















































Nyckelsteg för verktygsinställning på DELEM DA-66S
Innehållsförteckning
1. inledning
2. Grundläggande konfigureringssteg
2.1 Åtkomst till DELEM DA-66S:s verktygskonfigurationsgränssnitt
2.2 Aktivering av verktygsinställningsfunktionen
2.3 Välja och lägga till nya verktyg
3. Inställning av verktygsplacering och längdparametrar
3.1 Programmering av verktygslängd och placering
3.2 Utnyttja automatisk valfunktionen optimalt
4. Avancerad konfiguration och hantering av verktygssegmentering
4.1 Hantering av verktygssegmentering
4.2 Välja och ompositionera verktygsstationer
5. Vanliga frågor (FAQ)
6. slutsats
Att konfigurera verktygen i DELEM DA-66S-styrsystemet med hög noggrannhet och enligt standardstegen är nyckeln till att förbättra driftseffektiviteten och bearbetningsnoggrannheten hos pressbänkar. Oavsett om du uppdaterar en befintlig verktygskonfiguration eller skapar en helt ny, måste varje steg i konfigurationsprocessen utföras noggrant för att säkerställa optimala produktionsresultat.
Kärnan i verktygskonfigurationen ligger i den exakta programmeringen av stansverktyg, matrissor och alla nödvändiga adapter för maskinen. Genom att komma åt produktbiblioteket och välja lämplig verktygskonfigurationsschema kan du uppnå en mycket noggrann konfiguration av dessa kärnkomponenter. Den här guiden går igenom alla väsentliga steg i DELEM DA-66S-verktygskonfigurationen, effektiviserar din installationsarbetsflöde och höjer den totala driftseffektiviteten för pressbänken.
Introduktion

DELEM DA-66S är ett banbrytande numeriskt styrningssystem som används på många håll inom modern tillverkning, särskilt inom metallindustrin. Den exakta verktygskonfigurationen är den grundläggande garanti för att pressbänken ska kunna utföra högprecisionssvikning och upprätthålla stabil prestanda. En felaktig konfiguration påverkar inte bara bearbetningsnoggrannheten hos arbetsstyckena, utan minskar även produktionseffektiviteten och kan till och med orsaka onödig slitage på maskinen och verktygen. Att behärska de vetenskapliga konfigureringsstegen är därför avgörande för varje operatör.
1 Åtkomst till DELEM DA-66S:s verktygskonfigurationsgränssnitt
För att redigera eller ändra verktygsinställningen för en specifik produkt bör du först hitta och välja den motsvarande produkten från systemets produktbibliotek och sedan öppna modulen för verktygsinställning för att påbörja den efterföljande konfigurationsarbetet. Detta är det första steget för att komma in i det professionella verktygskonfigurationsgränssnittet och utgör grunden för alla efterföljande åtgärder.
2 Aktivering av funktionen för verktygsinställning
Att aktivera funktionen för verktygsinställning är en förutsättning för att utföra verktygskonfiguration på DELEM DA-66S. När funktionen är aktiverad visar systemgränssnittet en detaljerad visuell layout av maskinens nuvarande verktygsinställning, vilket är oumbärligt för programmering av korrekt placering av stansverktyg, matrissor, adaptorer och andra verktyg.
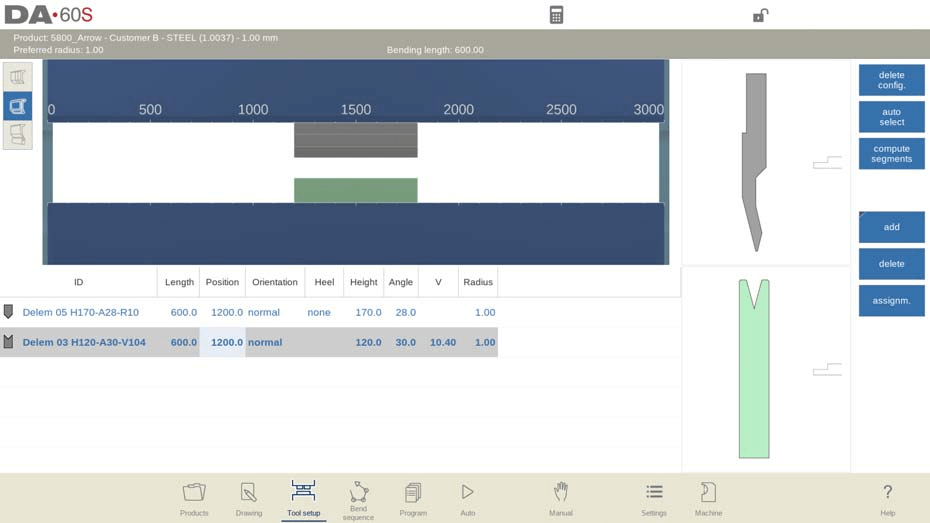
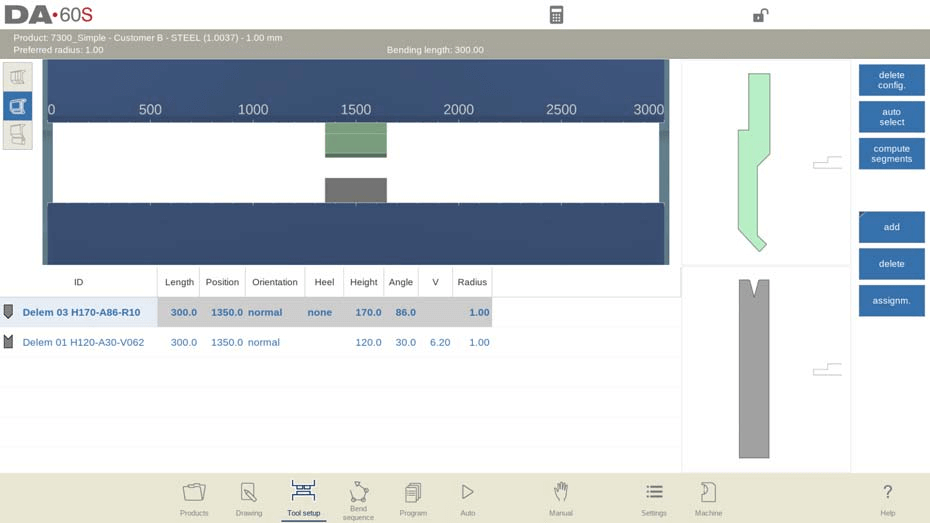
När funktionen för verktygsinställning är aktiverad visar den övre halvan av skärmen en framåtvänd vy av maskinens nuvarande inställning, medan den undre halvan visar detaljerad information om alla konfigurerade verktyg. Det är på detta integrerade gränssnitt som operatörer kan programmera placeringen av olika verktyg på bänkpressen.
