















































Skärordning vid böjning av plåt
De viktigaste övervägandena vid böjning av plåt är: principen att den tidigare böjningen inte får påverka den efterföljande böjningen, och principen att böjningen inte får trycka mot formen eller verktygsmaskinen.
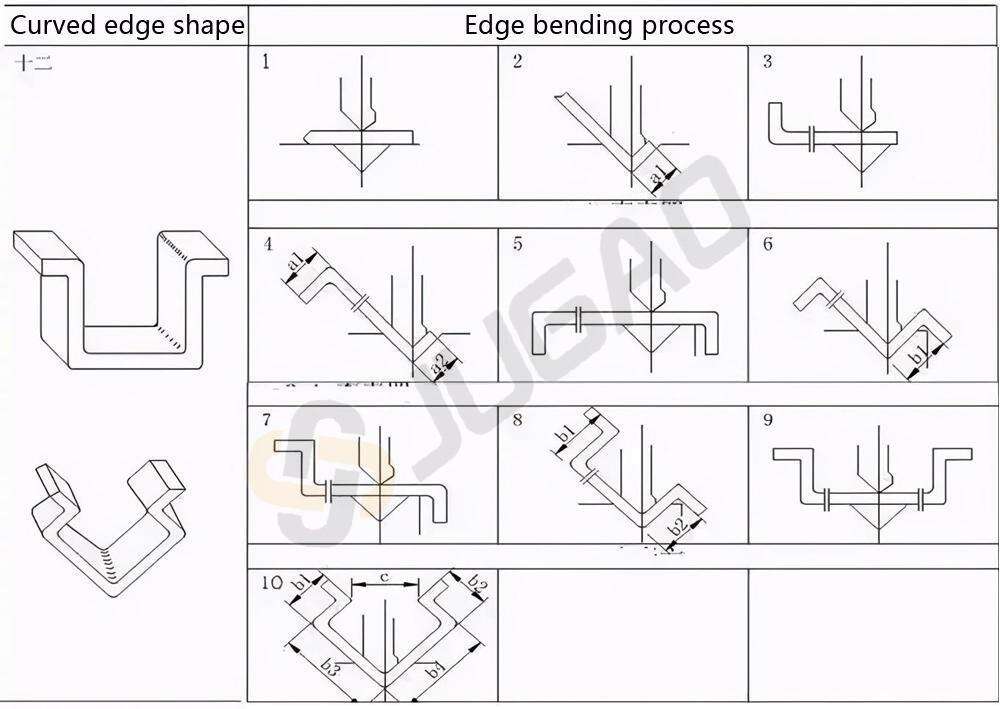
Följande är en förklaring med referens till bilder:
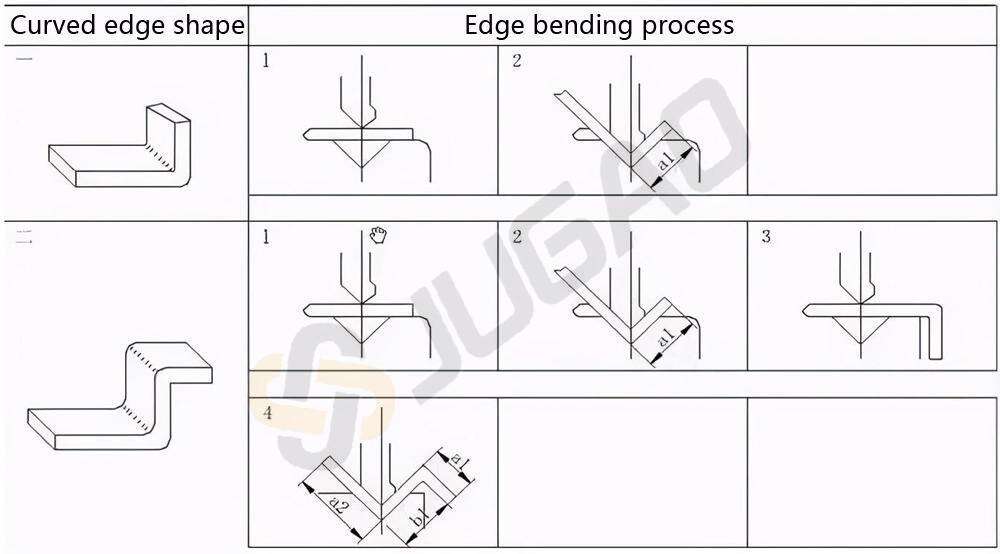
Som framgår av figurerna 1 och 2: L-formade böjningar tar främst hänsyn till minsta böjstorlek; Z-formade böjningar tar främst hänsyn till minsta böjstorlek och minsta höjd för den omvända böjningen.
