโดยแตะปุ่มนำทาง 'Settings' อินเทอร์เฟซนี้ออกแบบมาเพื่อการใช้งานอย่างเป็นธรรมชาติ โดยตัวเลือกการตั้งค่าทั้งหมดจัดเรียงไว้ในแท็บที่มีตรรกะ หากแท็บใดมีจำนวนเกินกว่าที่หน้าจอจะแสดงได้ ให้เลื่อนแถบแท็บไปทางแนวนอนเพื่อเข้าถึงการตั้งค่าทั้งหมดที่มีอยู่
การตั้งค่าทั่วไป
แท็บการตั้งค่าทั่วไปช่วยให้ปรับแต่งพารามิเตอร์การดำเนินงานหลักได้อย่างแม่นยำ ซึ่งส่งผลโดยตรงต่อการยกระดับประสิทธิภาพของเครื่องดัดโลหะผ่านตัวเลือกการปรับแต่งที่ยืดหยุ่นและใช้งานง่าย:
ปรับปรุงปารามิเตอร์
เพื่อแก้ไขพารามิเตอร์ ให้เลือกแท็บที่เกี่ยวข้องแล้วแตะการตั้งค่าเป้าหมาย คีย์บอร์ดเสมือนจะปรากฏขึ้นเพื่อป้อนค่าตัวเลขหรือตัวอักษรผสมตัวเลข ในขณะที่รายการแบบเลื่อนลงช่วยให้เลือกได้อย่างรวดเร็ว — โดยสามารถเลื่อนแนวตั้งได้สำหรับรายการที่มีความยาวมาก
การเลือกหน่วย
ปรับแต่งหน่วยวัดให้สอดคล้องกับความต้องการในการดำเนินงานของคุณ:
• เลือกนิ้ว/มม.: เปลี่ยนระหว่างมิลลิเมตรและนิ้วสำหรับการวัดเชิงเส้น
• เลือกตัน/กิโลนิวตัน: เลือกหน่วยตันหรือกิโลนิวตันสำหรับการวัดแรง
• ความต้านทานต่อเมตร/มม.: เลือกหน่วยความต้านทานต่อเมตรหรือต่อมิลลิเมตร
การปรับแต่งอินเทอร์เฟซ
• ภาษา: เลือกภาษาอินเทอร์เฟซจากรายการภาษาที่รองรับ โปรดทราบว่าอินเทอร์เฟซอาจรีบูตเมื่อเปลี่ยนไปใช้ภาษาที่มีอักษรไม่มาตรฐาน
• ภาษาช่วยเหลือ: ใช้ภาษาอินเทอร์เฟซที่เลือกเป็นค่าเริ่มต้น โดยจะใช้ภาษาอังกฤษเป็นตัวเลือกสำรอง สามารถติดตั้งภาษาช่วยเหลือเพิ่มเติมได้ผ่านการเชื่อมต่อเครือข่ายหรือไดรฟ์ USB
การตั้งค่าการป้อนข้อมูล
• รูปแบบคีย์บอร์ด: เลือกรูปแบบ Qwerty, Qwertz หรือ Azerty ให้สอดคล้องกับความคุ้นเคยของผู้ใช้
• เสียงปุ่ม: เปิดหรือปิดเสียงตอบกลับทางเสียงของแผงป้อนข้อมูล
• ด้านของแผงคำสั่ง: เปลี่ยนตำแหน่งของแผงคำสั่งไปยังด้านใดด้านหนึ่งของหน้าจอ (ค่าเริ่มต้น: ด้านขวา)
คุณสมบัติที่ปรับแต่งได้เหล่านี้ทำให้โหมดการตั้งค่า DELEM DA-69T เป็นเครื่องมือที่หลากหลายในการปรับการตั้งค่าเครื่องจักรให้สอดคล้องกับความต้องการการปฏิบัติงานเฉพาะบุคคล
การจัดการวัสดุ
โหมดการตั้งค่า DELEM DA-69T ช่วยให้สามารถเขียนโปรแกรม แก้ไข และลบข้อมูลวัสดุได้อย่างมีประสิทธิภาพ โดยมีความจุสูงสุดสำหรับรายการวัสดุได้ถึง 99 รายการ สำหรับวัสดุแต่ละชนิด ผู้ใช้สามารถกำหนดคุณสมบัติหลักสามประการ ได้แก่
1. ชื่อวัสดุ: แสดงบนหน้าจอการเขียนโปรแกรม มีความยาวไม่เกิน 25 ตัวอักษร และต้องขึ้นต้นด้วยตัวอักษร
2. ความต้านทานแรงดึง: บ่งชี้ประสิทธิภาพของวัสดุในการต้านแรงดึง
3. โมดูลัสยืดหยุ่น (E-module): ระบุค่าโมดูลัสยืดหยุ่นของวัสดุ
เลขชี้กำลังการแข็งตัวจากความเครียด
เลขชี้กำลังการแข็งตัวจากความเครียด (แทนด้วยสัญลักษณ์ n) เป็นสมบัติสำคัญของวัสดุที่มีผลโดยตรงต่อความแม่นยำของการคำนวณการดัด ค่าพารามิเตอร์นี้จะได้รับการจัดให้โดยผู้จัดจำหน่ายวัสดุ ควบคู่ไปกับค่าความต้านทานแรงดึงและค่าโมดูลัสยืดหยุ่น (E-module) การป้อนค่า n อย่างถูกต้องจะช่วยปรับปรุงความแม่นยำในการคำนวณรัศมีด้านใน ซึ่งส่งผลให้ค่าความลึกของการดัดและค่าการเพิ่มความยาวสำหรับการดัด (bend allowance) มีความแม่นยำยิ่งขึ้น—โดยสุดท้ายแล้วจะช่วยเพิ่มประสิทธิภาพตำแหน่งของระบบวัดย้อนกลับ (back gauge) และความยาวรวมที่คำนวณได้หลังการดัด (developed length)
โดยค่าเริ่มต้น ค่า n จะไม่ถูกใช้งาน (ตั้งค่าเป็น _.__) และสามารถกำหนดค่าได้ในช่วงระหว่าง 0.01 ถึง 1.00 (ค่าทั่วไปสำหรับเหล็กกล้าคาร์บอนต่ำคือ 0.21) การตั้งค่าใหม่เป็น 0 จะทำให้พารามิเตอร์นี้ไม่ทำงานโดยสิ้นเชิง
การคำนวณเลขชี้กำลังการแข็งตัวจากความเครียด
ค่า n สามารถคำนวณได้สองวิธี ขึ้นอยู่กับว่ามีตารางค่าการเพิ่มความยาวสำหรับการดัด (bend allowance table) หรือไม่:
