















































การวิเคราะห์ฟังก์ชันหลักของโหมดการตั้งค่า DELEM DA-58T
สารบัญ
1. บทนำ
2. การตั้งค่าทั่วไป
3. การตั้งค่าวัสดุ
4. ฟังก์ชันการสำรองข้อมูลและการกู้คืนข้อมูล
○ การสำรองข้อมูลผลิตภัณฑ์
○ การกู้คืนข้อมูลผลิตภัณฑ์
○ การสำรองข้อมูลเครื่องมือ
○ การกู้คืนข้อมูลเครื่องมือ
○ การสำรองและกู้คืนข้อมูลตารางและการตั้งค่า
○ การดำเนินการนำทางไดเรกทอรี
5. การตั้งค่าโปรแกรม
6. การตั้งค่าค่าเริ่มต้นและการคำนวณ
○ การกำหนดค่าค่าเริ่มต้นพื้นฐาน
○ การตั้งค่าพารามิเตอร์หลักสำหรับการคำนวณ
7. การตั้งค่าการผลิต
8. การตั้งค่าเวลาและเครือข่าย
○ การคำนวณเวลาการผลิต
○ การตั้งค่าเวลาพื้นฐาน
○ การกำหนดค่าเครือข่าย (มีให้ใช้งานเฉพาะหลังจากติดตั้งตัวเลือกเครือข่ายแล้ว)
9. คำถามที่พบบ่อย (FAQ)
○ วิธีการเพิ่มประสิทธิภาพการทำงานของเครื่องดัดโลหะ (Press Brake) ผ่านโหมดการตั้งค่า (Settings Mode) ของระบบควบคุม DELEM DA-58T
○ วิธีการกำหนดขอบเขตขีดจำกัดความยาวในโหมดการตั้งค่า (Settings Mode) ของ DELEM DA-58T
10. สรุป
บทความนี้นำเสนอการวิเคราะห์อย่างลึกซึ้งเกี่ยวกับคุณสมบัติเชิงฟังก์ชันของโหมดการตั้งค่า (Settings Mode) ภายในระบบควบคุมเครื่องดัดโลหะ DELEM DA-58T โดยอธิบายคุณลักษณะหลักของการกำหนดค่า (core configuration attributes) อย่างละเอียด รวมทั้งวิธีที่การตั้งค่าเหล่านี้สามารถช่วยยกระดับประสิทธิภาพในการดำเนินงานและความแม่นยำในการประมวลผลของเครื่องดัดโลหะ ไม่ว่าเป้าหมายของคุณจะเป็นการเพิ่มประสิทธิภาพของอุปกรณ์ หรือการปรับแต่งกระบวนการปฏิบัติงานให้สอดคล้องกับความต้องการจริงของการแปรรูปโลหะ การเรียนรู้และเข้าใจฟังก์ชันต่าง ๆ ของโหมดการตั้งค่านี้จึงถือเป็นสิ่งสำคัญยิ่ง บทความนี้จะอธิบายประเด็นหลักของโหมดการตั้งค่า (Settings Mode) ของ DELEM DA-58T อย่างชัดเจนและกระชับ เพื่อช่วยให้คุณสามารถใช้ศักยภาพของอุปกรณ์ได้อย่างเต็มที่
คําบรรยาย

ระบบควบคุม DELEM DA-58T สามารถเปลี่ยนไปสู่โหมดการตั้งค่าได้โดยการคลิกปุ่มนำทาง 'การตั้งค่า' บนแผงควบคุมอุปกรณ์ โหมดนี้ทำหน้าที่เป็นศูนย์กลางหลักสำหรับการกำหนดค่า ซึ่งช่วยให้สามารถตั้งค่าค่าเริ่มต้นและพารามิเตอร์ข้อจำกัดเฉพาะต่างๆ ที่จำเป็นสำหรับการเขียนโปรแกรมผลิตภัณฑ์ได้อย่างเป็นเอกภาพ และยังเป็นจุดเข้าใช้งานสำคัญสำหรับการปรับแต่งเครื่องดัดโลหะแบบเฉพาะบุคคล
พารามิเตอร์ทั้งหมดในโหมดการตั้งค่าจะถูกแบ่งออกเป็นแท็บต่างๆ ตามหน้าที่การทำงาน และรองรับการเลื่อนแนวนอนเพื่อสลับแท็บ ผู้ใช้เพียงคลิกที่แท็บที่เกี่ยวข้องและรายการพารามิเตอร์เฉพาะเจาะจง เพื่อทำการปรับค่าต่างๆ ได้ครบถ้วน ตรรกะการดำเนินการเรียบง่ายและเข้าใจได้ง่าย จึงช่วยลดขั้นตอนและความซับซ้อนในการกำหนดค่าพารามิเตอร์ลงอย่างมาก
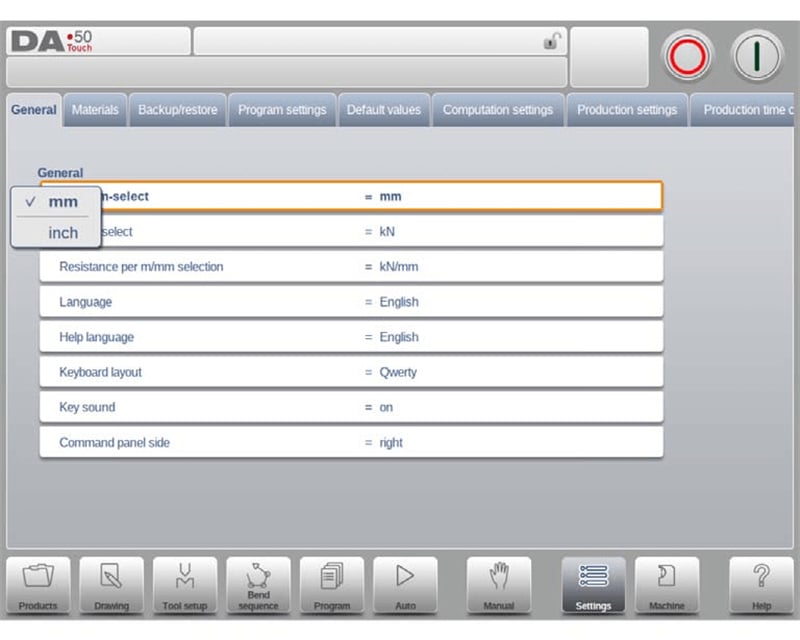
การตั้งค่าทั่วไป
โมดูลการตั้งค่าทั่วไปของ DELEM DA-58T ช่วยให้ผู้ใช้สามารถปรับแต่งพารามิเตอร์การดำเนินงานพื้นฐานของอุปกรณ์ได้ ซึ่งรวมถึงการเลือกหน่วยวัด (นิ้ว/มม., ตัน/กิโลนิวตัน), ภาษาของอินเทอร์เฟซการดำเนินงาน, รูปแบบคีย์บอร์ด และเสียงของปุ่มบนแผงป้อนข้อมูล อินเทอร์เฟซการดำเนินงานแบบภาพช่วยให้การเลือกการตั้งค่าต่าง ๆ เป็นไปอย่างสะดวกยิ่งขึ้น สามารถปรับตัวเข้ากับนิสัยการใช้งานของผู้ใช้แต่ละรายได้อย่างสมบูรณ์ และสร้างประสบการณ์การใช้งานที่เป็นส่วนตัว