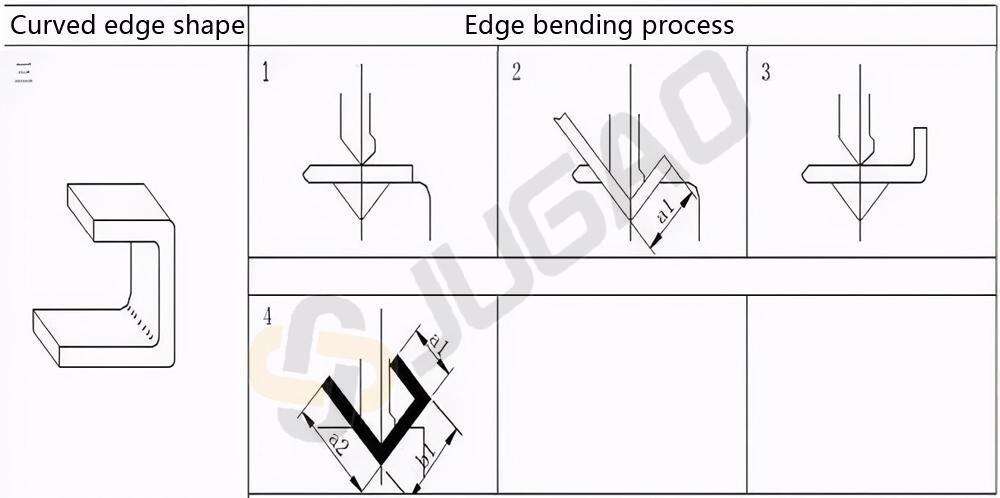
Enligt figur 3: Vid böjning av kanalstål är huvudhänsyn att ta till förhållandet mellan måttet b1 och måttet a1. Efter böjning får den första böjningen inte kollidera med det övre böjverktyget.
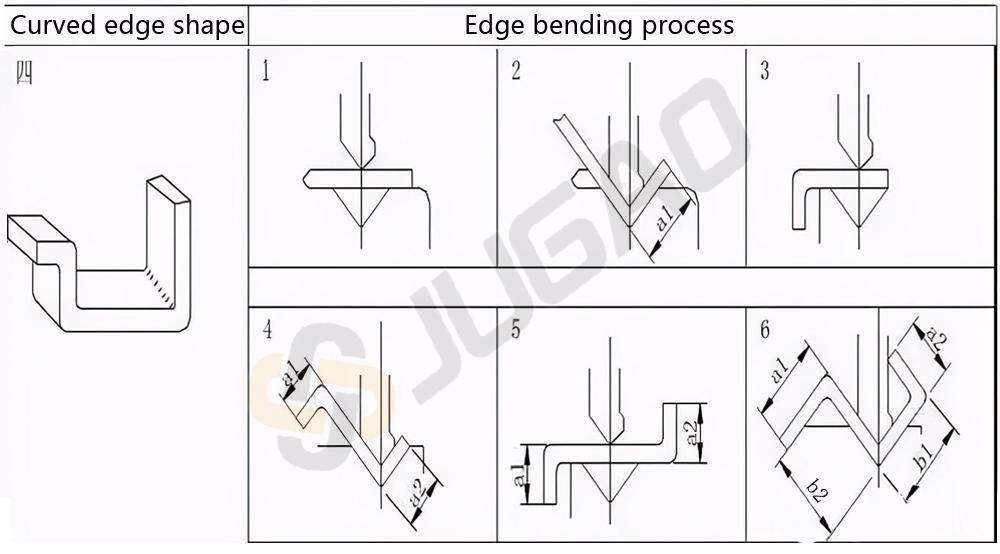
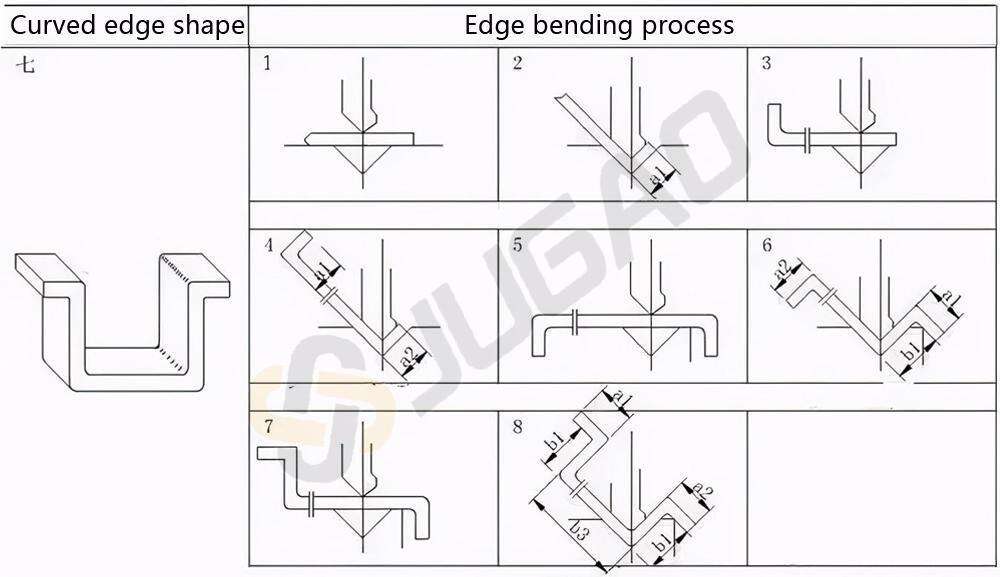