1. โดยไม่มีตารางค่าการเพิ่มความยาวสำหรับการดัด
ดำเนินการงอทดสอบในโหมดแบบแมนนวล จากนั้นเลือกปุ่ม 'คำนวณ n' ในตารางวัสดุ ระบบจะคำนวณค่า n ตามความต่างระหว่างตำแหน่งแกน X กับความยาวด้านที่วัดได้ ความแม่นยำของการคำนวณขึ้นอยู่กับการป้อนค่าความหนาของแผ่นโลหะ พารามิเตอร์ของเครื่องมือ และค่าความยาวด้านที่วัดได้อย่างถูกต้อง
2. โดยใช้ตารางค่า Bend Allowance
สามารถหาค่า n ได้โดยตรงจากตารางที่ตั้งค่าไว้ล่วงหน้า ให้เลือกวัสดุที่เกี่ยวข้องแล้วแตะที่ปุ่ม 'คำนวณ n' เพื่อแสดงผลลัพธ์ที่คำนวณโดยอัตโนมัติ
การจัดการข้อมูลวัสดุ
วัสดุจะถูกรายการเริ่มต้นตามหมายเลขวัสดุเฉพาะ (ID) ซึ่งสามารถเรียงลำดับตามคุณสมบัติใด ๆ เพื่อการนำทางที่สะดวกยิ่งขึ้น ในการแก้ไขหรือลบวัสดุ ให้เลือกบรรทัดรายการที่สอดคล้องกันเท่านั้น สำหรับการเพิ่มวัสดุใหม่ ให้เลือกบรรทัดว่างแล้วป้อนค่าคุณสมบัติที่จำเป็น
การเข้าใจอย่างลึกซึ้งเกี่ยวกับค่าเอกซ์โพเนนต์การแข็งตัวจากการเครียด (strain hardening exponent) และการจัดการข้อมูลวัสดุ คือกุญแจสำคัญในการดำเนินการขึ้นรูปโลหะอย่างแม่นยำและสม่ำเสมอด้วย DELEM DA-69T
ฟังก์ชันการสำรองข้อมูลและการกู้คืน
โหมดการตั้งค่า DELEM DA-69T มีความสามารถในการสำรองข้อมูลและการกู้คืนที่แข็งแกร่ง เพื่อปกป้องความสมบูรณ์ของข้อมูลและรับประกันการดำเนินงานของเครื่องดัดโลหะ (press brake) อย่างต่อเนื่อง ระบบรองรับการสำรองข้อมูลและการกู้คืนข้อมูลผลิตภัณฑ์และข้อมูลแม่พิมพ์ในรูปแบบไฟล์ DLC ซึ่งเข้ากันได้กับโมเดลควบคุม DELEM รุ่นเก่า ทำให้สามารถปกป้องข้อมูลการปฏิบัติงานที่สำคัญได้อย่างยืดหยุ่นและไม่ยุ่งยาก
การสำรองข้อมูลและการกู้คืนสามารถทำได้ผ่านสื่อบันทึกต่าง ๆ (เช่น แฟลชไดรฟ์ USB หรือที่จัดเก็บข้อมูลผ่านเครือข่าย) ตามการเชื่อมต่อที่มีอยู่บนเครื่องผู้ใช้สามารถสร้างและเลือกไดเรกทอรีที่กำหนดเองได้ตามต้องการ โดยมีตำแหน่งที่จัดเก็บแยกต่างหากสำหรับข้อมูลผลิตภัณฑ์และข้อมูลแม่พิมพ์ เพื่อให้การจัดการไฟล์เป็นระเบียบเรียบร้อย
4.1 การสำรองข้อมูลผลิตภัณฑ์
เพื่อสำรองโปรแกรมการผลิตไปยังอุปกรณ์จัดเก็บภายนอก:
1. ไปที่แท็บ การสำรองข้อมูล/การกู้คืน (Backup/restore) และเลือก ผลิตภัณฑ์ (products) ในส่วนการสำรองข้อมูล (Backup)
2. หลังจากตั้งค่าไดเรกทอรีสำรองข้อมูลเริ่มต้นแล้ว หน้าจอการสำรองข้อมูลผลิตภัณฑ์จะปรากฏขึ้น โดยมีฟังก์ชันหลักดังต่อไปนี้:
○ การแสดงสินค้า: สินค้าทั้งหมดในไดเรกทอรีต้นทางที่เลือกจะถูกรายการไว้ ซึ่งสะท้อนตัวเลือกการมองเห็นในโหมดสินค้า เพื่อการนำทางที่เข้าใจง่าย
○ การมองเห็นตำแหน่ง: ส่วนบนของหน้าจอแสดงไดเรกทอรีต้นทางปัจจุบันและตำแหน่งสำรองที่กำหนดไว้ เพื่อให้มั่นใจว่าการจัดการไฟล์มีความโปร่งใสอย่างสมบูรณ์
○ การสำรองข้อมูลแบบเลือกสรร: แตะที่สินค้าเพื่อทำเครื่องหมายว่าจะสำรองข้อมูล (เครื่องหมายสำรองข้อมูลจะยืนยันการเลือก) หากมีชื่อสินค้าซ้ำกันอยู่ในตำแหน่งสำรองข้อมูล ระบบจะแจ้งเตือนผู้ใช้ให้ยืนยันการเขียนทับ
○ การสำรองข้อมูลแบบกลุ่ม: ฟังก์ชัน 'ทั้งหมด' ช่วยให้สามารถสำรองข้อมูลสินค้าทั้งหมดที่แสดงไว้ด้วยการคลิกเพียงครั้งเดียว ทำให้การปกป้องข้อมูลสำหรับไฟล์หลายไฟล์เป็นไปอย่างมีประสิทธิภาพ
○ การนำทางไดเรกทอรีต้นทาง: ใช้ 'ไดเรกทอรีต้นทาง' เพื่อเปิดตัวเลือกเรียกดูไดเรกทอรี และเลือกตำแหน่งต้นทางอื่นสำหรับสินค้า
○ การนำทางไดเรกทอรีสำรองข้อมูล: ใช้ 'ไดเรกทอรีสำรองข้อมูล' เพื่อปรับเปลี่ยนตำแหน่งที่เก็บปลายทางสำหรับสินค้าที่ถูกสำรองข้อมูล
4.2 การกู้คืนสินค้า
ในการกู้คืนโปรแกรมการผลิตกลับสู่หน่วยควบคุม:
1. ไปที่แท็บ การสำรองข้อมูล/กู้คืน แล้วเลือกผลิตภัณฑ์ในส่วนการกู้คืน