ภาษาอินเทอร์เฟซ
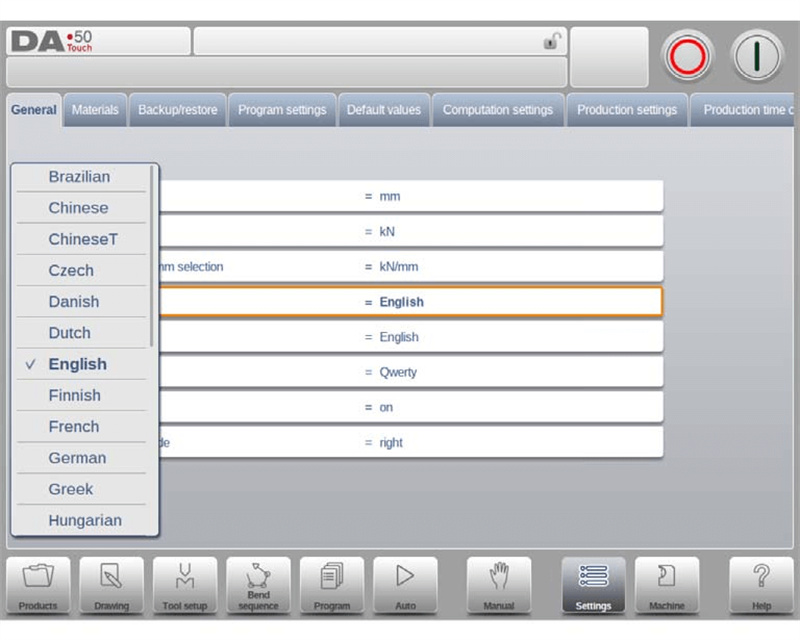
ผู้ใช้สามารถเลือกภาษาที่แสดงบนอินเทอร์เฟซการดำเนินงานได้โดยตรงจากรายการระบบ จำนวนภาษาที่มีในรายการนี้มากกว่าภาษาที่แสดงเริ่มต้น ผู้ใช้สามารถเลื่อนรายการขึ้นหรือลงเพื่อดูภาษาที่เลือกได้ทั้งหมด และเปลี่ยนภาษาได้ด้วยการคลิกเพียงครั้งเดียว โปรดทราบว่า หากเลือกภาษาที่มีอักขระตัวอักษรหรือตัวเลขพิเศษที่ไม่ใช่มาตรฐาน ระบบควบคุมจะรีสตาร์ทโดยอัตโนมัติเพื่อให้การกำหนดค่าเสร็จสมบูรณ์
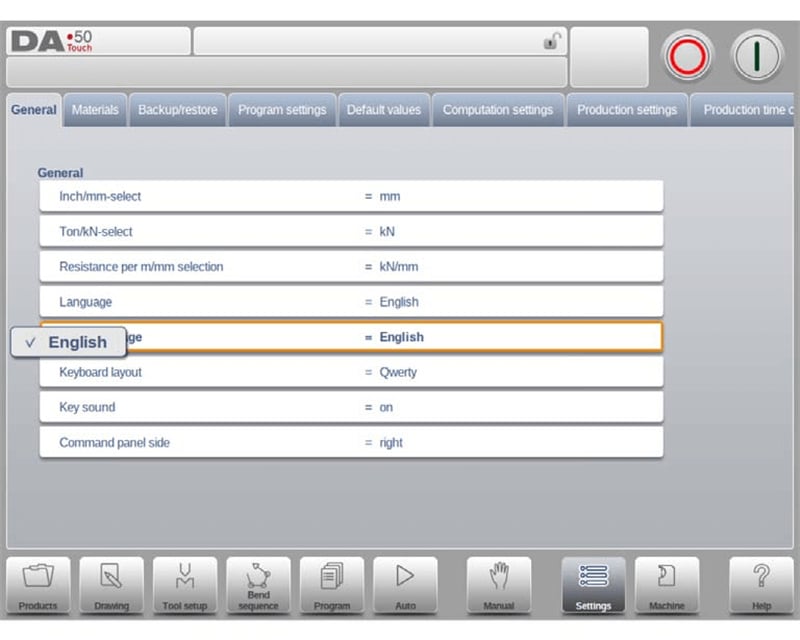
ภาษาเอกสารช่วยเหลือ
ภาษาที่แสดงค่าเริ่มต้นของฟังก์ชันวิธีใช้ออนไลน์สอดคล้องกับภาษาของอินเทอร์เฟซการดำเนินงาน หากไม่มีเอกสารวิธีใช้ออนไลน์ที่สอดคล้องกับภาษาที่ผู้ใช้เลือก ระบบจะเปลี่ยนไปแสดงเป็นภาษาอังกฤษโดยอัตโนมัติ เมื่อผู้ใช้เลือกตัวเลือก "ภาษาสำหรับวิธีใช้" ฟังก์ชันเสริม "เพิ่มภาษาสำหรับวิธีใช้" จะปรากฏขึ้นบนอินเทอร์เฟซ ผ่านฟังก์ชันนี้ สามารถติดตั้งชุดภาษาเอกสารวิธีใช้ใหม่ลงในระบบควบคุมได้ ก่อนการติดตั้ง โปรดตรวจสอบให้แน่ใจว่าไฟล์ชุดภาษาที่ต้องการจัดเก็บไว้ในดิสก์ภายในอุปกรณ์ ไดรฟ์ USB หรือเส้นทางเครือข่ายที่สามารถเข้าถึงได้ และระบบจะระบุและดำเนินการติดตั้งให้เสร็จสิ้นโดยอัตโนมัติ
เคอร์ตี
ระบบรองรับการสลับเลย์เอาต์คีย์บอร์ดสามแบบ ได้แก่ Qwerty, Qwertz และ Azerty การตั้งค่าเริ่มต้นคือเลย์เอาต์ Qwerty ซึ่งออกแบบมาให้สอดคล้องกับนิสัยการพิมพ์ของผู้ใช้ในภูมิภาคต่าง ๆ
เสียงปุ่ม
เสียงที่เกิดจากการกดปุ่มบนแผงควบคุมอินพุตสามารถเปิดหรือปิดได้ตามต้องการ ระบบจะเปิดเสียงนี้ไว้โดยค่าเริ่มต้น เพื่อความสะดวกในการยืนยันการป้อนคำสั่งการดำเนินงาน
ตำแหน่งของแผงควบคุมคำสั่ง
แผงควบคุมคำสั่งการดำเนินงานสามารถสลับให้แสดงอยู่ด้านซ้ายของหน้าจอได้ โดยค่าเริ่มต้นระบบจะแสดงไว้ที่ด้านขวาของหน้าจอ ผู้ใช้สามารถปรับเปลี่ยนตำแหน่งได้ตามนิสัยการใช้งานของตนเอง
การตั้งค่าวัสดุ
ในแท็บการตั้งค่าวัสดุ โหมดการตั้งค่า DELEM DA-58T รองรับการเขียนโปรแกรมพารามิเตอร์สำหรับวัสดุที่ใช้ในการประมวลผลได้สูงสุด 99 ชนิด โดยแต่ละวัสดุสามารถกำหนดคุณสมบัติทางกายภาพหลัก เช่น ความแข็งแรงดึง (tensile strength) และโมดูลัสของความยืดหยุ่น (elastic modulus) ได้อย่างอิสระ ฟังก์ชันนี้ช่วยให้สามารถปรับการประมวลผลให้เหมาะสมกับวัสดุแต่ละชนิดได้อย่างแม่นยำ ทำให้การดัดวัสดุมีความสอดคล้องกับลักษณะเฉพาะของวัสดุอย่างสูง และเพิ่มความแม่นยำในการประมวลผล
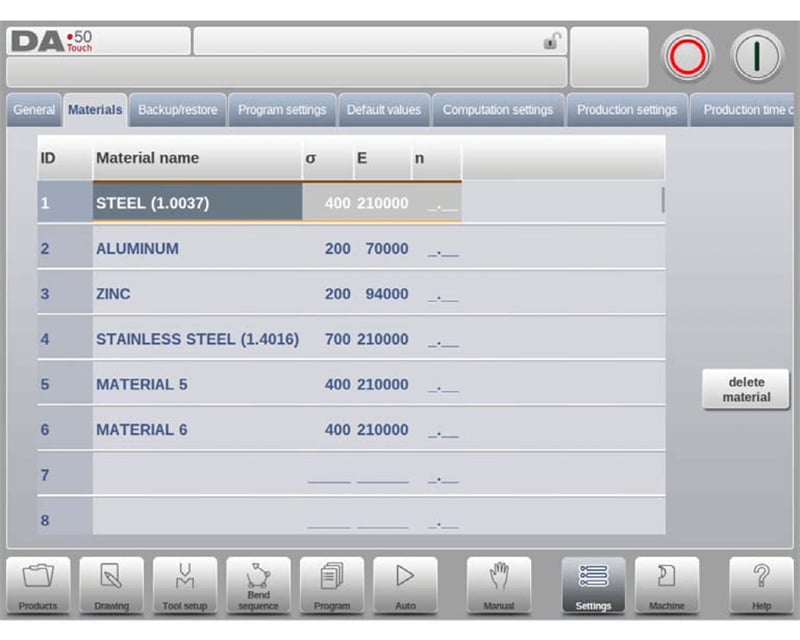
ระบบกำหนดค่าแอตทริบิวต์หลักสามประการที่สามารถดูและแก้ไขได้สำหรับแต่ละวัสดุ ได้แก่ ชื่อวัสดุ ความแข็งแรงดึง และมอดูลัสของความยืดหยุ่น ชื่อวัสดุจะแสดงโดยตรงบนอินเทอร์เฟซการเขียนโปรแกรม โดยมีความยาวสูงสุดในการตั้งชื่อได้ 25 ตัวอักษร และต้องขึ้นต้นด้วยตัวอักษร; ส่วนความแข็งแรงดึงและมอดูลัสของความยืดหยุ่นมีความเกี่ยวข้องโดยตรงกับลักษณะทางกายภาพของการแปรรูปวัสดุ และเป็นพื้นฐานสำคัญสำหรับการคำนวณพารามิเตอร์กระบวนการดัด
