















































CYBELEC CybTouch 12 – experttips för verktygshantering
Innehållsförteckning
• Introduktion
• Stanskonfiguration
• Steg-för-steg-guide för skapande och modifiering av stans
• Matriskonfiguration
• Steg-för-steg-guide för skapande och modifiering av matris
• Standardiserade verktygsnamngivningskonventioner
○ Stansnamnsregler
○ Matrisnamnsregler
• Bakmåttfunktion och säkerhet
• Vanliga frågor (FAQ)
○ Hur optimerar man CYBELEC CybTouch 12:s verktygshantering för bästa prestanda?
○ Vad gör man om systemet inte känner igen ett verktyg?
○ Kan verktygsinställningar anpassas i systemet?
• Slutsats
Effektiv verktygshantering är grunden för smidiga CNC-maskinbearbetningsoperationer, och att behärska detta för CYBELEC CybTouch 12-systemet är avgörande för att höja precisionen och produktiviteten inom metallbearbetning. Den här guiden presenterar praktiska, tillämpbara strategier för verktygshantering på CybTouch 12-plattformen, anpassade både för nya användare som lär känna systemet och för erfarna operatörer som vill förbättra sina arbetsflöden. Genom att följa dessa riktlinjer kommer du att kunna utnyttja systemets verktygshanteringsfunktioner fullt ut och minimera fel i dina böjprocesser.
Introduktion
Modulen för verktygshantering i CYBELEC CybTouch 12 gör det möjligt for användare att skapa och konfigurera maskinverktyg – ett avgörande steg för korrekt böjberäkning och utförande. Efter att ha valt och konfigurerat lämplig stans och matris behöver operatörerna endast ange önskad böjvinkel och flänslängd (L). Systemet CybTouch 12 beräknar sedan automatiskt de exakta positionerna för X- och Y-axlarna som krävs för böjen, vilket garanterar konsekvent noggrannhet vid varje bearbetningsoperation.
Konfiguration av stans
Grundläggande valinstruktioner
För att välja en förkonfigurerad stans navigerar du genom systemets stansbibliotek med hjälp av pilknapparna på gränssnittet och återvänder sedan till sidan för numerisk böjning för att tillämpa valet.
Steg-för-steg-guide för skapande och modifiering av stans
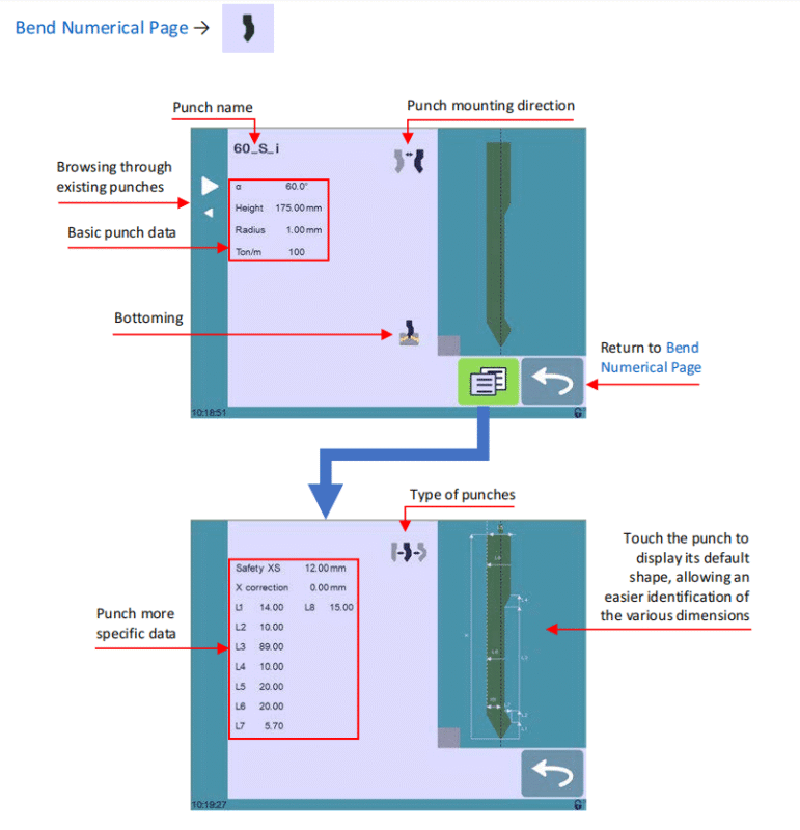
Om ingen stansverktyg ännu har skapats i systemet visas "???" som standardetikett i fältet för stansverktyg. För befintliga stansverktygsbibliotek väljer systemet automatiskt det senast använda stansverktyget (t.ex. 60_S_i); observera att eventuella ändringar inte skriver över det ursprungliga stansverktyget, eftersom redigerade inställningar sparas under ett nytt anpassat namn. Följ dessa 13 steg för att skapa eller ändra ett stansverktyg:
1. Tryck på ikonen för stansverktyg för att öppna gränssnittet för konfiguration av stansverktygsdetaljer.
2. Ange de grundläggande fysiska parametrarna för det nya stansverktyget: stansvinkel (α), höjd, radie och ton per meter (ton/m).
3. Använd knappen för monteringsriktning på stansverktyg för att vända stansverktyget om bearbetningsuppsättningen kräver det.
4. Välj ikonen för bottenstansning för att markera stansverktyget som ett slitstarkt verktyg för bottenstansningsoperationer.
5. Tryck på menuknappen för att komma åt sidan "Mer" för avancerade parameterinställningar.
6. Använd ikonen för typ av stansverktyg för att välja stansverktygets strukturella typ: rak, normal eller gåsanhals.
7. Använd den grafiska verktygsrepresentationen på skärmens högra sida för att ange de detaljerade måttvärdena (L1 till Lx). Genom att trycka på grafiken läses verktygets standardmåttlayout in, vilket förenklar identifiering och inmatning av varje parameter.
Måttstandarderna L1 till Lx är identiska med de som används i PC 1200-, DNC 880S- och ModEva-systemen. För verktygsanvändning mellan system exporteras parameterlistor från PC1200 och används för att programmera CybTouch 12 – vi rekommenderar att samma verktyg ges identiska namn i alla system för konsekvens.
8. Ange de kritiska säkerhets- och kalibreringsvärdena:
○ Säkerhetsavstånd XS: Det säkra avståndet mellan stansen och den bakre mätstaven längs X-axeln.
○ X-korrigering: Kalibreringsvärde för justering av eventuell feljustering av stansen.
9. Återgå till föregående konfigurationssida (ett lösenord för åtkomstnivå 2 krävs för att spara någon verktygskonfiguration i systemet).

10. Tryck på det aktuella stansnamnet (t.ex. 60_S_i) för att starta sparprocessen.
11. Välj Spara stansverktyg för att skriva över de befintliga verktygsparametrarna, eller välj Spara stansverktyg som för att lagra det ändrade/nya stansverktyget under ett unikt namn.
12. Använd systemets alfanumeriska tangentbord för att ange det nya stansverktygets namn, i enlighet med de standardiserade namngivningsreglerna som beskrivs i nästa avsnitt.
13. Tryck på
returknappen för att återgå till huvudprogramsidan; det nyligen sparade stansverktyget kommer att vara förvalt och klart för omedelbar användning i bearbetningsoperationer.
Matriskonfiguration
Grundläggande valinstruktioner
Matrisval följer samma process som stansverktygsval: bläddra igenom systemets förinställda matrisbibliotek med piltangenterna och växla sedan tillbaka till sidan för numerisk böjning för att bekräfta valet.