2. หลังจากตั้งค่าไดเรกทอรีเริ่มต้นสำหรับการกู้คืนแล้ว หน้าจอการกู้คืนผลิตภัณฑ์จะโหลดขึ้นพร้อมคุณสมบัติหลักดังนี้
○ การแสดงผลที่ใช้งานง่าย: ผลิตภัณฑ์ในไดเรกทอรีที่เลือกสำหรับการกู้คืนจะแสดงในรูปแบบเดียวกับโหมดผลิตภัณฑ์ เพื่อให้ระบุได้อย่างง่ายดาย
○ การมองเห็นแหล่งที่มา/ปลายทาง: ส่วนบนของหน้าจอแสดงตำแหน่งหน่วยควบคุมที่เป็นแหล่งที่มาและปลายทางของการกู้คืนในปัจจุบัน
○ การปรับแต่งไดเรกทอรี: ใช้ 'ไดเรกทอรีการกู้คืน' เพื่อเลือกแหล่งที่มาอื่น และใช้ 'ไดเรกทอรีปลายทาง' เพื่อเลือกตำแหน่งปลายทางบนหน่วยควบคุม
○ การกู้คืนแบบเลือกสรร: แตะที่ผลิตภัณฑ์เพื่อทำเครื่องหมายว่าจะทำการกู้คืน (จะปรากฏเครื่องหมายยืนยัน) หากมีไฟล์ซ้ำอยู่บนหน่วยควบคุม ระบบจะแจ้งเตือนผู้ใช้ให้ยืนยันการเขียนทับ
4.3 การสำรองข้อมูลเครื่องมือ
เพื่อสำรองข้อมูลเครื่องมือ (หัวเจาะ แม่พิมพ์ รูปร่างเครื่องจักร) ไปยังอุปกรณ์จัดเก็บข้อมูลภายนอก:
1. ไปที่แท็บ การสำรองข้อมูล/กู้คืน แล้วเลือกเครื่องมือในส่วนการสำรองข้อมูล
2. หลังจากตั้งค่าไดเรกทอรีสำรองข้อมูลเริ่มต้นแล้ว หน้าจอการสำรองข้อมูลของเครื่องมือจะโหลดขึ้นมา ขั้นตอนการสำรองข้อมูลนั้นสอดคล้องกับขั้นตอนการสำรองข้อมูลผลิตภัณฑ์ โดยมีฟีเจอร์การสำรองข้อมูลแบบเลือกเฉพาะหรือแบบกลุ่ม (selective/batch backup) และการนำทางไปยังไดเรกทอรีเช่นเดียวกัน
4.4 การกู้คืนเครื่องมือ
การกู้คืนเครื่องมือใช้ขั้นตอนเดียวกันอย่างแม่นยำกับการกู้คืนผลิตภัณฑ์ ทั้งในด้านเลย์เอาต์ของอินเทอร์เฟซ ตัวเลือกปรับแต่งไดเรกทอรี และฟังก์ชันแจ้งเตือนเมื่อมีไฟล์ซ้ำ
4.5 การสำรองข้อมูลและกู้คืนตารางข้อมูลและการตั้งค่า
แท็บ 'การสำรองข้อมูล/การกู้คืน' มีฟังก์ชันเฉพาะสำหรับการสำรองข้อมูลการตั้งค่าเฉพาะผู้ใช้และตารางระบบ โดยมีขั้นตอนเหมือนกับการสำรองข้อมูลและการกู้คืนผลิตภัณฑ์และเครื่องมือ ฟังก์ชัน 'ทั้งหมด' (All) จะดำเนินการทั้งกระบวนการโดยอัตโนมัติแบบลำดับขั้นตอน—ทั้งการสำรองข้อมูลหรือการกู้คืน ผลิตภัณฑ์ + เครื่องมือ + ตารางข้อมูล + การตั้งค่า ในขั้นตอนเดียวเพื่อประสิทธิภาพสูงสุด
4.6 การสำรองข้อมูลตามกำหนดเวลาโดยอัตโนมัติ
เพื่อให้มั่นใจว่าการป้องกันข้อมูลจะเป็นไปอย่างสม่ำเสมอและไม่ต้องมีการดำเนินการด้วยตนเอง โหมดการตั้งค่า DELEM DA-69T จึงมีฟีเจอร์การสำรองข้อมูลตามกำหนดเวลาโดยอัตโนมัติ:
1. ไปที่ตัวเลือกการจัดตารางเวลาสำรองข้อมูลในแท็บ การสำรองข้อมูล/การกู้คืน
2. ตั้งค่าช่วงเวลาสำรองข้อมูล (1 ถึง 31 วัน) สำหรับการดำเนินการสำรองข้อมูลอัตโนมัติทั้งหมด
3. เมื่อถึงเวลาที่กำหนดไว้และเครื่องอยู่ในสถานะไม่ทำงาน ระบบจะแจ้งให้ผู้ใช้เลือกว่าจะดำเนินการสำรองข้อมูลทันที หรือเลื่อนออกไป (พร้อมตั้งการแจ้งเตือนใหม่ภายใน 1 ถึง 24 ชั่วโมง)
4. ผู้ใช้สามารถระบุตำแหน่งที่เก็บข้อมูลสำรองเริ่มต้นที่ต้องการสำหรับการสำรองข้อมูลที่จัดตารางไว้ทั้งหมด
คุณลักษณะอัตโนมัตินี้ช่วยทำให้การจัดการข้อมูลเป็นไปอย่างราบรื่น และรับประกันว่าข้อมูลการปฏิบัติงานที่สำคัญจะได้รับการปกป้องอย่างสม่ำเสมอโดยไม่ต้องดำเนินการด้วยตนเอง
4.7 การนำทางไดเรกทอรี
การเลือกไดเรกทอรีสำรองข้อมูลจะเปิดหน้าต่างเฉพาะที่แสดงรายการไดเรกทอรีสำรองข้อมูลทั้งหมดที่มีอยู่ พร้อมด้วยเครื่องมือการนำทางที่ใช้งานง่ายสำหรับการจัดการโครงสร้างการจัดเก็บ:
• เรียกดูซับไดเรกทอรี: แตะไอคอนจุดเพื่อเปิดและดูเนื้อหาของซับไดเรกทอรี
• ย้อนกลับขึ้นระดับ: แตะไอคอน (PARENT) เพื่อย้ายขึ้นไปหนึ่งระดับของไดเรกทอรี; ทำซ้ำตามต้องการเพื่อไปยังระดับสูงสุดสำหรับการเปลี่ยนอุปกรณ์
• การเลือกอุปกรณ์: ที่ระดับบนสุด ให้เลือกอุปกรณ์จัดเก็บข้อมูลที่ต้องการ (เช่น USB, เครือข่าย) แล้วเลือกโฟลเดอร์ย่อยที่เกี่ยวข้อง