Framsidan av maskinen visar de kärnstrukturerna från topp till botten i följande ordning: pressbalk, stansadapter (om förprogrammerad), stans, matris, matrisadapter (om förprogrammerad) och arbetsbord. Dessa maskindelar är förvalda i systemets maskinläge och behöver vanligtvis inte justeras under daglig konfiguration. Om en adapter kan programmeras och läggas till i installationen beror på adapterparameterns inställningar i samma maskinläge.
3 Välja och lägga till nya verktyg
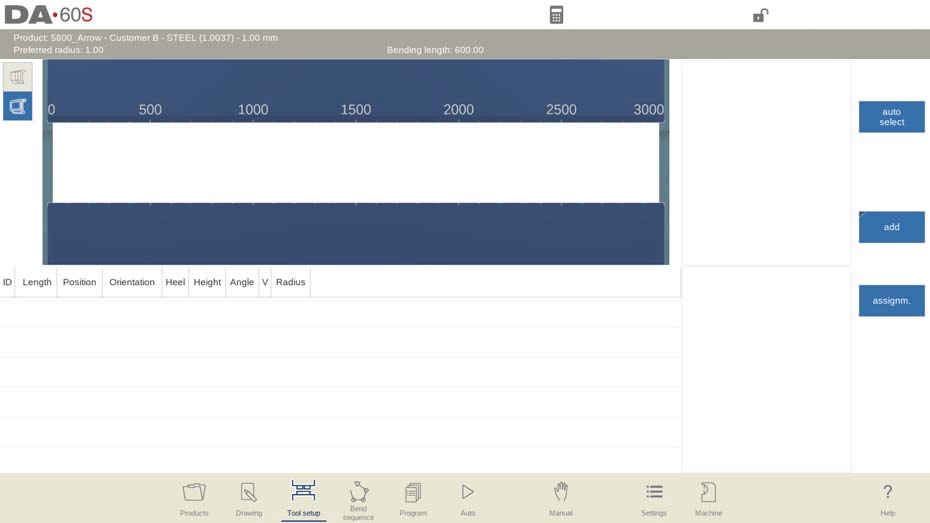
När ett nytt verktygskonfigurationsschema skapas är maskinens verktygsmonteringsyta som standard tom. Operatörer måste manuellt lägga till de nödvändiga verktygen, vilka kan vara stansar, matriser eller adapter (om adapterfunktionen är aktiverad i systemet). När ett verktyg har lagts till placeras det i maskinen med den maximalt tillgängliga längden som standard, och operatören kan sedan ändra verktygs-ID:n via listvyn för exakt verktygsanpassning och hantering.
Den specifika driftprocessen är följande:
1. När du har gått in i läget för ny verktygskonfiguration ska du bekräfta att maskinens verktygsöppning är i tomt läge;
2. Klicka på knappen "Lägg till" för att välja vilken typ av verktyg som ska läggas till (stans, motstans eller aktiverad adapter);
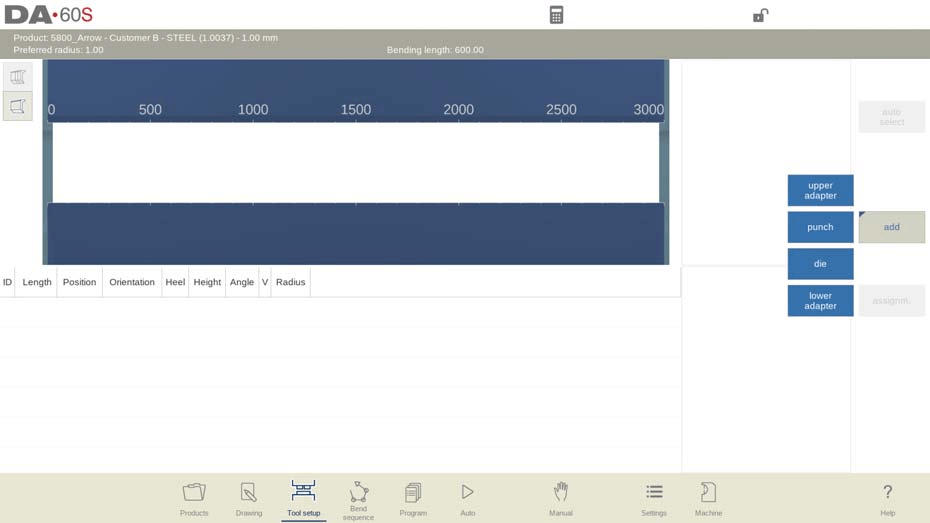
3. När du har valt ett verktyg (t.ex. en stans) placerar systemet automatiskt verktyget på den angivna positionen på maskinen med den längsta tillgängliga längden;
4. Välj Punch-ID:n i gränssnittet och klicka på listvy för att ändra verktygets unika ID för senare identifiering och hantering.