Steg-för-steg-guide för skapande och modifiering av matris
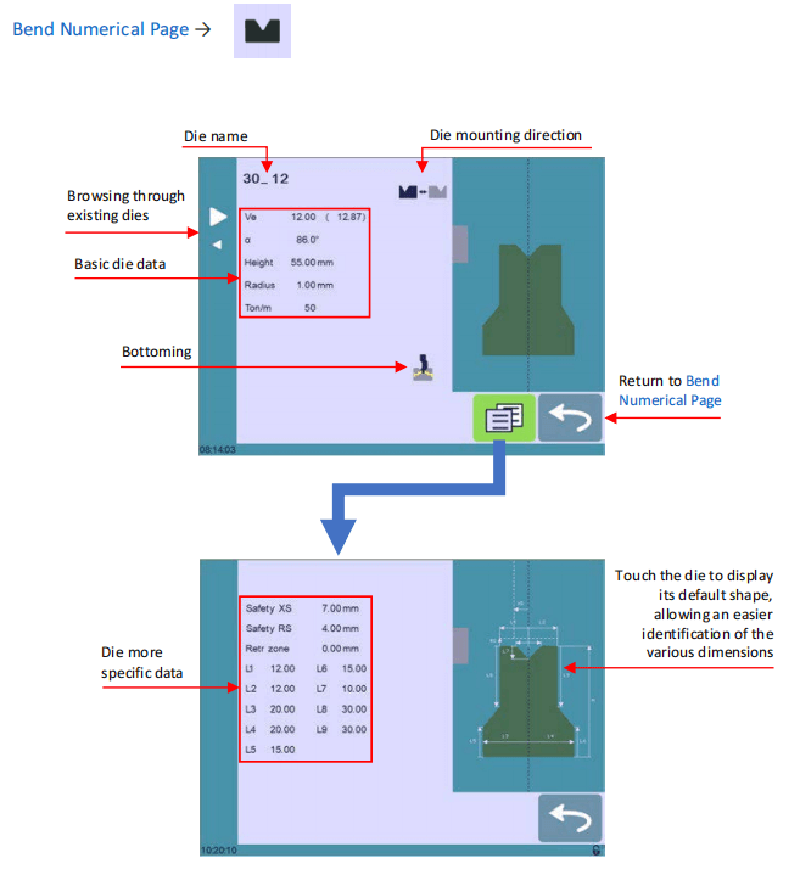
Om ingen stans är konfigurerad i systemet visas "???" i fältet för stans; för befintliga stansbibliotek laddar systemet den senast använda stansen (t.ex. 30_12). Ändringar av en befintlig stans påverkar inte de ursprungliga parametrarna, eftersom alla ändringar sparas under ett nytt namn. Slutför följande 12 steg för att skapa eller ändra en stans:
1. Tryck på stansikonen för att öppna gränssnittet för detaljerad stanskonfiguration.
2. Ange de grundläggande fysiska parametrarna för den nya stansen: stansbredd (Ve), vinkel (α), höjd, radie och ton per meter (Ton/m).
3. Använd knappen för monteringsriktning på stansen för att vända stansen om det behövs för bearbetningsuppsättningen.
4. Välj ikonen för bottenbearbetning för att klassificera stansen som ett slitstarkt verktyg för bottenbearbetningsprocesser.
5. Tryck på MENY-knappen för att öppna sidan "Mer" för avancerade dimensionerings- och säkerhetsinställningar.
6. Referera till den grafiska stansens representation till höger på skärmen för att ange detaljerade mått (L1 till Lx). Genom att trycka på grafiken visas stansens standardmåttsättning, vilket gör det lättare att ange korrekta värden.
Precis som för stansverktyg matchar måtten L1 till Lx för stansar standarderna för PC 1200-, DNC 880S- och ModEva-systemen. För verktygskompatibilitet mellan system kan du exportera stansparametrar från PC1200 och använda dem för CybTouch 12-programmering samt använda samma namn för identiska stansar i olika system.
7. Ange avancerade säkerhets- och driftvärden:
○ Säkerhet XS: Säker avstånd mellan stansen och bakstoppet längs X-axeln.
○ Säkerhet RS: Säker avstånd mellan stansen och bakstoppet längs R-axeln.