Enligt figur 4: Denna böjning kräver hänsyn till olika faktorer som visas i figurerna 1, 2 och 3. Observera positionen för handen som håller arbetsstycket i steg 5 för att undvika att klämma in handen.
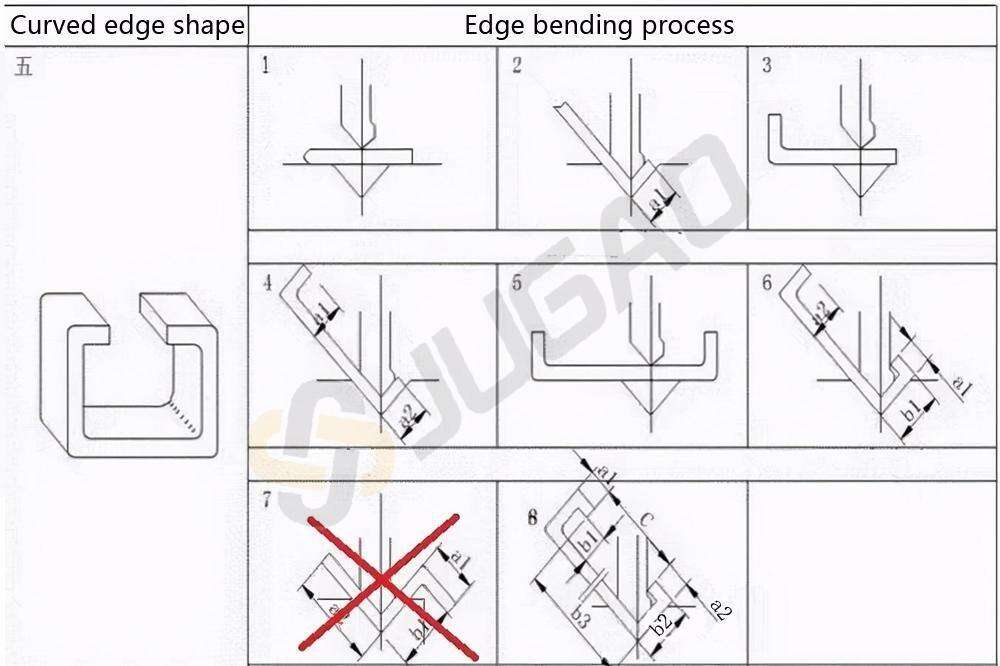
Enligt figur 5: Steg 7 är felaktigt och onödigt och bör tas bort.