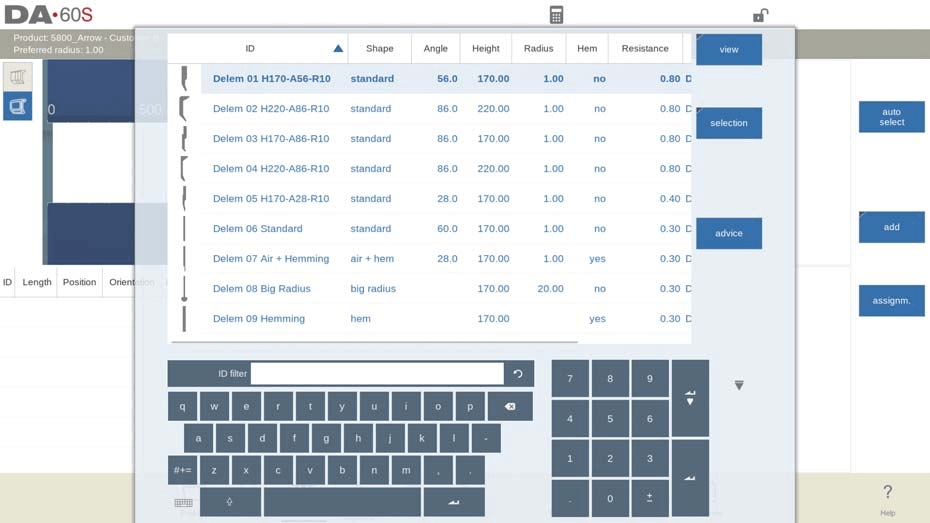
Systemet är utrustat med en intelligent filtreringsfunktion för verktygs-ID: när endast en del av verktygs-ID:t anges matchar styrsystemet automatiskt och visar en lista över verktyg som innehåller de angivna tecknen, vilket avsevärt snabbar upp processen för verktygsval.
Genom att klicka på knappen "Råd" i gränssnittet utlöses ett system som söker igenom och visar ett begränsat antal lämpliga verktyg från hela verktygsbiblioteket baserat på specifika kriterier, vilket hjälper operatörer att snabbt identifiera de optimala alternativen. Sökkriterierna är följande:
• Matchning av produktens krökning: det valda verktyget måste ge en bearbetad produkts krökning som ligger nära den förinställda önskade krökningen, och den faktiska resulterande krökningen måste ligga inom intervallet ±50 % av den önskade krökningen;
• Överensstämmelse med böjningskraften: den böjningskraft som krävs för bearbetningen får inte överstiga det valda verktygets bärförmåga;
• Anpassning av verktygets vinkel: den valda verktygets vinkel bör vara mindre än eller lika med den vinkel som krävs för att bearbeta produkten;
• Matchning av böjningsmetod: till exempel rekommenderas kanterverktyg automatiskt när produkten kräver kanterbøjning.
Genom att klicka på knappen "Visa alla" avbryts skärningen och hela listan med verktyg i biblioteket visas för operatörerna att välja mellan.
3.1 Förval av flervärdiga V-verktyg
För ett flervärdigt V-verktyg (ett verktyg med mer än en V- eller U-formad öppning) kan operatörer antingen välja en specifik V-/U-öppning eller hela det flervärdiga V-verktyget (markerat som V = *). Om en specifik öppning väljs använder systemet denna öppning för hela böjsekvensberäkningen; om hela det flervärdiga V-verktyget väljs, väljer styrsystemet automatiskt den öppning som ger produktens radie närmast det förprogrammerade värdet.
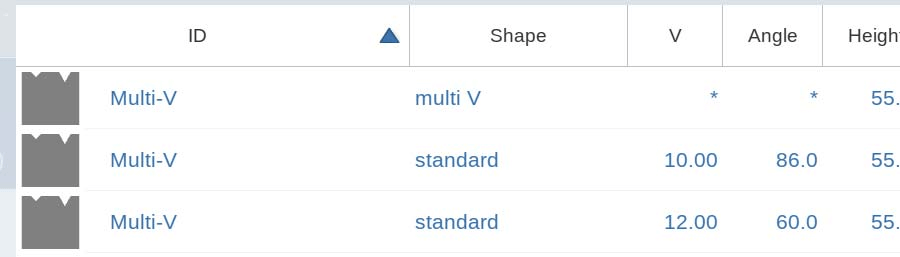
Om systemet väljer en annan V-/U-öppning under böjsekvensberäkningen tillämpas denna nyvalda öppning på alla efterföljande böjprocesser som ännu inte inkluderats i den ursprungliga sekvensen.