○ Retraktionszon: Den förinställda retraktionszonen för stansen under drift.
8. Återgå till föregående konfigurationssida (ett lösenord på nivå 2 krävs för att spara stanskonfigurationer).
9. Tryck på det aktuella stansnamnet (t.ex. 30_12) för att starta sparprocessen.
10. Välj "Spara stansverktyg" för att skriva över de ursprungliga stansverktygsparametrarna, eller välj "Spara stansverktyg som" för att lagra det nya/ändrade stansverktyget under ett anpassat namn.
11. Använd den alfanumeriska tangentbordet för att ange det nya stansverktygsnamnet enligt systemets standardiserade namngivningsregler.
12. Tryck på
returknappen för att återgå till huvudprogramsidan; det nyss sparade stansverktyget kommer att vara förvalt och klart att användas direkt.
Standardiserade verktygsnamngivningskonventioner
Att införa en konsekvent namngivningskonvention för stanshuvuden och stansverktyg är avgörande för effektiv verktygshantering på CYBELEC CybTouch 12. Ett tydligt och enhetligt namnsystem möjliggör snabb och korrekt identifiering av varje verktyg i biblioteket, och team kan införa ytterligare anpassade regler baserat på sina specifika produktionsbehov för att ytterligare förbättra organisatorisk effektivitet och minska fel vid verktygsval.
Regler för namngivning av stanshuvuden
Namnen på stanshuvuden ska struktureras i tre sekventiella delar: stanshuvudvinkel → stanshuvudtyp → inversionstatus.

Förkortningar för stanshuvudtyper:
• N = Normal
• S = Rakt
• G = Svanhals
Förkortning för inversion:
• i = Inverterad (utelämna om stansen är i standardpositionen, dvs. icke-inverterad)
Exempel: 90_N_i, 60_G, 30_S
Regler för namngivning av matriser
Namngivning av matriser följer ett liknande strukturerat format som stansar, med tre kärnkomponenter: matrisbredd (Ve-dimension) → matrisvinkel → inversionstillstånd. Använd samma förkortning för inversion (i = inverterad) för matriser och utelämna förkortningen om matrisen är monterad i standardposition.
Exempel: 12_86_i, 16_86, 20_30
Drift och säkerhet för bakmått
Cykelfunktionen för bakmått är en viktig funktion för säker och effektiv verktygshantering på CYBELEC CybTouch 12, specifikt utformad för justeringar av bakmått. Denna funktion flyttar bakmåtten fullt framåt, vilket gör att operatörer kan utföra nödvändiga kalibreringar och justeringar utan att placera sina händer eller armar mellan maskinens verktyg – vilket eliminerar en viktig säkerhetsrisk i bearbetningsprocessen.
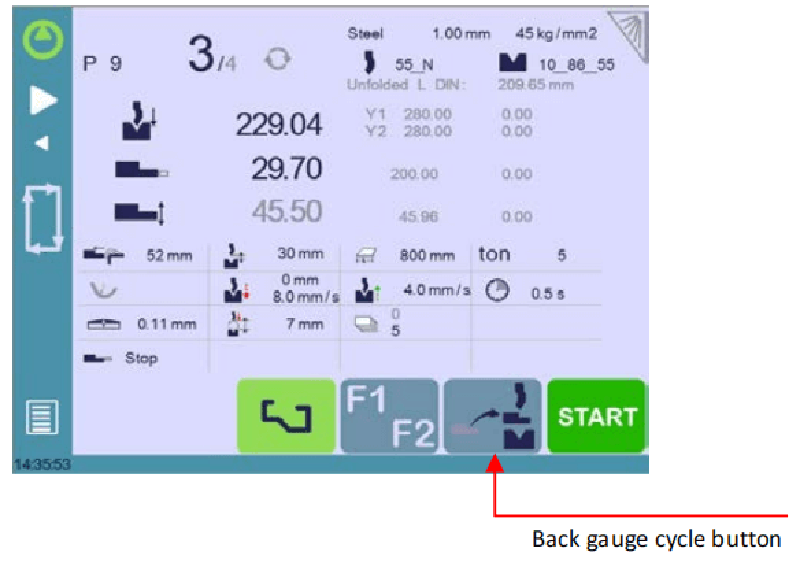
Viktigt notis: Siktlinjens cykelfunktionens synlighet och tillgänglighet beror på maskinens aktuella konfiguration och indexeringsstatus, och den kan inte vara tillgänglig i alla driftslägen.