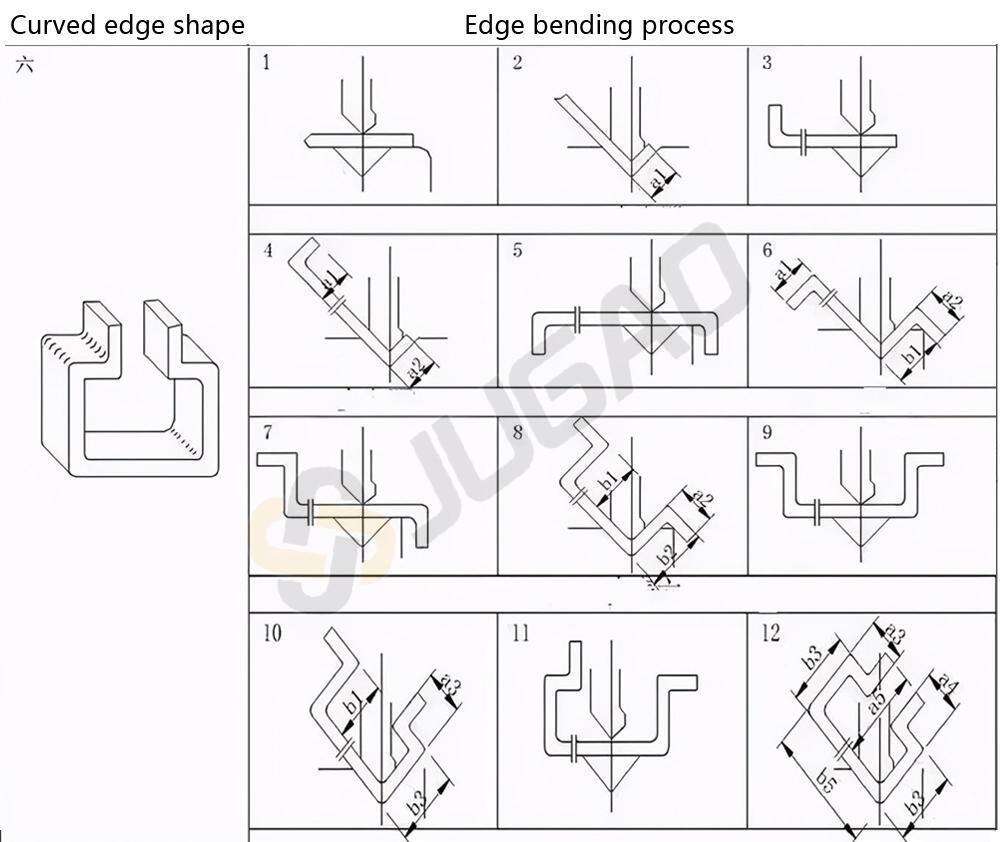
Enligt figur 6: Observera att längden på det sista steget, b5, är relativt lång. Ingen böjning får kollidera med formen, ännu mindre tränga in i formen. Undantag gäller för specialformer.
Enligt figur 7: Denna typ av böjning är en vanlig form för förstärkningsribbor, och böjföljden måste läras in.
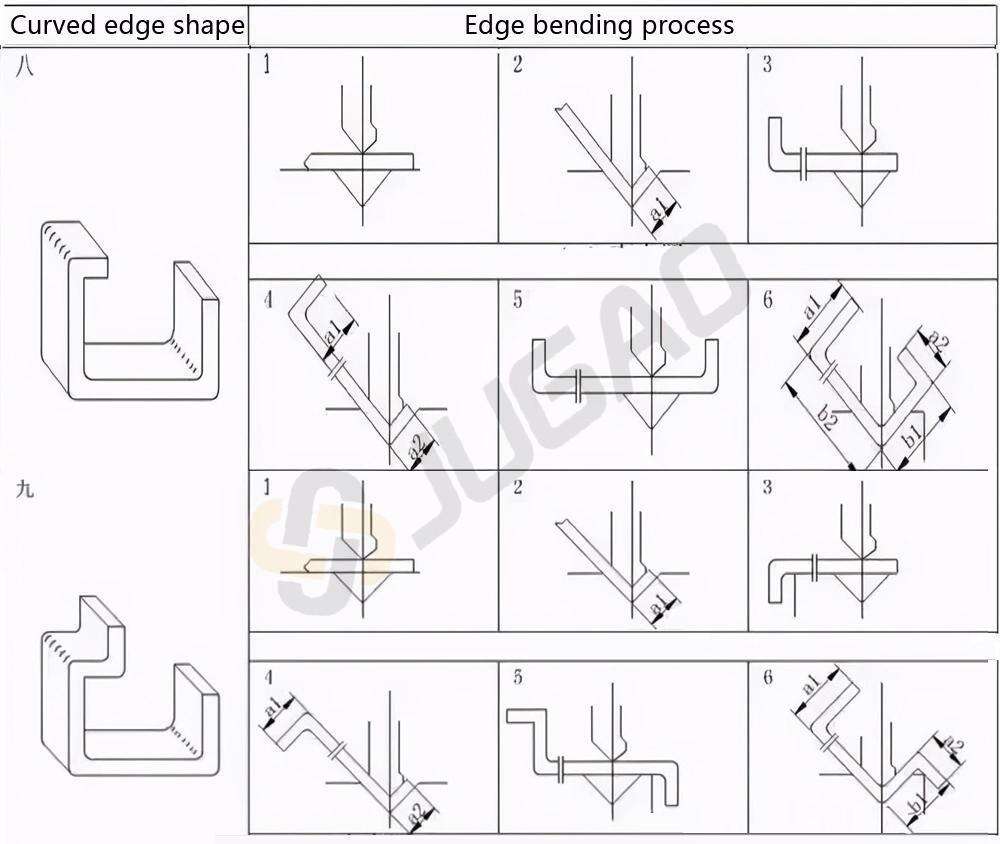
Figurerna 8 och 9 visar böjföljden ovan; om du förstår den bör detta inte vara svårt.