• การจัดเก็บข้อมูลผ่านเครือข่าย: เมื่อมีการเชื่อมต่อเครือข่ายที่ใช้งานได้ ให้เลือก 'Network' (เครือข่าย) แล้วเลือกปริภูมิเครือข่าย (network volume) ที่พร้อมใช้งาน (การนำทางจะเหมือนกับการจัดการอุปกรณ์ในเครื่อง)
• การจัดการโฟลเดอร์ย่อย: สร้างหรือลบโฟลเดอร์ย่อยโดยใช้ตัวเลือก 'Make Subdir' (สร้างโฟลเดอร์ย่อย) และ 'Remove Subdir' (ลบโฟลเดอร์ย่อย) โดยแตะที่โฟลเดอร์ย่อยใด ๆ เพื่อเลือกเป็นตำแหน่งที่ใช้สำรองข้อมูล
การนำทางโฟลเดอร์อย่างมีประสิทธิภาพช่วยให้ข้อมูลสำรองจัดระเบียบเรียบร้อยและเข้าถึงได้ง่าย ซึ่งเป็นหลักการสำคัญของการจัดการข้อมูลอย่างมีประสิทธิผลสำหรับการดำเนินงานเครื่องดัดโลหะ (press brake)
การตั้งค่าโปรแกรม
โหมดการตั้งค่า DELEM DA-69T มีฐานข้อมูลการปรับค่ามุมอย่างครอบคลุมและพารามิเตอร์การเขียนโปรแกรมขั้นสูง ซึ่งช่วยเพิ่มความแม่นยำในการดัดและความสม่ำเสมอในการปฏิบัติงาน คุณสมบัติหลัก ได้แก่:
การเปิดใช้งานฐานข้อมูลการปรับค่ามุม
การเปิดใช้งานการตั้งค่านี้จะบันทึกค่าการปรับมุมทั้งหมดที่ป้อนระหว่างการผลิต (โหมดอัตโนมัติ) ลงในฐานข้อมูลเฉพาะ การปรับมุมสำหรับการโค้งแต่ละแบบจะถูกเก็บไว้เพื่อใช้งานในอนาคต ซึ่งช่วยให้มั่นใจได้ถึงความสอดคล้องกันในการดำเนินโครงการที่เหมือนกันหรือคล้ายคลึงกัน และลดเวลาในการตั้งค่า
คำแนะนำการปรับโดยอัตโนมัติ
ระหว่างการผลิต หน่วยควบคุมจะตรวจสอบฐานข้อมูลเพื่อหาค่าการปรับที่มีอยู่แล้วสำหรับการโค้งที่คล้ายคลึงกัน:
• การโค้งที่ตรงกันทุกประการจะทำให้ระบบเสนอคำแนะนำการปรับโดยอัตโนมัติ
• การโค้งที่มีค่ามุมต่างจากค่าที่จัดเก็บไว้ไม่เกิน 10° จะได้รับคำแนะนำการปรับที่คำนวณผ่านการแทรกค่า (interpolation)
• จะไม่มีการเสนอคำแนะนำใดๆ หากค่าการปรับสำหรับการโค้งที่อยู่ติดกันมีความแตกต่างกันมากกว่า 5° (เพื่อหลีกเลี่ยงการปรับที่ไม่แม่นยำ)
โปรแกรมการปรับมุมเริ่มต้น หมิง
พารามิเตอร์นี้ช่วยให้สามารถปรับมุมเริ่มต้นได้เล็กน้อย ซึ่งจะมองเห็นได้เฉพาะในหน้าการปรับค่าเท่านั้นเมื่อใช้งานในโหมดอัตโนมัติ ตัวอย่างเช่น การปรับฐานที่ -8° สามารถปรับเพิ่มเติมด้วยการปรับเริ่มต้นที่ -6° ทำให้ค่าการปรับที่แสดงผลเปลี่ยนเป็น -2° โดยไม่ส่งผลต่อค่าการปรับโดยรวมที่มีผลจริง
การเขียนโปรแกรมการปรับมุมทั่วไป
ใช้การปรับค่าทั่วโลกกับการโค้งทั้งหมดในโปรแกรมหนึ่งๆ (ไม่จัดเก็บไว้ในฐานข้อมูลการปรับมุม) สามารถเปิดใช้งานสำหรับการปรับแกนเดียว (G-corr. α1) หรือการปรับสองแกน (G-corr. α1 และ α2) (การตั้งค่าเริ่มต้น)
การจัดเก็บการปรับมุมในโหมดแมนนวล
เปิดใช้งานการบันทึกค่าการปรับมุมที่กำหนดไว้ในโหมดแมนนวล ซึ่งสามารถนำไปใช้กับการเขียนโปรแกรมในโหมดอัตโนมัติต่อไปเพื่อเพิ่มความแม่นยำในการดัด
พารามิเตอร์การเขียนโปรแกรมการปรับค่า
• การปรับมุม: เลือกระหว่างการคัดลอกค่าเดลตา การคงค่าเดลตาที่คงที่ หรือการปรับแต่งอย่างอิสระสำหรับการปรับมุมระหว่างการผลิต (ค่าเริ่มต้น: คัดลอกการปรับ)
• การปรับค่า X: สำหรับแกน CX1 และ CX2 ให้เลือกได้ระหว่างการคัดลอกค่าการปรับค่า การรักษาค่าเดลต้า หรือการปรับแต่งแบบอิสระ (ซึ่งสอดคล้องกับตัวเลือกการปรับมุม)
การเขียนโปรแกรมแบบอิสระของแกน Y1/Y2
เปิดใช้งานการเขียนโปรแกรมแบบอิสระสำหรับแกน Y1 และ Y2 เพื่อควบคุมด้วยความแม่นยำสูงสุด (ค่าเริ่มต้น: การเขียนโปรแกรมแบบแกนเดียวเพื่อการใช้งานที่เรียบง่าย)
รหัสเครื่องจักรและคำอธิบาย
กำหนดรหัสประจำเครื่องที่ไม่ซ้ำกันและชื่อที่ระบุลักษณะของเครื่องแต่ละเครื่องภายในโรงงาน เพื่อ:
• ป้องกันข้อผิดพลาดในการเขียนโปรแกรมเมื่อโหลดข้อมูลจากสำเนาสำรอง
• ทำให้การดำเนินงานและการจัดระเบียบโปรไฟล์เป็นไปอย่างราบรื่นในเครื่องที่ควบคุมด้วย DELEM หลายเครื่อง