Steg-för-steg-guide för siktlinjens cykelfunktion
1. Se till att maskinen är korrekt indexerad; knappen för siktlinjens cykelfunktion är gråad och otillgänglig om indexeringen inte är slutförd.
2. Tryck och håll nere knappen för siktlinjens cykelfunktion i mer än två sekunder för att aktivera funktionen.
3. Siktlinjerna rör sig till sin fullt framåtriktade position, mellan stansen och matrisen. Om maskinens bom inte befinner sig i övre dödpunkt (TDC) kommer den först att röra sig fullt uppåt innan siktlinjerna börjar röra sig.
4. När alla justeringar av siktlinjerna är slutförda trycker du igen på cykeln-knappen för att inaktivera funktionen, och trycker sedan på START-knappen för att återuppta normal maskindrift.
Frågor som ofta ställs (FAQ)
Hur optimerar man CYBELEC CybTouch 12:s verktygshantering?
För bästa prestanda hos CybTouch 12:s modul för verktygshantering måste varje verktyg i biblioteket identifieras korrekt och fullständigt parametriseras med aktuell fysisk och driftrelaterad information. Utför regelbundna kontroller av verktygsdata för att säkerställa deras korrekthet och verifiera kompatibiliteten mellan verktygsinställningarna och maskinens övergripande konfiguration – detta säkerställer sömlös integration mellan verktyg och bearbetningsoperationer samt minimerar driftstopp.
Vad ska göras om systemet inte känner igen ett verktyg?
Om CYBELEC CybTouch 12 inte upptäcker en stanspåse eller stansform, kontrollera först att verktyget är korrekt infört och mekaniskt justerat i maskinen. Kontrollera sedan verktygets parametrar i systemets verktygshanteringsgränssnitt och ange om nödvändigt på nytt eller korrigera eventuella felaktiga data. Avslutningsvis bör du bekräfta att systemprogramvaran är uppdaterad till den senaste versionen för att lösa eventuella kompatibilitetsproblem mellan programvara och verktyg.
Kan verktygsinställningar anpassas i systemet?
Ja, fullständig anpassning av verktygsinställningar är tillgänglig på CYBELEC CybTouch 12. Öppna gränssnittet för verktygshantering för att justera alla relevanta parametrar, inklusive fysiska mått för stans/die, typ av arbetsstyckematerial och kompensationsvärden, så att de överensstämmer med de specifika kraven i dina bearbetningsoperationer. Se alltid till att alla anpassade inställningar sparas korrekt i systemet för att garantera konsekventa resultat vid serietillverkning.
Slutsats
Att behärska CYBELEC CybTouch 12:s verktygshanteringsfunktioner kräver en tydlig förståelse för systemets kärnfunktioner, ett välstrukturerat verktygsbibliotek samt regelbunden underhåll och uppdatering av alla verktygskonfigurationer. Genom att följa steg-för-steg-anvisningarna, namngivningskonventionerna och säkerhetsprotokollen som beskrivs i den här guiden kan du effektivisera din CNC-bearbetningsarbetsflöde, minska operativa fel avsevärt samt höja både precisionen och effektiviteten i dina metallbearbetningsprocesser.
För personlig support för att maximera din maskins potential eller för att lösa specifika utmaningar inom verktygshantering kan du kontakta vårt tekniska supportteam. Utforska dessutom vårt bibliotek med relaterade tekniska dokument för att fördjupa dina kunskaper och utnyttja hela kraften i CYBELEC CybTouch 12-verktygshanteringssystemet.