Figur 10 har tagits bort eftersom böjformerna upprepas och huvudbilden motsvarar inte böjföljdsschemat.
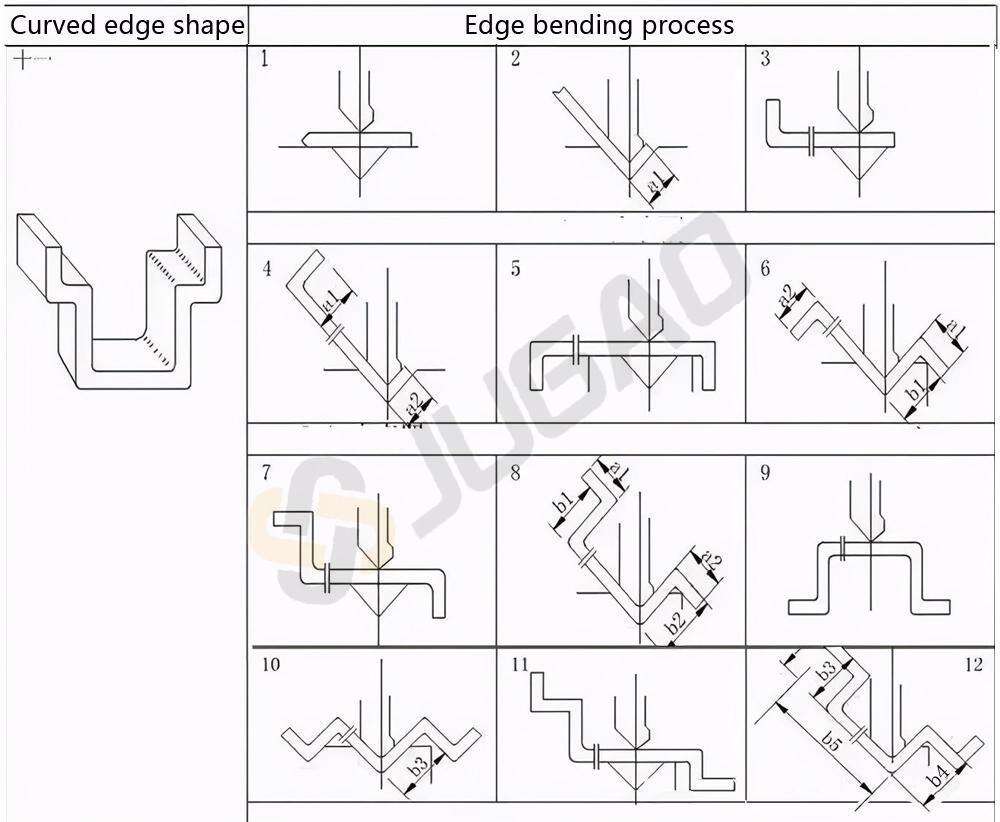
Som framgår av figur 11: Även om det finns många steg är böjningen faktiskt inte svår. Observera den brutna linjen, fundera på den och du kommer att förstå. Det är mycket enkelt.
Betsning av plåt kräver erfarenhet; observera hur erfarna hantverkare bänder plåtar och varför de gör det på det sättet. För att lära dig mer om bögmaskiner eller bögningsprocesser, vänligen kontakta vårt JUGAO CNC MACHINE-team.