คุณสมบัติการเขียนโปรแกรมเฉพาะจุดเหล่านี้ แสดงให้เห็นถึงความหลากหลายของ DELEM DA-69T โดยตรง ซึ่งช่วยยกระดับความแม่นยำและผลผลิตของเครื่องดัดโลหะสำหรับงานการผลิตชิ้นส่วนโลหะที่ซับซ้อน
ค่าเริ่มต้น
ค่าเริ่มต้นกำหนดพารามิเตอร์เริ่มต้นสำหรับฟังก์ชันทั้งหมดของเครื่องดัดโลหะ ช่วยให้การเขียนโปรแกรมเป็นไปอย่างรวดเร็วและรับประกันความสอดคล้องในการปฏิบัติงาน — ซึ่งเป็นคุณสมบัติสำคัญในการเพิ่มประสิทธิภาพของเครื่อง ค่าเริ่มต้นที่สำคัญ ได้แก่:
ค่าเริ่มต้นของการเปิดแกน Y
กำหนดค่าเริ่มต้นของการเปิดแกน Y ในการทำงานแบบโปรแกรม เพื่อลดการป้อนพารามิเตอร์ด้วยตนเองสำหรับโปรแกรมใหม่ และเร่งความเร็วกระบวนการตั้งค่า
ความเร็วในการกดแบบเริ่มต้น
กำหนดความเร็วในการกดเริ่มต้นมาตรฐานสำหรับโปรแกรมทั้งหมดที่สร้างขึ้นใหม่ เพื่อให้มั่นใจว่าการดำเนินงานจะสอดคล้องกันตลอดการผลิต
เวลาที่รอการถอยกลับแบบเริ่มต้น
กำหนดพฤติกรรมการถอยกลับของหน่วยควบคุมในโปรแกรมการดัด (ค่าเริ่มต้น: ใช่ ซึ่งตั้งค่าระหว่างขั้นตอนโพสต์โพรเซสซิ่งและการเขียนโปรแกรม) เพื่อทำให้ลำดับการปฏิบัติงานราบรื่นยิ่งขึ้นด้วยช่วงเวลาการถอยกลับที่สอดคล้องกัน
รหัสการเปลี่ยนขั้นตอนแบบเริ่มต้น
ระบุช่วงเวลาที่การเปลี่ยนขั้นตอนเกิดขึ้นในโปรแกรมการดัด (ค่าเริ่มต้น: UDP โดยมีคำอธิบายโดยละเอียดอยู่ในหน้าข้อมูลเสริมภายใต้โหมดโปรแกรม) เพื่อให้สามารถดำเนินการผ่านขั้นตอนการดัดได้อย่างมีโครงสร้างและแม่นยำ
ระยะเวลาหน่วงแบบเริ่มต้น
ตั้งค่าล่วงหน้าสำหรับระยะเวลาที่แกน X หยุดรอระหว่างการเปลี่ยนขั้นตอน เพื่อรองรับความต้องการในการจัดการชิ้นงาน ทำให้สามารถเพิ่มช่วงหยุดที่จำเป็นได้อย่างยืดหยุ่น เพื่อเพิ่มความแม่นยำและประสิทธิภาพในการจัดการวัสดุ
เวลาหยุดนิ่งเริ่มต้น
กำหนดเวลาหยุดนิ่งมาตรฐานสำหรับโปรแกรมการดัด ซึ่งช่วยให้สามารถควบคุมการดัดได้โดยการหยุดเครื่องไว้ที่ขั้นตอนสำคัญต่าง ๆ ของการดัด
มุมก่อนดัดเริ่มต้น
ตั้งค่ามุมก่อนดัดเริ่มต้นสำหรับผลิตภัณฑ์แบบกราฟิก เพื่อสนับสนุนการคำนวณมุมก่อนดัดอย่างแม่นยำ และการสร้างการดัดที่แม่นยำ
ค่าเปิดขอบพับเริ่มต้น
ให้ค่าเริ่มต้นสำหรับการจัดตำแหน่งขอบพับในการดัดแบบขอบพับ (ค่าเริ่มต้น: 0.00 มม.) เพื่อให้มั่นใจว่าไม่มีช่องว่างระหว่างขอบพับ และการสร้างขอบพับที่แม่นยำ
ขนาดเริ่มต้น
กำหนดว่าภาพวาดผลิตภัณฑ์แบบกราฟิกจะใช้ขนาดภายนอกหรือขนาดภายใน (D1) ซึ่งช่วยเพิ่มความแม่นยำของภาพวาดโดยการระบุความชอบเกี่ยวกับขนาดล่วงหน้า
ด้วยการเข้าใจและปรับแต่งค่าเริ่มต้นเหล่านี้ให้สอดคล้องกับความต้องการการผลิตเฉพาะ ผู้ใช้สามารถเพิ่มประสิทธิภาพการตั้งค่าเครื่องจักร และบรรลุการดำเนินงานเครื่องดัดโลหะ (Press Brake) ที่มีประสิทธิภาพมากขึ้นและสม่ำเสมอมากขึ้น
การตั้งค่าการคำนวณ
การจัดการค่าเบี่ยงเบนจากการดัด (Bend Allowance) เป็นหัวใจสำคัญของแท็บ 'การตั้งค่าการคำนวณ' ซึ่งเป็นฟีเจอร์ที่จำเป็นอย่างยิ่งสำหรับการดำเนินการดัดอย่างแม่นยำ ค่าเบี่ยงเบนจากการดัดจะปรับตำแหน่งแกน X เพื่อชดเชยการหดตัวของแผ่นโลหะหลังการดัด และระบบควบคุม DELEM DA-69T มีตัวเลือกการคำนวณและการปรับค่าที่ยืดหยุ่น
การคำนวณค่าเบี่ยงเบนจากการดัด (Bend Allowance Computation)
มีวิธีหลักสองวิธีสำหรับการคำนวณค่าเบี่ยงเบนจากการดัด:
• การคำนวณ: หน่วยควบคุมใช้สูตรมาตรฐานในตัวเพื่อคำนวณค่าเบี่ยงเบนจากการดัดโดยอัตโนมัติ ซึ่งให้ค่าเริ่มต้นที่เชื่อถือได้สำหรับการดัดทุกประเภท
• ตารางข้อมูล: ใช้ตารางค่าเบี่ยงเบนจากการดัดที่ตั้งค่าไว้ล่วงหน้าบนหน่วยควบคุม เพื่อให้ได้ค่าการปรับที่กำหนดไว้ล่วงหน้า ซึ่งช่วยเพิ่มความแม่นยำสำหรับวัสดุและพารามิเตอร์การดัดเฉพาะ
การเตรียมข้อมูลและการปรับค่าเบี่ยงเบนจากการดัด
เปิดหรือปิดการปรับค่าเบี่ยงเบนจากการดัดขณะเตรียมข้อมูลโปรแกรม โดยมีผลกระทบต่อการปฏิบัติงานที่ชัดเจน:
• ปิดการปรับค่า: ไม่มีการนำค่าชดเชยการงอ (bend allowance) มาใช้ในการเขียนโปรแกรมเชิงตัวเลข — เหมาะสำหรับโครงการที่พารามิเตอร์เริ่มต้นสอดคล้องกับข้อกำหนดด้านความแม่นยำ
• เปิดการปรับค่า: มีการรวมค่าชดเชยการงอไว้ในการเขียนโปรแกรมเชิงตัวเลข เพื่อให้มั่นใจว่าการปรับแกนต่างๆ จะมีความแม่นยำสอดคล้องกับค่าที่คำนวณได้ ค่าการปรับทั้งหมดจะถูกบันทึกไว้และสามารถตรวจสอบย้อนกลับได้ในโหมดการผลิต
หมายเหตุ: การตั้งค่านี้มีผลเฉพาะต่อการเขียนโปรแกรมผลิตภัณฑ์เท่านั้น ส่วนการประมวลผลหลัง (post-processing) ในโหมดการวาดภาพ (Drawing Mode) จะทำการรวมค่าชดเชยการงอไว้โดยอัตโนมัติในการคำนวณโปรแกรม CNC สำหรับการวาดลำดับขั้นตอน
การแก้ไขตารางค่าชดเชยการงอ
สำหรับตารางค่าชดเชยการงอที่มีอยู่แล้ว ให้เลือกพารามิเตอร์ 'ตารางค่าชดเชยการงอที่ใช้งานอยู่' (Active Bend Allowance Table) เพื่อเปิดหน้าต่างการแก้ไขเฉพาะทาง คุณสมบัติการจัดการตารางประกอบด้วย:
• การแก้ไขฟิลด์: ใช้ปุ่ม Tab เพื่อเลือกฟิลด์ในรายการของตาราง ป้อนค่าใหม่ แล้วกด ENTER เพื่อบันทึกการเปลี่ยนแปลง
• ข้อจำกัดของตาราง: ไม่สามารถสร้างตารางใหม่โดยตรงในโหมดการตั้งค่า (Settings Mode) ได้ — สามารถแก้ไขตารางที่โหลดไว้ล่วงหน้าเท่านั้น
• ตารางการโหลด: เลือก 'โหลดตาราง' เพื่อไปยังตำแหน่งไฟล์และโหลดตารางค่าการหดตัวจากการดัด (bend allowance table) ที่มีอยู่ก่อนแล้ว
• ข้อมูลอ้างอิง: สำหรับรายละเอียดตารางโดยละเอียด โปรดดูคู่มือตารางค่าการหดตัวจากการดัดเฉพาะของ DELEM
พารามิเตอร์การคำนวณเพิ่มเติม
• ปัจจัยแรงกดลง (Bottoming Force Factor): แรงกดลงจะถูกคำนวณโดยนำแรงดัดแบบอากาศ (air bend force) มาคูณด้วยปัจจัยนี้ เพื่อให้มั่นใจว่าการประยุกต์ใช้แรงในการดัดแบบกดลง (bottoming bend) มีความแม่นยำ
• การปรับระยะทาง Z (Z-Distance Adjustment): กำหนดระยะทางที่วัดจากขอบนิ้วจับ (finger edge) ไปยังมุมแผ่นโลหะ โดยสำหรับเครื่องจักรที่มีแกน Z อัตโนมัติ ตำแหน่งของนิ้วจับจะถูกคำนวณโดยอัตโนมัติสัมพันธ์กับปลายแผ่นโลหะ เพื่อให้ได้ความแม่นยำและประสิทธิภาพสูงสุด
คุณสมบัติการคำนวณเหล่านี้ช่วยให้สามารถปรับแต่งการคำนวณการดัดได้อย่างลึกซึ้ง ซึ่งส่งผลโดยตรงต่อความแม่นยำของระบบ DELEM DA-69T สำหรับความต้องการงานขึ้นรูปโลหะที่เฉพาะเจาะจง
การตั้งค่าการผลิต
แท็บการตั้งค่าการผลิตนำเสนอชุดการกำหนดค่าขั้นสูงที่ช่วยเพิ่มประสิทธิภาพความสามารถในการผลิตของเครื่องดัดโลหะ (press brake) โดยมุ่งเน้นที่ความแม่นยำ ความปลอดภัย และประสิทธิภาพในการปฏิบัติงาน คุณสมบัติหลัก ได้แก่:
โหมดนับสต๊อก
จัดการรอบการผลิตผ่านตัวนับสต๊อกที่สามารถปรับแต่งได้ (นับขึ้นหรือนับลง):
• การนับลง: เหมาะสำหรับการบรรลุเป้าหมายการผลิตที่กำหนดไว้ล่วงหน้า—เครื่องจะหยุดทำงานโดยอัตโนมัติเมื่อถึงจำนวนเป้าหมายที่ตั้งไว้
• การนับขึ้น: ใช้สำหรับติดตามความก้าวหน้าของการผลิต โดยจะเพิ่มค่าขึ้นทีละหนึ่งหน่วยในแต่ละรอบการผลิตที่เสร็จสมบูรณ์
โหมดเปลี่ยนการดัดอัตโนมัติ
ควบคุมการโหลดขั้นตอนต่อไปโดยอัตโนมัติสำหรับการดำเนินการดัด:
• เปิดใช้งาน: พารามิเตอร์การดัดชุดถัดไปจะถูกโหลดเข้ามาโดยอัตโนมัติ—ผู้ปฏิบัติงานจำเป็นเพียงกดปุ่มเริ่มเพื่อดำเนินการผลิตต่อ
• ปิดใช้งาน: ต้องเลือกและเปิดใช้งานขั้นตอนถัดไปด้วยตนเอง ซึ่งให้การควบคุมที่มากขึ้นแก่ผู้ปฏิบัติงานสำหรับการดัดที่มีความซับซ้อน
ค่าเบี่ยงเบนความขนาน
ตั้งค่าค่าความขนานทั่วโลกสำหรับแกน Y ของการเคลื่อนที่แบบสโตรก เพื่อให้มั่นใจว่ามีความขนานที่สม่ำเสมอระหว่างการผลิต — โดยเฉพาะอย่างยิ่งบริเวณจุดที่ถูกยึดแน่น ซึ่งมีความสำคัญต่อคุณภาพของรอยพับที่สม่ำเสมอ
ล็อกหน้าจอสัมผัสเมื่อเริ่มทำงาน