3.2 Val och parameterinställning av Vario-V-verktyg
Den initiala urvalet av en Vario-V-form (en form med justerbar V-/U-formad öppning) på DELEM DA-66S sker på samma sätt som för vanliga former. Efter att ha valt en Vario-V-form är dess V-värde inte förinställt som standard. Operatörer kan direkt fortsätta med att skapa böjsekvensen, och systemet väljer automatiskt det mest lämpliga V-värdet baserat på de tillgängliga justeringspositionerna för Vario-V-formen.

Om operatören förinställer ett specifikt V-värde använder systemet detta värde för alla efterföljande böjberäkningar. För Vario-V-former med diskreta justeringspositioner kan endast de förinställda fasta värdena väljas; om ett icke-förinställt V-värde anges kommer systemet automatiskt att använda det närmaste tillgängliga fasta värdet.
I böjsekvensläget kan operatörer ändra V-öppningen på multiv-död eller V-värdet på vario-v-död via funktionerna Ändra eller Flytta död på gränssnittet. Funktionen Dödpositionering i programläget ger också samma möjlighet att justera parametrar.
Inställning av verktygsplacering och längdparametrar
1 Programmering av verktygslängd och placering
Att justera verktygslängden och placeringen på DELEM DA-66S är enkelt och intuitivt. Operatörer kan antingen välja det aktuella verktyget och direkt mata in nya numeriska värden för längd och position, eller dra verktyget på det visuella gränssnittet för att omplacera det. Systemets dragfunktion är optimerad med en hastighetsjusteringsfunktion: ju längre nedåt man drar, desto långsammare rör sig verktyget, vilket möjliggör extremt exakt placering av verktyg och avsevärt förbättrar konfigurationsnoggrannheten.
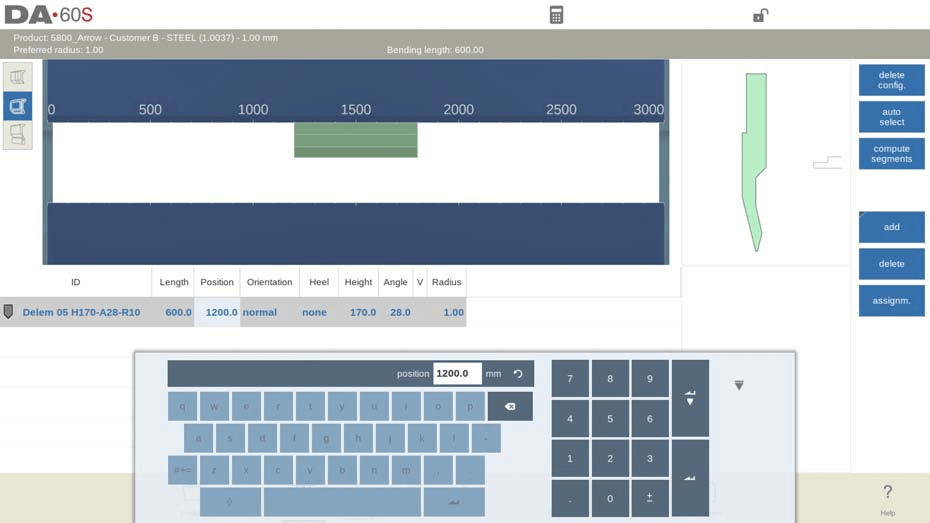
Funktionen för automatisk justering är en framträdande och avgörande funktion för exakt verktygsjustering i DELEM DA-66S-verktygskonfigurationen. När verktyg eller verktygsstationer dras på gränssnittet justerar funktionen automatiskt målet till maskinens centrum antingen vertikalt eller horisontellt. När verktyget flyttas in i justeringszonen visas en röd guidelinje på skärmen, vilket indikerar den optimala släpppositionen för exakt justering – denna funktion är nyckeln till att säkerställa noggrannheten i verktygsplaceringen och stabiliteten vid efterföljande bearbetning.