รายการวัสดุเริ่มต้นจะจัดเรียงตามเลขที่วัสดุ (ID) ในคอลัมน์แรก ผู้ใช้สามารถคลิกหัวเรื่องคอลัมน์ของแอตทริบิวต์ใด ๆ เพื่อจัดเรียงใหม่ตามแอตทริบิวต์นั้นได้ ในการแก้ไขพารามิเตอร์ของวัสดุที่มีอยู่แล้ว ให้เลือกแถววัสดุที่สอดคล้องกันแล้วปรับค่าที่ต้องการ; ในการลบวัสดุ ให้เลือกแถวเป้าหมายแล้วคลิก 'ลบวัสดุ'; ในการเพิ่มวัสดุใหม่ ให้เลือกแถวว่างในรายการแล้วป้อนค่าของแต่ละแอตทริบิวต์โดยตรงเพื่อเสร็จสิ้นการกำหนดค่า
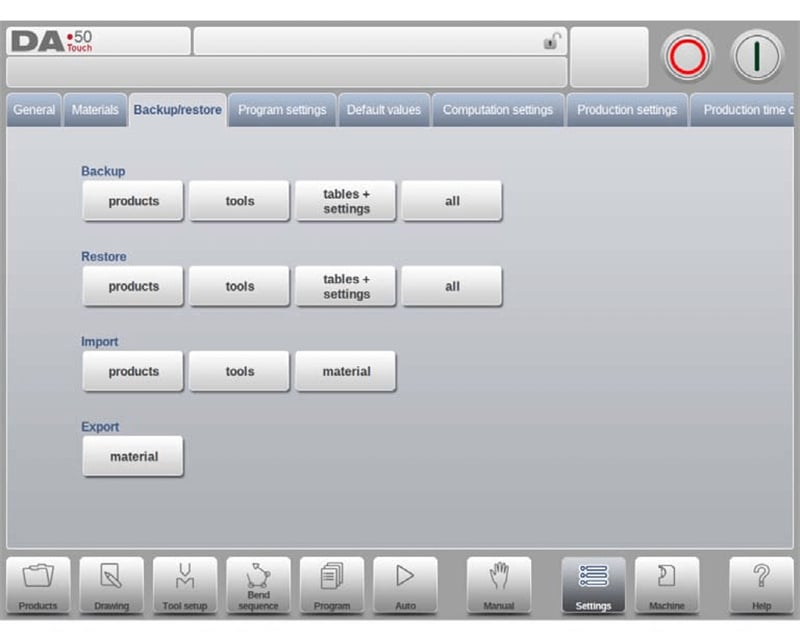
ฟังก์ชันการสำรองข้อมูลและการกู้คืนข้อมูล
โหมดการตั้งค่า DELEM DA-58T มีฟังก์ชันสำรองข้อมูลและเรียกคืนข้อมูลอย่างครอบคลุม ซึ่งสามารถสำรองข้อมูลและเรียกคืนข้อมูลแบบครบมิติสำหรับโปรแกรมผลิตภัณฑ์ พารามิเตอร์ของเครื่องมือ การตั้งค่าระบบ และตารางการกำหนดค่าต่างๆ ไม่เพียงแต่ช่วยรับประกันความปลอดภัยของข้อมูลการผลิตเท่านั้น แต่ยังทำให้สามารถย้ายข้อมูลไปยังระบบควบคุมชนิดต่างๆ ได้อย่างไร้รอยต่ออีกด้วย สำหรับข้อมูลผลิตภัณฑ์หรือข้อมูลเครื่องมือจากระบบควบคุมรุ่นเก่า โหมดนี้ยังมีฟังก์ชันนำเข้าในตัวเพื่อให้สามารถผสานรวมข้อมูลประวัติศาสตร์ได้อย่างรวดเร็ว
กระบวนการดำเนินการสำรองข้อมูลและกู้คืนข้อมูลสำหรับข้อมูลผลิตภัณฑ์และเครื่องมือมีความเป็นเอกภาพสูง ไม่ว่าการส่งผ่านข้อมูลจะดำเนินการผ่านเครือข่ายหรือแฟลชไดรฟ์ USB ก็ตาม จะใช้ขั้นตอนการดำเนินการที่ได้มาตรฐาน ซึ่งช่วยลดความยากลำบากในการใช้งานสำหรับผู้ใช้ ไดเรกทอรีสำรองข้อมูลประกอบด้วยอุปกรณ์จัดเก็บที่ผู้ใช้เลือก (เช่น แฟลชไดรฟ์ USB, ดิสก์เครือข่าย เป็นต้น) และไดเรกทอรีที่ผู้ใช้กำหนดเอง ผู้ใช้สามารถสร้างและเลือกไดเรกทอรีสำรองข้อมูลเฉพาะสำหรับตนเองได้ตามความต้องการ นอกจากนี้ ยังสามารถตั้งค่าเส้นทางการจัดเก็บข้อมูลสำรองของข้อมูลผลิตภัณฑ์และข้อมูลเครื่องมือแยกจากกันได้ เพื่อให้เกิดการจัดการข้อมูลแบบแยกประเภท
การสำรองข้อมูลผลิตภัณฑ์
เลือกตัวเลือก 'ผลิตภัณฑ์' ในพื้นที่ 'สำรองข้อมูล' บนแท็บ 'สำรองข้อมูล/กู้คืน' เพื่อเริ่มกระบวนการสำรองข้อมูลโปรแกรมผลิตภัณฑ์ลงบนดิสก์ หลังจากตั้งค่าไดเรกทอรีสำรองข้อมูลเริ่มต้นเสร็จสิ้น ระบบจะเข้าสู่อินเทอร์เฟซการดำเนินการสำรองข้อมูลผลิตภัณฑ์โดยอัตโนมัติ ขั้นตอนการดำเนินการเฉพาะมีดังนี้:
1. ดูสินค้า: สามารถดูโปรแกรมสินค้าทั้งหมดในไดเรกทอรีที่เลือกผ่านอินเทอร์เฟซสำรองข้อมูล และใช้ฟังก์ชันพื้นฐานที่สอดคล้องกับโหมดสินค้าเพื่อเรียกดูและค้นหาโปรแกรมสินค้าที่ต้องการสำรองข้อมูลได้
2. ตรวจสอบเส้นทาง: ส่วนบนของอินเทอร์เฟซจะแสดงเส้นทางแหล่งที่มาปัจจุบันของโปรแกรมสินค้าและเส้นทางที่จัดเก็บสำรองข้อมูลที่ระบุไว้แบบเรียลไทม์ โปรดยืนยันว่าเส้นทางทั้งสองถูกต้องก่อนดำเนินการ
3. เลือกสินค้า: คลิกโปรแกรมสินค้าในรายการเพื่อทำเครื่องหมายว่าเป็นโปรแกรมที่จะสำรองข้อมูล และระบบจะแสดงเครื่องหมายสำรองข้อมูลเพื่อยืนยันการเลือก; หากมีโปรแกรมสินค้าที่มีชื่อเดียวกันอยู่ในเส้นทางสำรองข้อมูล ระบบจะแสดงกล่องข้อความแจ้งให้ผู้ใช้เลือกว่าจะเขียนทับหรือไม่
4. สำรองข้อมูลแบบกลุ่ม: คลิกปุ่ม 'ทั้งหมด' เพื่อสำรองข้อมูลโปรแกรมสินค้าทั้งหมดในรายการพร้อมกันเพื่อเพิ่มประสิทธิภาพในการสำรองข้อมูล
5. เปลี่ยนไดเรกทอรีต้นทาง: หากคุณจำเป็นต้องปรับเปลี่ยนไดเรกทอรีต้นทางของโปรแกรมผลิตภัณฑ์ที่จะสำรองข้อมูล ให้คลิกตัวเลือก 'ไดเรกทอรีต้นทาง' แล้วเลือกเส้นทางต้นทางใหม่ผ่านตัวเลือกไดเรกทอรี;