ล็อกหน้าจอสัมผัสระหว่างเครื่องกำลังทำงาน เพื่อป้องกันไม่ให้มีการปรับแต่งพารามิเตอร์โดยไม่ตั้งใจ ซึ่งช่วยเพิ่มความปลอดภัยในการปฏิบัติงานอย่างมีนัยสำคัญ และลดข้อผิดพลาดในการผลิตที่ก่อให้เกิดค่าใช้จ่ายสูง
การปรับค่าแรงดันและการยึดชิ้นงาน
• การปรับค่าแรงดัน: ปรับแรงที่วาล์วควบคุมแรงดันกระทำ เพื่อควบคุมแรงอย่างแม่นยำในระหว่างการพับ
• การปรับค่าการยึดชิ้นงาน: ปรับตำแหน่งของคานเพื่อให้มั่นใจว่าแผ่นวัสดุถูกยึดแน่นอย่างมั่นคง ซึ่งเป็นข้อกำหนดพื้นฐานสำหรับการพับที่แม่นยำและสม่ำเสมอ
การปรับค่าการรองรับชิ้นงาน
• ความเร็วคืนค่าเริ่มต้น: ตั้งค่าความเร็วที่อุปกรณ์รองรับชิ้นงานจะถดถอยหลังจากเสร็จสิ้นการพับ
• มุมเพิ่มเติม: ให้การปรับมุมเพิ่มเติมในระหว่างขั้นตอนการปล่อยแรงดัน เพื่อให้สามารถจัดการและจัดวางวัสดุได้อย่างแม่นยำ
มาตรการความปลอดภัยสำหรับแกน X และแกน Z
สำคัญต่อการป้องกันการชนกันระหว่างเครื่องมือและเครื่องจักร:
• ค่าชดเชยความปลอดภัยแกน X: กำหนดโซนความปลอดภัยเฉพาะสำหรับแกน X เพื่อหลีกเลี่ยงการชนกับหัวเจาะ (punches), แม่พิมพ์ (dies) และเครื่องมืออื่นๆ
• ตำแหน่ง X ระหว่างกลางสำหรับการเคลื่อนที่ตามแกน Z: กำหนดตำแหน่งชั่วคราวบนแกน X ที่ปลอดภัย เพื่อให้การเคลื่อนที่ตามแกน Z เป็นไปอย่างราบรื่น—ซึ่งจำเป็นอย่างยิ่งเมื่อใช้แม่พิมพ์หลายขนาด
• ตำแหน่ง R ระหว่างกลางสำหรับการเคลื่อนที่ตามแกน X: กำหนดตำแหน่งชั่วคราวบนแกน R เพื่อป้องกันไม่ให้แม่พิมพ์เกิดการขัดขวางกันระหว่างการเคลื่อนที่ตามแกน X
การแสดงหมายเหตุ
ตั้งค่าเครื่องจักรให้แสดงหมายเหตุขั้นตอนการดัดโดยอัตโนมัติในโหมดอัตโนมัติ (Auto Mode) เพื่อให้ผู้ปฏิบัติงานสามารถเข้าถึงคำแนะนำที่สำคัญสำหรับแต่ละขั้นตอนการดัดได้แบบเรียลไทม์
การตั้งค่าการผลิตที่แข็งแกร่งเหล่านี้ช่วยยกระดับประสิทธิภาพของเครื่องดัดโลหะ (press brake) ทำให้ DELEM DA-69T เป็นเครื่องมือที่มีคุณค่าอย่างยิ่งสำหรับงานขึ้นรูปโลหะที่ต้องการความแม่นยำสูงและประสิทธิภาพสูง
การคำนวณเวลาการผลิต
การคำนวณเวลาในการผลิตเป็นองค์ประกอบสำคัญของการคำนวณลำดับการดัด โดยเวลาในการผลิตรวมสำหรับสินค้าหนึ่งชิ้นจะถูกกำหนดโดยความเร็วในการจัดตำแหน่งแกนและเวลาที่ใช้ในการจัดการสินค้า—ซึ่งทั้งสองปัจจัยนี้ได้รับอิทธิพลจากมิติทางกายภาพของสินค้า
สินค้าขนาดเล็ก (ในทิศทาง Z) ทำให้สามารถหมุนส่วนบน-ล่างได้อย่างรวดเร็ว ในขณะที่สินค้าที่ยืดยาว (ในทิศทาง X) ต้องใช้เวลาเพิ่มเติมในการจัดวางวัสดุใหม่ โหมดการตั้งค่า DELEM DA-69T รองรับสถานการณ์นี้โดยอนุญาตให้ผู้ใช้กำหนดค่าเวลาหมุนแบบเฉพาะเจาะจงผ่านตารางแยกต่างหาก ซึ่งจัดหมวดหมู่เวลาหมุนออกเป็นสี่ช่วงความยาว โดยใช้ค่าขอบเขตที่ผู้ใช้สามารถกำหนดเองได้สามค่า
ด้วยการปรับแต่งเวลาหมุนให้เหมาะสมกับช่วงขนาดสินค้าที่แตกต่างกัน ผู้ใช้สามารถปรับแต่งการตั้งค่าเครื่องจักรให้เหมาะสมกับทุกการผลิต—ส่งผลให้เพิ่มประสิทธิภาพโดยรวมและรับประกันความแม่นยำของเวลาในการดำเนินลำดับการดัด
การตั้งค่าเวลา
แท็บการตั้งค่าเวลาใช้สำหรับกำหนดค่าการแสดงผลและการปรับแต่งวันที่และเวลาบนหน่วยควบคุม DELEM DA-69T โดยมีการซิงค์อย่างสมบูรณ์กับระบบปฏิบัติการ Windows ที่ทำงานอยู่เบื้องหลัง:
• การแสดงเวลา: เลือกเพื่อแสดงทั้งวันที่และเวลา แสดงเฉพาะเวลา หรือไม่แสดงวันที่/เวลาเลยบนแผงหัวเรื่อง
• รูปแบบเวลา: เปลี่ยนระหว่างการแสดงเวลาแบบ 24 ชั่วโมง กับแบบ 12 ชั่วโมง
• รูปแบบวันที่: เลือกจากรูปแบบ dd-mm-yyyy, mm-dd-yyyy หรือ yyyy-mm-dd
• การปรับเวลา: อัปเดตวันที่และเวลาของระบบด้วยตนเอง — การเปลี่ยนแปลงจะถูกนำไปใช้โดยอัตโนมัติกับระบบปฏิบัติการ Windows ที่ทำงานอยู่บนหน่วยควบคุม
คำถามที่พบบ่อย (FAQ)
ฉันสามารถบันทึกโปรไฟล์การตั้งค่าแบบกำหนดเองในโหมดการตั้งค่า DELEM DA-69T ได้หรือไม่?