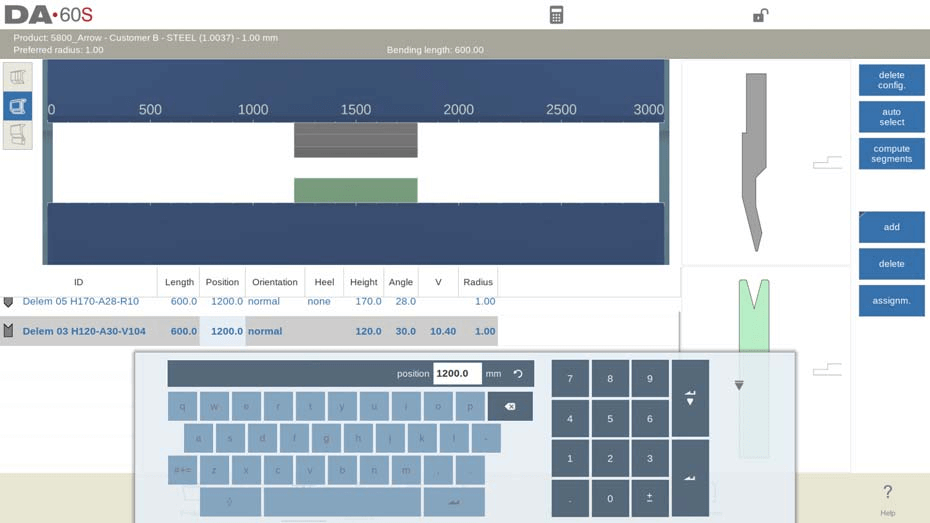
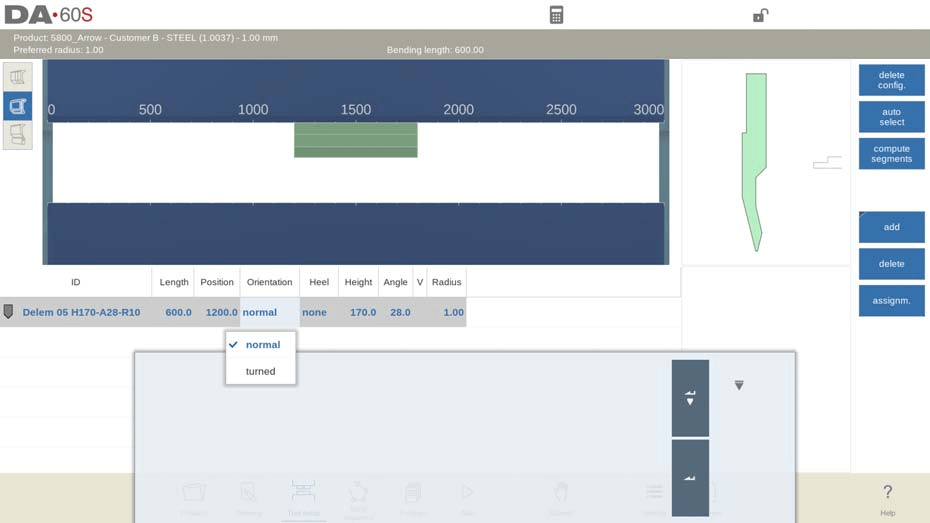
Dessutom har DELEM DA-66S-systemet en intelligent matchningsfunktion: när ett stansverktyg är placerat placerar systemet automatiskt en motsvarande stansform direkt under det, och längden samt placementspositionen för stansformen anpassas fullständigt till stansverktyget. På denna grund kan operatörer utföra personlig anpassning enligt produktionsbehoven, till exempel genom att lägga till eller ta bort stansverktyg och stansformer, flytta verktygspositioner, justera verktygslängder, ändra verktygsorienteringsvinklar eller modifiera klacktyper. Dessa flexibla justeringsfunktioner gör att verktygskonfigurationen kan anpassas till en mängd olika komplexa produktions- och bearbetningskrav.
Nyckeloperationsknappar för detta steg:
• Ta bort konfiguration: Rensa hela den befintliga verktygskonfigurationen och börja om från grunden med en ny konfiguration;
• Lägg till: Lägg till ett nytt verktyg i den aktuella konfigurationen och klicka för att välja verktygstyp (övre adapter (om aktiverad), stansverktyg, stansform, undre adapter (om aktiverad));
• Ta bort: Ta bort det för närvarande valda verktyget från konfigurationen.
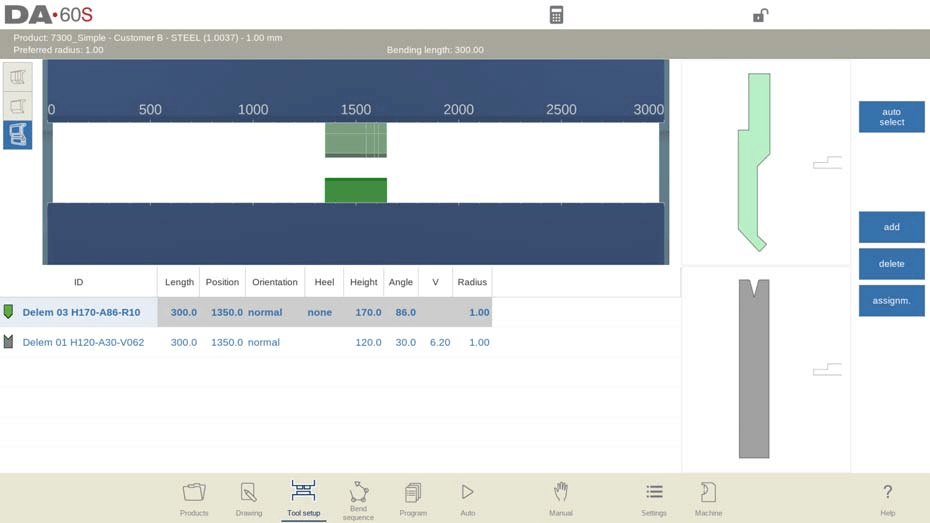
2 Att utnyttja funktionen Autoval på bästa sätt
Funktionen "Autoval" är tillgänglig i kärngränssnittet för verktygskonfiguration och är avsedd att hjälpa operatörer att snabbt välja den mest lämpliga kombinationen av stans och matris för den förprogrammerade böjprocessen, baserat på produktens maximala böjlinjestorlek.