6. เปลี่ยนไดเรกทอรีสำรองข้อมูล: คลิกตัวเลือก 'ไดเรกทอรีสำรองข้อมูล' เพื่อไปยังตำแหน่งที่จัดเก็บข้อมูลใหม่ แล้วเลือกตำแหน่งดังกล่าวเป็นไดเรกทอรีเป้าหมายสำหรับการสำรองข้อมูล
การกู้คืนข้อมูลผลิตภัณฑ์
เลือกตัวเลือก 'ผลิตภัณฑ์' ในส่วน 'การกู้คืน' ของแท็บ 'สำรองข้อมูล/กู้คืน' เพื่อกู้คืนโปรแกรมผลิตภัณฑ์จากดิสก์เข้าสู่ระบบควบคุม

หลังจากตั้งค่าไดเรกทอรีเริ่มต้นสำหรับการกู้คืนเสร็จสิ้น ให้เข้าสู่อินเทอร์เฟซการดำเนินการกู้คืนผลิตภัณฑ์ ขั้นตอนการดำเนินการมีดังนี้:
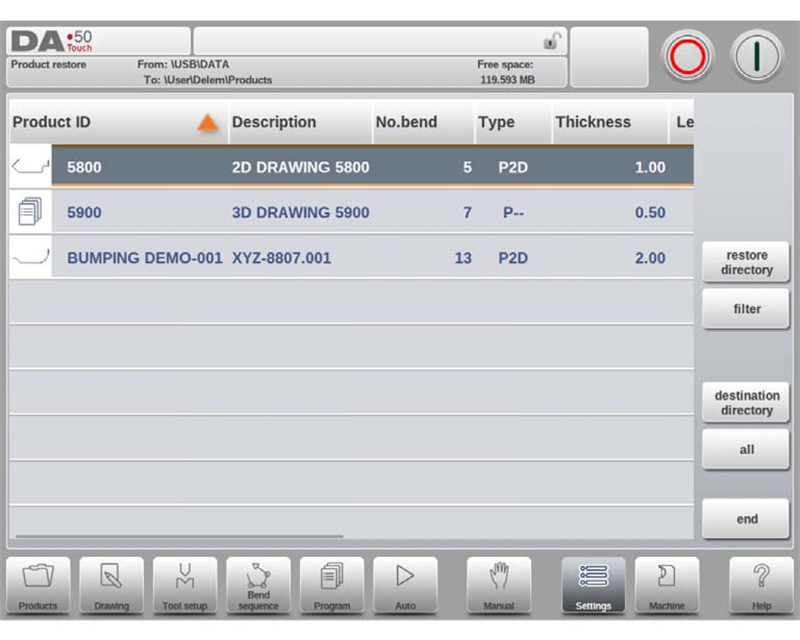
1. เข้าสู่อินเทอร์เฟซการกู้คืน: แสดงรายการโปรแกรมผลิตภัณฑ์ทั้งหมดในไดเรกทอรีที่เลือกสำหรับการกู้คืน
2. ปรับมุมมอง: ค้นหาโปรแกรมผลิตภัณฑ์ที่ต้องการกู้คืนได้อย่างรวดเร็วผ่านฟังก์ชันปรับมุมมอง
3. ตรวจสอบเส้นทาง: ยืนยันเส้นทางต้นทางของการกู้คืนโปรแกรมผลิตภัณฑ์ และเส้นทางจัดเก็บปลายทางบนอุปกรณ์
4. เลือกผลิตภัณฑ์: คลิกโปรแกรมผลิตภัณฑ์เป้าหมายเพื่อทำเครื่องหมายว่าจะคืนค่า;
5. จัดการไฟล์ซ้ำ: หากมีโปรแกรมผลิตภัณฑ์ที่มีชื่อเดียวกันอยู่บนอุปกรณ์ ระบบจะแจ้งให้ผู้ใช้เลือกว่าจะแทนที่ไฟล์นั้นหรือไม่;
6. เปลี่ยนไดเรกทอรีต้นทาง: นำทางไปยังไดเรกทอรีต้นทางใหม่สำหรับการคืนค่าโปรแกรมผลิตภัณฑ์ตามความจำเป็น;
7. ตั้งค่าไดเรกทอรีปลายทาง: เลือกไดเรกทอรีที่เก็บโปรแกรมผลิตภัณฑ์ที่ถูกคืนค่าไว้บนอุปกรณ์
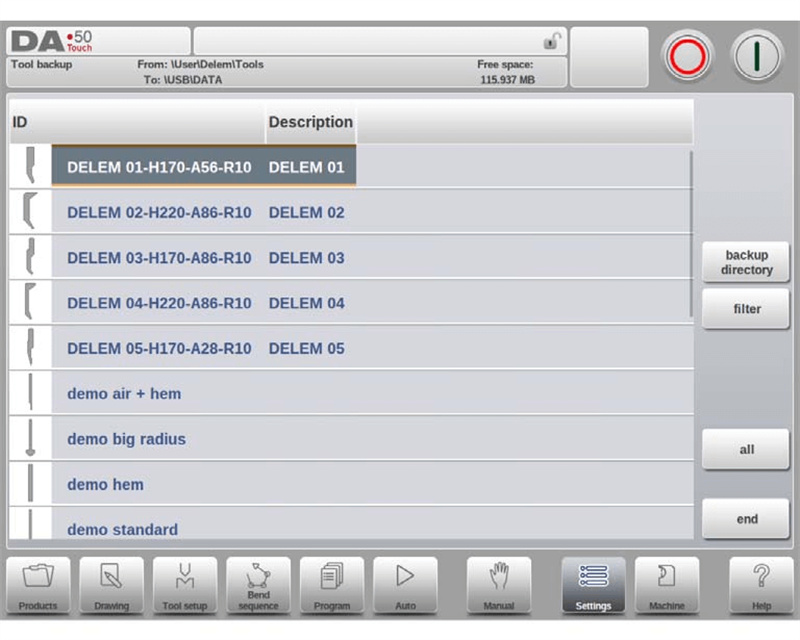
การสำรองข้อมูลข้อมูลเครื่องมือ
เลือกตัวเลือก Tools ในพื้นที่ Backup ของแท็บ Backup/Restore เพื่อเริ่มกระบวนการสำรองข้อมูลดิสก์ของพารามิเตอร์เครื่องมือ หลังจากตั้งค่าไดเรกทอรีสำรองข้อมูลเริ่มต้นเสร็จสิ้น ให้เข้าสู่อินเทอร์เฟซการดำเนินการสำรองข้อมูลเครื่องมือ
พารามิเตอร์เครื่องมือต่างๆ เช่น หัวเจาะ (punches), แม่พิมพ์ (dies) และเครื่องมือขึ้นรูปอุปกรณ์ในระบบควบคุม สามารถสำรองข้อมูลได้อย่างเป็นหนึ่งเดียว กระบวนการดำเนินการเหมือนกับการสำรองข้อมูลข้อมูลผลิตภัณฑ์อย่างแม่นยำ ทำให้ตรรกะการดำเนินการเป็นไปอย่างเป็นเอกภาพ
การคืนค่าข้อมูลเครื่องมือ
กระบวนการกู้คืนพารามิเตอร์ของเครื่องมือสอดคล้องกับกระบวนการกู้คืนข้อมูลผลิตภัณฑ์ ผู้ใช้สามารถดำเนินการกู้คืนข้อมูลเครื่องมือได้ตามขั้นตอนมาตรฐาน และกู้คืนพารามิเตอร์การตั้งค่าการประมวลผลของเครื่องมือได้อย่างรวดเร็ว
การสำรองและกู้คืนตารางและการตั้งค่า
แท็บ การสำรองข้อมูล/กู้คืน ถูกออกแบบมาให้มีฟังก์ชันการสำรองข้อมูลและกู้คืนที่เฉพาะเจาะจงสำหรับการตั้งค่าระบบและตารางการกำหนดค่าต่างๆ ที่ผู้ใช้กำหนดขึ้นเอง โดยกระบวนการดำเนินการสอดคล้องกับการสำรองข้อมูลและกู้คืนข้อมูลผลิตภัณฑ์และเครื่องมือ นอกจากนี้ ระบบยังมีฟังก์ชันแบบเร็ว 'ทั้งหมด' ซึ่งเมื่อคลิกแล้วจะสามารถดำเนินการสำรองข้อมูลหรือกู้คืนข้อมูลแบบครบวงจรของผลิตภัณฑ์ เครื่องมือ ตาราง และการตั้งค่าระบบตามลำดับโดยอัตโนมัติ ซึ่งช่วยเพิ่มประสิทธิภาพของการดำเนินการแบบกลุ่มอย่างมาก
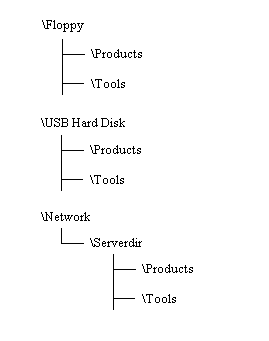
การดำเนินการนำทางไดเรกทอรี
หลังจากคลิกที่ ไดเรกทอรีการสำรองข้อมูล ระบบจะแสดงหน้าต่างรายการของไดเรกทอรีการสำรองข้อมูลที่พร้อมใช้งาน เพื่อทำให้การนำทางและการจัดการไดเรกทอรีเป็นไปอย่างง่ายดายยิ่งขึ้น ขั้นตอนเฉพาะมีดังนี้:
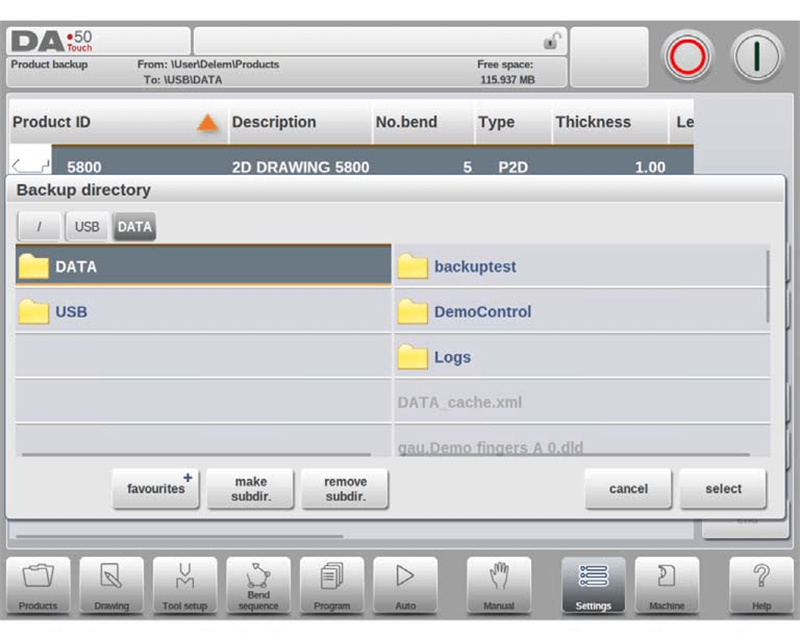
1. การเรียกดูไดเรกทอรี: คลิกไอคอนจุดเพื่อเข้าสู่ไดเรกทอรีย่อย คลิกไอคอนไดเรกทอรีแม่เพื่อกลับไปยังไดเรกทอรีระดับบน และคลิกเลือกเพื่อยืนยันไดเรกทอรีปัจจุบันที่ใช้งาน;
2. การสลับอุปกรณ์: คลิกไอคอนไดเรกทอรีแม่ซ้ำๆ จนกว่าจะเข้าสู่ไดเรกทอรีระดับบนสุด จากนั้นเลือกอุปกรณ์จัดเก็บข้อมูลใหม่และไดเรกทอรีย่อยที่สอดคล้องกัน;
3. การเข้าถึงเครือข่าย: หากอุปกรณ์เชื่อมต่อกับเครือข่าย ให้เลือกตัวเลือกเครือข่ายก่อน จากนั้นเลือกปริภูมิเครือข่ายเป้าหมาย และการดำเนินการนำทางที่ตามมาจะเหมือนกับอุปกรณ์จัดเก็บข้อมูลในเครื่อง;
4. การจัดการไดเรกทอรีย่อย: คลิกสร้างไดเรกทอรีย่อยเพื่อสร้างไดเรกทอรีจัดเก็บข้อมูลเฉพาะ และคลิกลบไดเรกทอรีย่อยเพื่อลบไดเรกทอรีที่ไม่จำเป็นออก; หลังจากเข้าสู่ไดเรกทอรีย่อยใดๆ แล้ว ให้คลิกเลือกเพื่อยืนยันการเลือกไดเรกทอรี
การตั้งค่าโปรแกรม
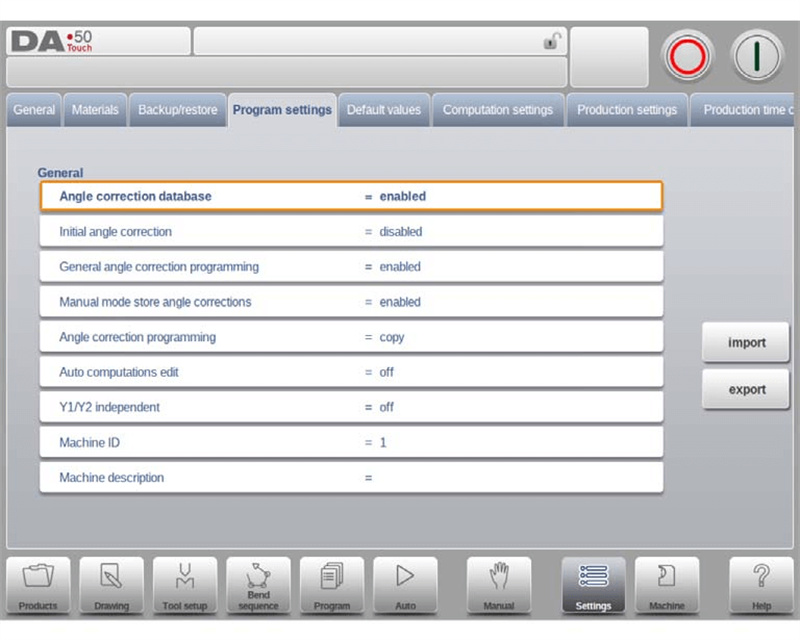
ฐานข้อมูลการปรับค่ามุมเป็นหนึ่งในฟังก์ชันหลักของโหมดตั้งค่า DELEM DA-58T ฐานข้อมูลนี้สามารถจัดเก็บพารามิเตอร์การปรับค่ามุมที่ป้อนระหว่างการผลิตแบบเรียลไทม์ รับประกันความสม่ำเสมอของความแม่นยำในการประมวลผลสำหรับวัสดุที่ต่างกันและประเภทการดัดที่ต่างกัน และยังเป็นการตั้งค่าที่สำคัญเพื่อให้มั่นใจในความแม่นยำของการประมวลผลขณะเขียนโปรแกรมผลิตภัณฑ์ เพื่อให้ฐานข้อมูลการปรับค่ามุมทำหน้าที่ได้อย่างเต็มประสิทธิภาพและเพื่อเพิ่มประสิทธิภาพการดำเนินงานของโหมดตั้งค่า จุดการตั้งค่าเฉพาะมีดังนี้:
ฐานข้อมูลการปรับค่ามุม
1. เปิดใช้งานฐานข้อมูล: หลังจากเปิดใช้งานพารามิเตอร์นี้ ฐานข้อมูลจะบันทึกค่าการปรับค่ามุมที่ป้อนในโหมดการผลิต (โหมดอัตโนมัติ) โดยอัตโนมัติ; ระหว่างการผลิต ระบบจะดึงข้อมูลโดยอัตโนมัติเพื่อตรวจสอบว่ามีพารามิเตอร์การปรับค่าสำหรับการดัดที่คล้ายคลึงกันอยู่ในฐานข้อมูลหรือไม่ หากมีอยู่ ระบบจะเรียกใช้ทันที หากไม่มี ระบบจะสร้างค่าการปรับค่าแบบปรับตัวผ่านอัลกอริธึมการแทรกค่า (interpolation algorithm)
2. กฎการจับคู่คุณลักษณะการดัด: ระบบจะเปรียบเทียบคุณลักษณะหลักหลายประการของการดำเนินการดัด ได้แก่ ลักษณะของวัสดุ ความหนาของแผ่นเหล็ก ขนาดช่องเปิดของแม่พิมพ์ (die opening) รัศมีของแม่พิมพ์ (die radius) รัศมีของลูกสูบ (punch radius) และมุมการดัด คุณลักษณะทั้งห้าข้อแรกนี้จำเป็นต้องตรงกันอย่างสมบูรณ์ ส่วนค่าการปรับมุมการดัดจะถูกเรียกใช้หรือประมาณค่าผ่านการแทรกค่า (interpolation) ตามระดับความคล้ายคลึงกัน;
3. การปรับมุมเริ่มต้น: พารามิเตอร์นี้เป็นรายการการเขียนโปรแกรมอิสระ ซึ่งจะแสดงเฉพาะในโหมดอัตโนมัติ (Auto Mode) และเหมาะสำหรับการปรับแต่งมุมเล็กๆ อย่างละเอียด ค่าพารามิเตอร์นี้จะถูกนำมารวมกับค่าการปรับที่มองเห็นได้ (visualized correction value) เพื่อสร้างค่าการปรับมุมรวมสุดท้าย;
4. การเขียนโปรแกรมการปรับมุมทั่วไป: พารามิเตอร์การปรับนี้ใช้ได้กับกระบวนการดัดทั้งหมดในโปรแกรมหนึ่งๆ โดยไม่ได้กำหนดไว้สำหรับมุมการดัดเฉพาะเจาะจง และค่าที่เกี่ยวข้องจะไม่ถูกจัดเก็บไว้ในฐานข้อมูลการปรับมุม (Angle Correction Database);