ได้ โหมดการตั้งค่า DELEM DA-69T รองรับการสร้างและจัดเก็บโปรไฟล์การตั้งค่าแบบกำหนดเอง คุณลักษณะนี้ช่วยให้สามารถสลับไปใช้การตั้งค่าต่าง ๆ ได้อย่างรวดเร็ว เพื่อให้สอดคล้องกับความต้องการในการผลิตเฉพาะแต่ละประเภท ซึ่งช่วยยกระดับประสิทธิภาพในการดำเนินงานอย่างมาก และลดระยะเวลาในการตั้งค่าเครื่องจักร
ฉันควรทำอย่างไรหากพบข้อผิดพลาดขณะอยู่ในโหมดการตั้งค่า DELEM DA-69T
หากเกิดข้อผิดพลาด ให้เริ่มต้นด้วยการใช้เครื่องมือวินิจฉัยที่มีอยู่ในเมนูการตั้งค่าเพื่อระบุและแก้ไขปัญหา หากยังคงมีปัญหาอยู่ โปรดอ้างอิงคู่มือผู้ใช้ทางการของ DELEM หรือติดต่อฝ่ายสนับสนุน JUGAO เพื่อรับความช่วยเหลือเพิ่มเติม
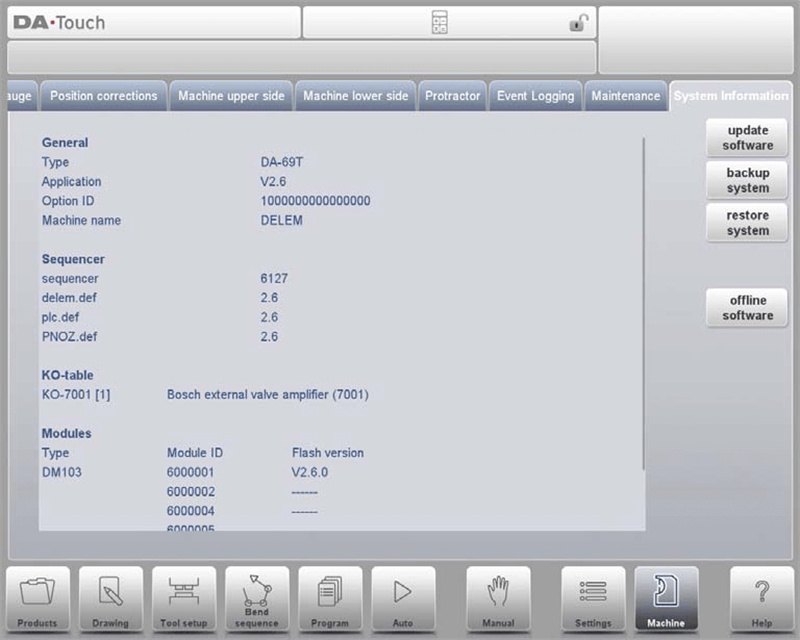
สามารถอัปเดตซอฟต์แวร์ได้ในโหมดการตั้งค่า DELEM DA-69T หรือไม่
ได้ โหมดการตั้งค่ามีตัวเลือกการอัปเดตซอฟต์แวร์โดยเฉพาะในส่วนการตั้งค่าระบบ ผู้ใช้สามารถตรวจสอบการอัปเดตเฟิร์มแวร์/ซอฟต์แวร์ที่มีอยู่และติดตั้งโดยตรง เพื่อให้หน่วยควบคุมทำงานด้วยเวอร์ชันล่าสุด ซึ่งจะได้รับฟีเจอร์ใหม่ๆ ที่ดีขึ้น ประสิทธิภาพที่สูงขึ้น และการอัปเดตด้านความปลอดภัย
บทสรุป
การเชี่ยวชาญคุณสมบัติหลักของโหมดการตั้งค่า DELEM DA-69T เป็นสิ่งจำเป็นอย่างยิ่งเพื่อเพิ่มประสิทธิภาพ ความแม่นยำ และความน่าเชื่อถือของการทำงานเครื่องดัดโลหะ (press brake) ให้สูงสุด โดยการศึกษาพารามิเตอร์ที่สามารถปรับแต่งได้ของระบบและปรับการตั้งค่าหน่วยควบคุมให้สอดคล้องกับความต้องการในการผลิตเฉพาะของคุณ คุณจะสามารถยกระดับประสิทธิภาพของเครื่องจักร ปรับปรุงคุณภาพของชิ้นงานที่ผลิตออกมารวมทั้งลดเวลาหยุดทำงานที่เกิดจากความผิดพลาดในการตั้งค่าหรือข้อผิดพลาดในการปฏิบัติงานซึ่งอาจก่อให้เกิดค่าใช้จ่ายสูง
เพื่อใช้ศักยภาพของ DELEM DA-69T ให้เกิดประโยชน์สูงสุด เราขอแนะนำให้คุณนำการตั้งค่าเหล่านี้ไปประยุกต์ใช้อย่างมีกลยุทธ์ พร้อมทั้งดำเนินการตรวจสอบอุปกรณ์เป็นประจำเพื่อรักษาประสิทธิภาพการทำงานในระดับที่ดีที่สุด หากคุณมีคำถามใด ๆ ต้องการคำแนะนำเพิ่มเติม หรือต้องการความช่วยเหลือด้านเทคนิค ทีมงาน JUGAO ยินดีให้ความช่วยเหลือเสมอ โปรดอย่าลังเลที่จะติดต่อเราเพื่อรับการสนับสนุนอย่างครอบคลุม หรือเพื่อสำรวจแหล่งทรัพยากรเพิ่มเติมที่จะช่วยยกระดับกระบวนการผลิตชิ้นส่วนโลหะของคุณให้ดียิ่งขึ้น