Systemet hämtar och matchar automatiskt den optimala verktygssatsen från verktygsbiblioteket för en enskild böjprocess, med målet att uppnå den mest ideala produktens radie. Det bör noteras att denna funktion endast matchar verktyg för ett enskilt böjsteg och genererar inte en komplett verktygsinställningsschema för hela produktionsprocessen – eftersom böjföljden är en nyckelbegränsning för den totala inställningen och måste formuleras manuellt av operatörer. När funktionen för automatisk val är aktiverad ersätter systemet automatiskt den befintliga verktygsinställningen med den nyss matchade optimala kombinationen.
Avancerad konfiguration och hantering av verktygssegmentering
1 Hantering av verktygssegmentering
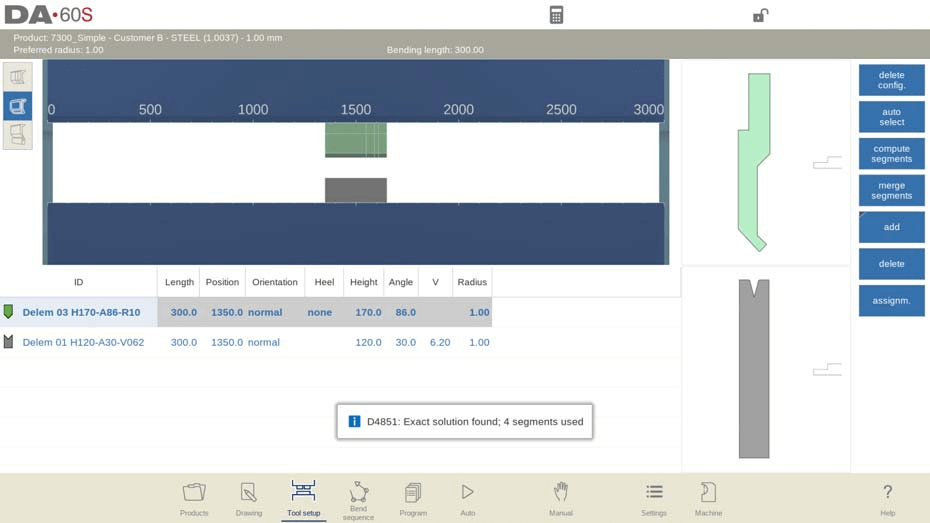
För segmenterade verktyg kan DELEM DA-66S-systemet automatiskt beräkna det optimala segmenteringsschemat baserat på förinställda segmentlängdsparametrar, vilket säkerställer att de segmenterade verktygen perfekt anpassas till de strukturella begränsningarna hos kantpressen och effektivt förbättrar effektiviteten i böjprocessen.
Systemets stöd för konfiguration av segmenterade verktyg ger stor flexibilitet och precision i produktionen: operatörer kan kombinera verktyg av önskad storlek genom rimlig segmentering, vilket är särskilt praktiskt vid olika verktygskrav för olika arbetsstycken och gör verktygskonfigurationen mer målrikt och effektiv.
Gränssnittet för verktygsinställning på DELEM DA-66S är utrustat med tre olika visningslägen, var och en som ger en unik driftsperspektiv för att hjälpa operatörer vid verktygsinställning och segmenthantering. Dessa vy-lägen kan växlas genom att klicka på valknapparna på vänster sida av maskinens framvy, vilket gör hanteringen av segmenterade verktyg enkel och intuitiv.
1.1 Nyckeloperationer för enskild verktygssegmentering
• Beräkning av böjsekvens: När den grundläggande verktygsinställningen är slutförd växlar du till läget för böjsekvens, och systemet beräknar automatiskt den mest effektiva böjsekvensen för de konfigurerade verktygen, vilket avsevärt förenklar hela produktionsprocessen;
• Manuell verktygssegmentering: Om standardverktygets längd inte uppfyller bearbetningskraven kan operatörer manuellt segmentera verktygen för att justera dem till exakt den önskade längden, vilket ytterligare förbättrar konfigurationsflexibiliteten;
• Automatisk segmentberäkning: Systemets inbyggda funktion för verktygssegmentering kan automatiskt fastställa den optimala segmenteringslösningen utifrån de faktiska produktionsparametrarna. Den använder nyckelparametrar såsom "maximalt avstånd mellan verktyg" och den valfria "verktygslängdtoleransen" som beräkningsgrund, vilket gör segmenteringen mer vetenskaplig och användningen mer användarvänlig.
För operatörer som behöver djupgående anpassning av verktygssegmentering stödjer DELEM DA-66S direkt programmering av segmentparametrar i maskinläget. I detta läge kan operatörer ändra segmentparametrarna för stansverktyg och stansverktygsformar i verktygsbiblioteket, så att verktygsinställningen fullt ut uppfyller de exakta kraven för specialiserade produktionsprocesser. Att behärska segmentprogrammeringsmetoden i verktygsbiblioteket är nyckeln till att utnyttja hela potentialen i DELEM DA-66S:s verktygskonfigurationsfunktion.