5. การจัดเก็บค่าการปรับแก้ในโหมดแมนนวล: หลังจากเปิดใช้งานฟังก์ชันนี้ ค่าการปรับแก้มุมที่สร้างขึ้นในโหมดแมนนวลจะถูกจัดเก็บไว้เพื่อให้ข้อมูลสนับสนุนสำหรับการเขียนโปรแกรมผลิตภัณฑ์ในขั้นตอนต่อไป;
6. วิธีการเขียนโปรแกรมการปรับแก้มุม: ขณะปรับค่าการปรับแก้มุม คุณสามารถเลือกที่จะคัดลอกค่าเดิม รักษาค่าความแตกต่าง (delta values) หรือปรับพารามิเตอร์หลักสองตัว Cα1 และ Cα2 อย่างอิสระ เพื่อให้สอดคล้องกับความต้องการการปรับแก้ในการประมวลผลที่แตกต่างกัน
แก้ไขการคำนวณอัตโนมัติ
เมื่อเปลี่ยนประเภทวัสดุ ความหนาของแผ่น ความยาวในการประมวลผล หรือการจัดวางแม่พิมพ์ด้านหัวตี (punch) และแม่พิมพ์ด้านตาย (die) ระบบจะทำการคำนวณซ้ำโดยอัตโนมัติสำหรับตัวชี้วัดหลักของการประมวลผล เช่น แรงดัด ระยะการปล่อยแรง และพารามิเตอร์ของอุปกรณ์ปรับโค้ง (crowning device) ตามสถานการณ์เฉพาะ เช่น วิธีการดัด โดยไม่จำเป็นต้องคำนวณด้วยตนเอง ซึ่งจะช่วยเพิ่มประสิทธิภาพในการเขียนโปรแกรม
การเขียนโปรแกรมแบบแยกส่วนสำหรับ Y1 และ Y2
รองรับการตั้งค่าแกน Y ทั้งสองแกนให้อยู่ในโหมดการเขียนโปรแกรมแบบอิสระ หรือโหมดการเขียนโปรแกรมแบบรวมศูนย์ ผู้ใช้สามารถเลือกโหมดการเขียนโปรแกรมแบบปรับตัวได้ตามความต้องการด้านความแม่นยำของกระบวนการดัด เพื่อตอบสนองความต้องการในการควบคุมแกนสำหรับการดำเนินการดัดที่ซับซ้อน
รหัสเครื่องจักรและคำอธิบาย
สามารถกำหนดรหัสเครื่องจักรที่ไม่ซ้ำกันสำหรับเครื่องดัดโลหะแต่ละเครื่อง เพื่ออำนวยความสะดวกในการจัดการโปรแกรมการผลิตอย่างเป็นระบบ; ขณะเดียวกัน ยังสามารถเพิ่มข้อมูลคำอธิบายเกี่ยวกับเครื่องจักร เพื่อให้สามารถระบุและจัดหมวดหมู่อุปกรณ์ได้อย่างรวดเร็วในระบบการเขียนโปรแกรมแบบออฟไลน์ เช่น JUGAO และปรับปรุงกระบวนการจัดการการผลิตให้มีประสิทธิภาพมากยิ่งขึ้น
การตั้งค่าเริ่มต้นและการคำนวณ
โมดูลนี้สามารถตั้งค่าค่าเริ่มต้นพื้นฐานสำหรับการดำเนินการดัดได้ ซึ่งรวมถึงขนาดเปิดของแกน Y ความเร็วในการกด เวลาหยุดค้าง (dwell time) เป็นต้น; ทั้งนี้ยังสามารถปรับแต่งพารามิเตอร์การคำนวณหลัก เช่น การเปิดใช้งานตารางค่าเบี่ยงเบนจากการดัด (bend allowance table) การกำหนดค่าการเตรียมข้อมูล เป็นต้น เพื่อให้การเขียนโปรแกรมผลิตภัณฑ์สามารถรองรับความต้องการในการผลิตและแปรรูปที่แตกต่างกันได้อย่างครบถ้วน และเพิ่มความยืดหยุ่นของกระบวนการ
การตั้งค่าค่าเริ่มต้นพื้นฐาน
1. ค่าเริ่มต้นของการเปิดแกน Y: ตั้งค่าค่าเริ่มต้นของการเปิดของแกน Y เพื่อจัดหาพารามิเตอร์การควบคุมแกนพื้นฐานสำหรับการดำเนินการดัด;
2. ความเร็วในการกด: ตั้งค่าความเร็วในการกดเริ่มต้นสำหรับโปรแกรมการประมวลผลที่สร้างขึ้นใหม่;
3. รอการถอยกลับ: การตั้งค่าเริ่มต้นของฟังก์ชัน 'รอการถอยกลับ' (Wait for Retract) ในโปรแกรมการดัดจะถูกเปิดใช้งาน (ใช่);
4. รหัสเปลี่ยนขั้นตอน: รหัสเปลี่ยนขั้นตอนเริ่มต้นคือ UDP;
5. เวลาหน่วง: เวลาการรอเริ่มต้นสำหรับการเปลี่ยนขั้นตอนของแกน X คือ 0;
6. เวลาพัก: ตั้งค่าเวลาพักเริ่มต้นสำหรับโปรแกรมการดัด เพื่อให้มั่นใจในผลลัพธ์ของการขึ้นรูปแบบการดัด
7. มุมดัดล่วงหน้า: ตั้งค่ามุมดัดล่วงหน้าเริ่มต้นสำหรับการเขียนโปรแกรมผลิตภัณฑ์แบบกราฟิก
8. ช่องเปิดของขอบพับ: ช่องเปิดของขอบพับเริ่มต้นสำหรับตำแหน่งของคานคือ 0.0 มม.