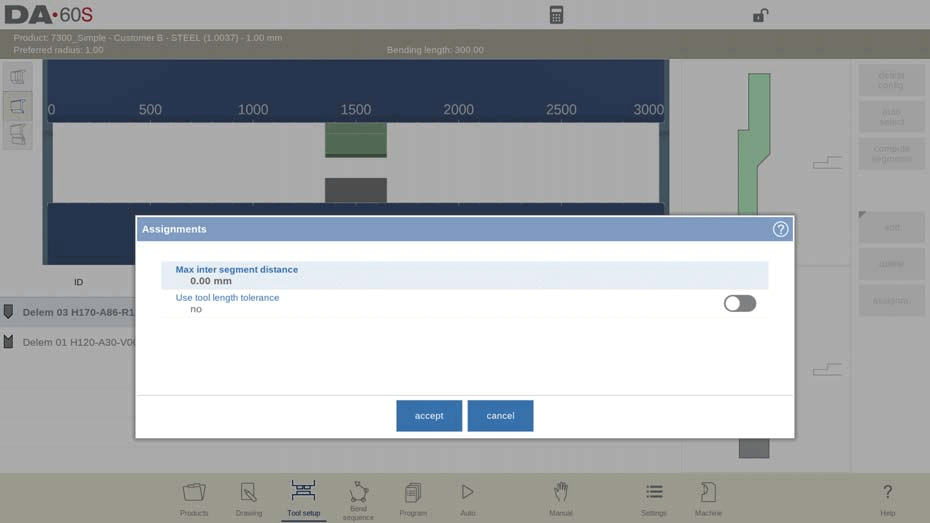
1.2 Verktygsvy: Tilldelningsparameterinställning
Klicka på knappen "Tilldelningar" i gränssnittet för att visa och ange de kärnparametrar som används för segmenteringsberäkning. De konfigurerbara tilldelningsparametrarna inkluderar:
• Maximalt avstånd mellan segment: Ange det maximala tillåtna avståndet mellan angränsande verktygssegment;
• Använd verktygslängdtolerans: Aktivera eller inaktivera toleransparametern för att styra det tillåtna avvikelseintervallet under verktygssegmentering.
1.3 Segmenteringsvy: Justering och hantering av segment
När du växlar till segmenteringsvyn visar gränssnittet segmentdetaljerna för verktygen både i grafisk och listform, och endast segmentinformationen för det för närvarande valda verktyget visas. Operatörer kan dra och justera positionen och storleken för enskilda segment i det grafiska gränssnittet, och listan visar tydligt sammansättningen och parameterdetaljerna för alla segment i det aktuella verktyget.
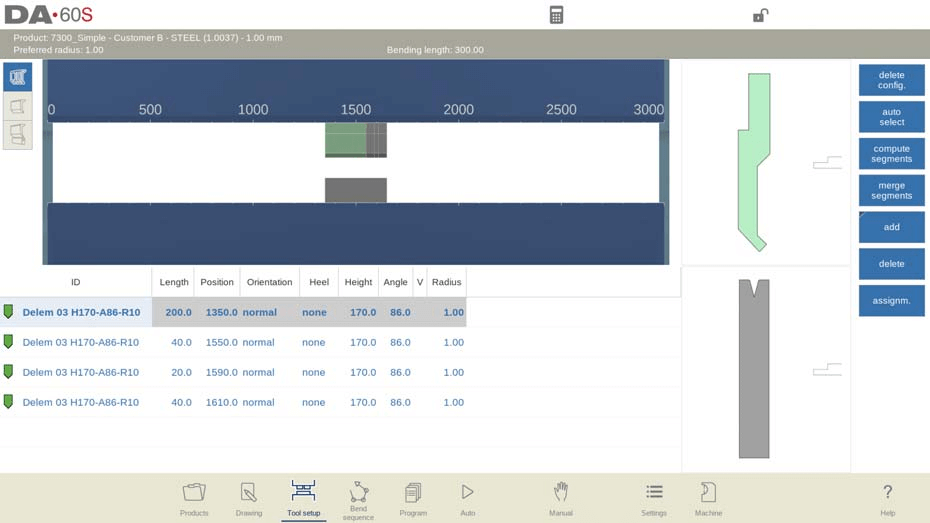
Det bör noteras att när segment justeras i segmenteringsvyn tar systemet inte hänsyn till den faktiska lagermängden av segment på lager; överensstämmelsen mellan den justerade schemat och den faktiska lagermängden kan verifieras genom att köra om segmenteringsberäkningen.
1.4 Inställning av segmentparametrar i verktygsbiblioteket
För att systemet ska kunna använda funktionen för segmenterade verktyg och beräkna segmenteringsschemat baserat på de faktiskt tillgängliga segmenten måste operatörer först fylla i informationen i segmentbiblioteket. Denna åtgärd kan utföras i modulen för verktygsprogrammering, som finns under maskinläget i inställningarna för verktygens egenskaper för stans- och matarverktyg.