9. มิติ: ตั้งค่าพารามิเตอร์มิติพื้นฐานเริ่มต้น (D1) สำหรับการวาดแบบกราฟิก
การตั้งค่าพารามิเตอร์การคำนวณหลัก
1. ตารางค่าความยาวที่เพิ่มขึ้นจากการดัดที่ใช้งานอยู่: สามารถเลือกโหมดการคำนวณได้สองแบบ แบบแรกคือการคำนวณค่าความยาวที่เพิ่มขึ้นจากการดัดโดยใช้สูตรมาตรฐาน และอีกแบบหนึ่งคือการเรียกใช้ตารางการปรับค่าเพื่อคำนวณ (หากมีตารางอยู่ สามารถแก้ไขตารางนั้นได้โดยตรง) การตั้งค่านี้สามารถปรับความแม่นยำของแกน X ที่เกิดจากปรากฏการณ์การหดตัวของแผ่นโลหะขณะดัด
2. การเตรียมข้อมูล: ค่าชดเชยการงอ (Bend Allowance): ประกอบด้วยโหมดการตั้งค่าสามแบบ ถ้าปิดการปรับแก้ ค่าชดเชยการงอจะไม่ถูกรวมไว้ในการคำนวณโปรแกรม; ถ้าเปิดการปรับแก้ ค่าปรับแก้จะแสดงและสามารถแก้ไขได้ระหว่างการผลิต; การตั้งค่านี้จะไม่ส่งผลต่อกระบวนการโพสต์-โพรเซสซิ่ง (post-processing) ของโหมดวาดภาพ (Drawing Mode) และระบบจะรวมค่าชดเชยการงอไว้ในการคำนวณโดยอัตโนมัติเมื่อสร้างโปรแกรม CNC ในโหมดวาดภาพ หากเปิดใช้งานตารางค่าชดเชยการงอ (bend allowance table) ค่าในตารางสามารถปรับแต่งได้ในหน้าต่างใหม่ผ่านฟังก์ชัน Edit Table ขณะปฏิบัติงาน ให้เลือกช่องที่ต้องการแก้ไขด้วยปุ่ม Tab ป้อนค่าใหม่แล้วกดปุ่ม Enter เพื่อยืนยัน การเมนูนี้ไม่รองรับการสร้างตารางใหม่ สำหรับข้อกำหนดการตั้งค่าโดยละเอียดเกี่ยวกับค่าชดเชยการงอ โปรดดูคู่มือ DELEM ฉบับทางการ ถ้าต้องการเรียกใช้ตารางอื่น ๆ ให้ค้นหาและนำเข้าผ่านฟังก์ชัน Load Table;
3. ปัจจัยแรงกดที่จุดต่ำสุด: ค่าเฉพาะของแรงกดที่จุดต่ำสุดสามารถคำนวณได้โดยการนำปัจจัยนี้มาคูณกับแรงดัดด้วยลม ซึ่งให้พื้นฐานสำหรับการกำหนดค่าความดันในการดัด;
4. ระยะทางแกน Z: พารามิเตอร์นี้คือระยะห่างจากขอบนิ้วจับไปยังมุมของแผ่นโลหะ หากติดตั้งแกน Z บนอุปกรณ์ ระบบจะคำนวณตำแหน่งการทำงานที่เหมาะสมที่สุดของนิ้วจับโดยอัตโนมัติ เพื่อเพิ่มความแม่นยำในการจัดตำแหน่ง
การตั้งค่าการผลิต
โมดูลการตั้งค่าการผลิต (Production Settings) ของโหมดการตั้งค่า DELEM DA-58T ได้รับการออกแบบมาเป็นพิเศษเพื่อเพิ่มประสิทธิภาพในการผลิต โดยรองรับการกำหนดค่าพารามิเตอร์หลักตามความต้องการ เช่น โหมดการนับวัสดุคงคลัง (Stock Count Mode), โหมดการเปลี่ยนขั้นตอนการดัดอัตโนมัติ (Auto Bend Change Mode Step) และค่าชดเชยความขนาน (Parallelism Offset) ผู้ใช้งานสามารถปรับแต่งกระบวนการผลิตให้สอดคล้องกับข้อกำหนดปฏิบัติจริงของการผลิต เพื่อบรรลุการปรับปรุงประสิทธิภาพและคุณภาพของการประมวลผลพร้อมกัน
1. โหมดนับสต๊อก: รองรับสองโหมด คือ โหมดนับขึ้นและโหมดนับลง โหมดนับลงจะหยุดอัตโนมัติเมื่อค่าถึงศูนย์ และจะคืนค่าเริ่มต้นหลังจากรีสตาร์ทอุปกรณ์ ซึ่งเหมาะสำหรับงานผลิตที่มีโควตาคงที่; โหมดนับขึ้นสามารถนับความก้าวหน้าในการผลิตแบบเรียลไทม์ ซึ่งเหมาะสำหรับการติดตามความคืบหน้าของการประมวลผลเป็นชุด;
2. ขั้นตอนโหมดเปลี่ยนการดัดอัตโนมัติ: ในสถานะที่ปิดใช้งาน จะต้องเลือกและเริ่มพารามิเตอร์ของขั้นตอนถัดไปด้วยตนเอง; ในสถานะที่เปิดใช้งาน ระบบจะโหลดพารามิเตอร์ของขั้นตอนถัดไปโดยอัตโนมัติ และอุปกรณ์จะจัดตำแหน่งให้เสร็จสมบูรณ์โดยอัตโนมัติหลังจากกดปุ่มเริ่ม เพื่อให้เกิดการสลับขั้นตอนอย่างไร้รอยต่อ;
3. ค่าเบี่ยงเบนความขนาน: ตั้งค่าพารามิเตอร์ความขนานโดยรวมของแกน Y ซึ่งจะมีผลในบริเวณที่อยู่ต่ำกว่าจุดยึด (Y2 + ค่าเบี่ยงเบน) เพื่อให้มั่นใจว่าแผ่นวัสดุจะมีความขนานกันระหว่างการดัด;
4. ล็อกหน้าจอสัมผัสเมื่อเริ่มทำงาน: หลังจากเปิดใช้งานฟังก์ชันนี้ หน้าจอสัมผัสจะถูกล็อกไว้ระหว่างการดำเนินการของอุปกรณ์ เพื่อป้องกันไม่ให้เกิดการใช้งานผิดพลาดซึ่งอาจส่งผลกระทบต่อกระบวนการผลิต;
5. การปรับค่าความดัน: ควบคุมวาล์วความดันอย่างแม่นยำผ่านค่าร้อยละของแรงดัดที่คำนวณได้ เพื่อให้สอดคล้องกับข้อกำหนดด้านความดันในการดัดของวัสดุแต่ละชนิด;
6. การปรับค่าการจับวัสดุ: ระบบจะคำนวณตำแหน่งของคานโดยอัตโนมัติในขณะที่แผ่นวัสดุถูกจับยึด ทั้งนี้เพื่อให้มั่นใจว่าการจับยึดแผ่นวัสดุมีประสิทธิภาพ จุดจับที่คำนวณได้สามารถปรับเปลี่ยนตำแหน่งได้ผ่านพารามิเตอร์นี้ โดยค่าบวกจะทำให้ตำแหน่งคานเลื่อนลง และค่าลบจะทำให้ตำแหน่งคานเลื่อนขึ้น;
7. รัศมีกลาง (Intermediate R) สำหรับการเคลื่อนที่ตามแกน X: ตั้งค่าตำแหน่งแกน R ชั่วคราวเพื่อหลีกเลี่ยงการชนกับอุปกรณ์ระหว่างการเคลื่อนที่ตามแกน X ทั้งนี้ฟังก์ชันนี้จะเปิดใช้งานได้เฉพาะเมื่อกำหนดค่าที่ไม่เท่ากับศูนย์;
8. เครื่องวัดย้อนกลับและระบบความปลอดภัยของตำแหน่งแกน X: ตามตำแหน่งของโซนความปลอดภัย ระบบจะจับคู่กลยุทธ์การเคลื่อนที่ของแกนต่าง ๆ โดยอัตโนมัติให้เหมาะสมกับแต่ละกรณี:
○ ทั้งตำแหน่งเดิมและตำแหน่งใหม่อยู่นอกโซนความปลอดภัย: แกน X และแกน Z เคลื่อนที่พร้อมกัน;
○ ตำแหน่งเดิมอยู่นอก แต่ตำแหน่งใหม่อยู่ในโซนความปลอดภัย: แกน Z เคลื่อนที่ก่อน;
○ ตำแหน่งเดิมอยู่ใน แต่ตำแหน่งใหม่อยู่นอกโซนความปลอดภัย: แกน X เคลื่อนที่ก่อน;
○ ทั้งตำแหน่งเดิมและตำแหน่งใหม่อยู่ภายในโซนความปลอดภัย: เคลื่อนที่แกน X ไปยังตำแหน่งกลางก่อน จากนั้นเคลื่อนที่แกน Z แล้วจึงปรับตำแหน่งแกน X ไปยังตำแหน่งเป้าหมายสุดท้าย