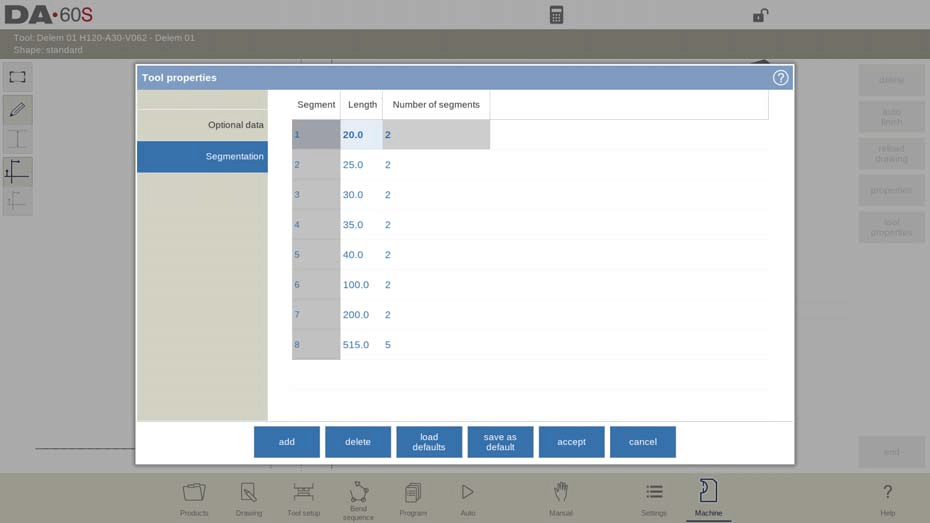
I inställningarna för varje verktyg växlar du till fliken Segmentering, där operatörer kan programmera och ställa in segmentlängden, valformen på hälen och det tillgängliga antalet segment för verktyget, vilket lägger grunden för systemets automatiska segmenteringsberäkning.
2 Välja och omplacera verktygsstationer
Att behärska användningen av Stationsvyn är en nyckeldel av avancerad verktygskonfiguration på DELEM DA-66S, som främst används för helhetsstyrning av verktygsstationer, och dess kärnfunktioner samt hanteringspunkter är följande:
1. Markering och omplacering: I Stationsvyn visas hela verktygsstationen som en enhet som kan markeras för snabb val av operatörer. Omplaceringen av verktygsstationen kan ske på två sätt: genom direkt programmering av den nya koordinatpositionen eller genom att dra stationen till målpositionen i gränssnittet, vilket avsevärt ökar flexibiliteten i den totala verktygsinställningen;
2. Automatisk definition av verktygsstationer: Systemet identifierar och definierar automatiskt en verktygsstation när det finns ett överlappande område mellan stansen och matrisen. Denna överlappning kan vara en exakt justeringsposition eller en lätt förskjuten position, båda kommer att erkännas som en giltig verktygsstation. Även en särskild konfiguration med två stansar som motsvarar en enda matris kan definieras som en verktygsstation, vilket är mycket användbart vid bearbetning av böjprocesser med utrymmesbegränsningar;
3. Hantering av verktygsstationer: I Stationsvyn kan operatörer kopiera en befintlig verktygsstation med knappen "lägg till" eller radera en onödig station med knappen "ta bort". Den viktigaste funktionen i denna vy är att den endast hanterar verktygsstationen som helhet och inte ändrar de detaljerade parametrarna för enskilda verktyg i stationen, vilket gör justeringen av den totala konfigurationen mer effektiv utan att påverka den exakta konfigurationen av ett enskilt verktyg.
Frågor som ofta ställs (FAQ)
Q1: Hur uppnår man en effektiv verktygsinställning i DELEM DA-66S-verktygskonfigurationen?
A1: För att maximera effektiviteten vid verktygsinställning bör du först växla till böjsekvensläget, så att systemet beräknar den mest effektiva böjsekvensen för den aktuella produktionsuppgiften. Använd sedan systemets funktion för verktygssegmentering för att justera verktygssegmenten och skapa exakt den verktygslängd som krävs för bearbetningen. Genom att kombinera dessa två funktioner kan inställningstiden avsevärt förkortas och konfigurationseffektiviteten förbättras.
Q2: Hur definierar man verktygsstationer i DELEM DA-66S-verktygskonfigurationen?
A2: På DELEM DA-66S definieras en verktygsstation automatiskt av systemet när det finns ett överlappande område mellan stansen och matrisen. Denna definition inkluderar både exakta överlappande positioner och förskjutna överlappande positioner, vilket effektivt möjliggör anpassning till bearbetningskraven för komplexa böjprocesser och mångskiftande verktygskonfigurationer.
Q3: Kan de detaljerade parametrarna för ett enskilt verktyg ändras i stationsvyn under konfigurationen?
A3: Nej. Stationsvyn används endast för den övergripande hanteringen av verktygsstationer och stödjer åtgärder såsom kopiering, borttagning och ompositionering av stationer, men den kan inte ändra de detaljerade parametrarna för enskilda verktyg. Denna design säkerställer att den övergripande justeringen av verktygsstationen inte påverkar den exakta konfigurationen av ett enskilt verktyg.
Slutsats
Exakt CNC-verktygskonfiguration av DELEM DA-66S är kärngarantin för att uppnå högprecision och hög effektivitet vid drift av bänkpressen. Att strikt följa ovanstående nyckelsteg för konfiguration säkerställer att verktygsinställningen fullständigt anpassas till de specifika bearbetningskraven för produkten, vilket effektivt förbättrar maskinens bearbetningsnoggrannhet och produktionseffektivitet. I daglig produktion måste operatörer regelbundet granska och justera verktygskonfigurationsparametrarna utifrån den faktiska bearbetningssituationen och arbetsstyckets krav för att bibehålla bänkpressens optimala driftstatus.
För mer ingående professionella insikter och teknisk support angående verktygskonfiguration av DELEM DA-66S, kontakta gärna det professionella tekniska teamet på JUGAO. Vi är dedicerade till att erbjuda omfattande stöd för inställning av er maskin och dess dagliga drift, och säkerställer att hela er produktionsprocess förlöper smärtfritt.