สูตรการกำหนดโซนความปลอดภัย: SZ = X-safe + SD (โดย SD คือระยะความปลอดภัยที่ผู้จัดจำหน่ายอุปกรณ์กำหนดไว้)
การตั้งค่าเวลาและเครือข่าย
การตั้งค่าเวลาช่วยให้ผู้ใช้สามารถปรับแต่งรูปแบบการแสดงผลของวันที่และเวลาได้ เพื่อให้มั่นใจว่าเวลาของอุปกรณ์จะสอดคล้องกับแผนการดำเนินงานการผลิต; การกำหนดค่าเครือข่ายสามารถเปิดใช้งานได้เฉพาะหลังจากติดตั้งฟังก์ชันเครือข่ายแล้วเท่านั้น ซึ่งจะทำให้เกิดการเชื่อมต่อระหว่างอุปกรณ์กับระบบอื่นๆ และสามารถแบ่งปันข้อมูลการผลิตข้ามระบบได้
การคำนวณเวลาการผลิต
ในโหมดการตั้งค่า DELEM DA-58T โหมดนับสต็อก (Stock Count Mode) สามารถคำนวณเวลาการผลิตโดยอัตโนมัติระหว่างการคำนวณลำดับการดัด (bending sequence computation) โดยรวมความเร็วในการจัดตำแหน่งแกน (axis positioning speed) กับเวลาที่ใช้ในการจัดการผลิตภัณฑ์ (product handling time) เข้าด้วยกัน เพื่อให้ข้อมูลสนับสนุนการจัดทำแผนการผลิต ทั้งนี้ เวลาที่ใช้ในขั้นตอนการปฏิบัติงานด้วยตนเอง (เช่น การหมุนผลิตภัณฑ์) มีความสัมพันธ์โดยตรงกับขนาดของผลิตภัณฑ์ กล่าวคือ ผลิตภัณฑ์ที่มีมิติเล็กในทิศทาง Z จะใช้เวลาน้อยกว่าในการหมุน ในขณะที่ผลิตภัณฑ์ที่มีมิติยาวในทิศทาง X จะต้องใช้เวลามากกว่าในการดำเนินการหมุน
ระบบกำหนดเกณฑ์ขีดจำกัดความยาวสามระดับ (ขอบเขตที่ 1/2/3) เป็นมาตรฐานในการแบ่งขนาดผลิตภัณฑ์ ผู้ใช้งานสามารถตั้งค่าพารามิเตอร์ที่ใช้เวลาในการหมุนผลิตภัณฑ์ได้อย่างอิสระสำหรับผลิตภัณฑ์ในแต่ละช่วงขีดจำกัด เพื่อให้การคำนวณเวลาสอดคล้องกับสถานการณ์การผลิตจริงมากยิ่งขึ้น
การตั้งค่าเวลาพื้นฐาน
1. เวลาแสดงผล: สามารถตั้งค่าเนื้อหาที่แสดงในแถบหัวเรื่องได้ โดยรองรับโหมดการแสดงผลสามแบบ ได้แก่ การแสดงวันที่และเวลา การแสดงเฉพาะเวลา หรือซ่อนเวลา
2. รูปแบบเวลา: รองรับการสลับระหว่างรูปแบบ 24 ชั่วโมงและรูปแบบ 12 ชั่วโมง เพื่อปรับให้สอดคล้องกับนิสัยการรับชมเวลาที่แตกต่างกัน
3. รูปแบบวันที่: รองรับรูปแบบการแสดงผลสามแบบ ได้แก่ วัน-เดือน-ปี (dd-mm-yyyy), เดือน-วัน-ปี (mm-dd-yyyy) และ ปี-เดือน-วัน (yyyy-mm-dd) ซึ่งผู้ใช้งานสามารถเลือกใช้ตามความต้องการ
4. การปรับเวลา: สามารถปรับวันที่และเวลาของอุปกรณ์ได้โดยตรง และเวลาที่ปรับแล้วจะถูกอัปเดตแบบซิงโครนัสไปยังระบบปฏิบัติการ Windows ของอุปกรณ์ เพื่อให้มั่นใจว่าเวลาของระบบจะสอดคล้องกันทั้งหมด
การกำหนดค่าเครือข่าย (มีให้ใช้งานเฉพาะหลังติดตั้งตัวเลือกเครือข่าย)
ฟังก์ชันเครือข่ายเป็นโมดูลแบบเลือกเสริม หลังการติดตั้งแล้ว สามารถเชื่อมต่ออุปกรณ์เข้ากับเครือข่ายท้องถิ่น (LAN) และระบบจัดการการผลิตได้ รวมทั้งดำเนินการส่งผ่านและแบ่งปันโปรแกรมการผลิตและข้อมูลการประมวลผลระหว่างอุปกรณ์ต่าง ๆ ได้ สำหรับการกำหนดค่าโดยละเอียด กรุณาอ้างอิงคู่มืออุปกรณ์อย่างเป็นทางการ
คำถามที่พบบ่อย (FAQ)
วิธีปรับแต่งประสิทธิภาพของเครื่องดัดโลหะ (Press Brake) ผ่านโหมดการตั้งค่า DELEM DA-58T
หัวใจสำคัญของการปรับแต่งประสิทธิภาพของเครื่องดัดโลหะคือการตั้งค่ามิติการประมวลผลจริงของผลิตภัณฑ์และพารามิเตอร์ที่เกี่ยวข้องกับระยะเวลาในการดำเนินการแต่ละขั้นตอนในโหมดการตั้งค่า DELEM DA-58T อย่างแม่นยำ พร้อมทั้งต้องทำการสอบเทียบอุปกรณ์ให้ถูกต้อง เพื่อให้มั่นใจว่าการตั้งค่าพารามิเตอร์ทั้งหมดสอดคล้องกับข้อกำหนดและเงื่อนไขเฉพาะของการผลิตและการประมวลผล ทำให้พารามิเตอร์การปฏิบัติงานของอุปกรณ์สอดคล้องกับความต้องการการผลิตจริงได้อย่างสูงสุด
วิธีตั้งค่าขอบเขตจำกัดความยาวในโหมดการตั้งค่า DELEM DA-58T
เข้าสู่พื้นที่การกำหนดค่าขอบเขตความยาวในโหมดการตั้งค่า แล้วป้อนค่าเฉพาะสำหรับขอบเขตที่ 1 ขอบเขตที่ 2 และขอบเขตที่ 3 เพื่อให้การตั้งค่าขอบเขตจำกัดความยาวเสร็จสมบูรณ์ การกำหนดค่าขอบเขตสามระดับอย่างเหมาะสมจะช่วยให้มั่นใจได้ว่าผลิตภัณฑ์ที่มีขนาดต่างกันสามารถจับคู่กับพารามิเตอร์เวลาในการพับที่แม่นยำ ซึ่งจะช่วยปรับปรุงความสมเหตุสมผลของการคำนวณเวลาและการดำเนินกระบวนการผลิต
บทสรุป
โดยทั่วไป โหมดการตั้งค่า DELEM DA-58T ถือเป็นเครื่องมือหลักที่ช่วยยกระดับฟังก์ชันการปฏิบัติงานและความแม่นยำในการประมวลผลของเครื่องพับโลหะ (press brake) ความสามารถในการกำหนดค่าฟังก์ชันที่หลากหลายและระดับการปรับแต่งสูงทำให้สามารถเพิ่มประสิทธิภาพการเขียนโปรแกรมผลิตภัณฑ์และลำดับขั้นตอนการผลิตได้อย่างมีประสิทธิภาพ จึงเป็นหลักประกันสำคัญต่อการผลิตเครื่องพับโลหะแบบละเอียดแม่นยำ
เพื่อให้เครื่องดัดโลหะ (Press Brake) ทำงานได้อย่างเต็มประสิทธิภาพและยืดอายุการใช้งานของอุปกรณ์ให้นานขึ้น การตั้งค่าพารามิเตอร์ตามมาตรฐานและการบำรุงรักษาอุปกรณ์เป็นประจำจึงเป็นสิ่งที่ขาดไม่ได้ การใช้ฟังก์ชันต่าง ๆ ที่มีในโหมดการตั้งค่านี้อย่างเหมาะสมสามารถลดเวลาหยุดทำงานของอุปกรณ์ได้อย่างมีประสิทธิภาพ และยกระดับประสิทธิภาพการผลิตได้อย่างมาก หากท่านมีข้อสงสัยใด ๆ ระหว่างการใช้งาน หรือต้องการความช่วยเหลือทางเทคนิคจากผู้เชี่ยวชาญ ท่านสามารถติดต่อทีมเทคนิคที่เกี่ยวข้องได้ตลอดเวลา นอกจากนี้ ท่านยังสามารถศึกษาเอกสารประกอบที่เกี่ยวข้องเพื่อเรียนรู้ทักษะการปรับแต่งอุปกรณ์ให้เหมาะสมยิ่งขึ้น และเพิ่มมูลค่าการประยุกต์ใช้งานในการผลิตของเครื่องดัดโลหะ (Press Brake) ให้สูงยิ่งขึ้นอีกด้วย

