















































Vanliga problem i svetsrobotens svetsprocess
Svetsresultatet hos robotar påverkas av många faktorer. Många kunder stöter på olika problem innan de blir skickliga i att använda svetsrobotar. Dessa problem orsakas i allmänhet av felaktig hantering eller olämpliga robotinställningar och kan lösas med lämpliga justeringar. Nedan går vi igenom några vanliga problem som uppstår vid användning av svetsrobotar samt deras lösningar.
I. Misslyckad bågstart under svetsning
1. Bågen har ännu inte startats

Orsak: Programmet saknar ett motsvarande kommando för bågstart innan kommandot för bågavslutning utförs.
Lösning: Kontrollera om ett extra bågavslutningskommando eller ett extra båginledningskommando har lagts till.
2. Båginledning misslyckades, signaldetekteringsfel

Felkorrektionsmetod:
1) Kontrollera inställningen för svetsavbrottstid på parameter sidan. I allmänhet är en tidsinställning på 5000 ms lämplig.
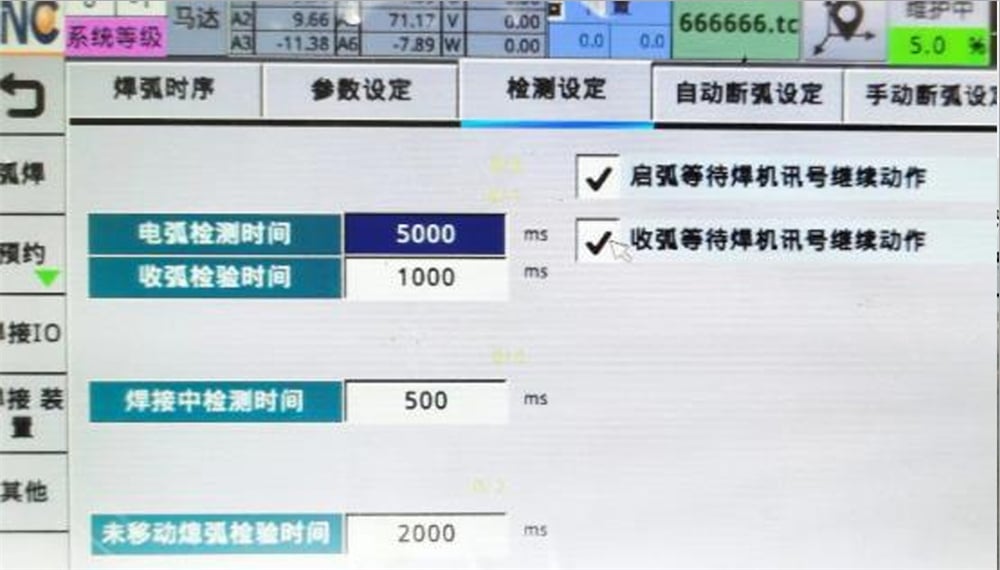
2) Kontrollera om svetsmaskinens signal överförs framgångsrikt till systemet.
3) Kontrollera om arbetsstycket är jordat.
3. Bågbildning och trådbrytning
Orsaker:
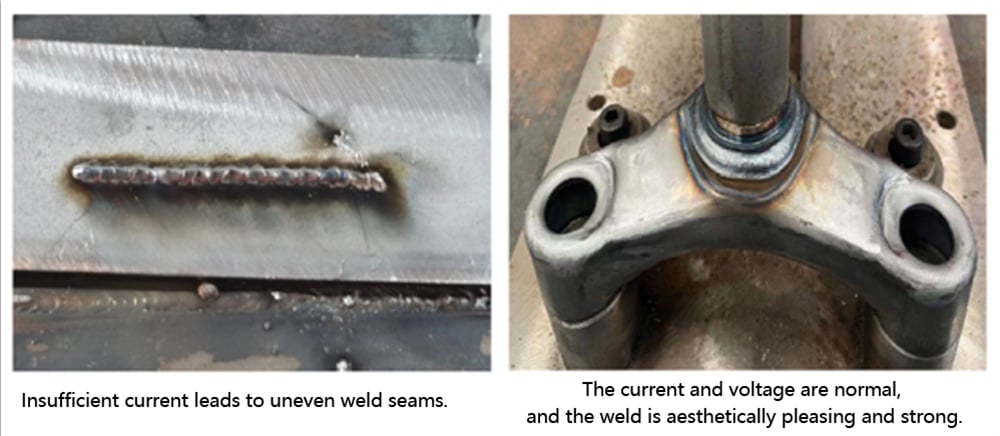
1) Ström- och spänningsfelmatchning
Lösning: Vi måste ställa in lämplig ström och spänning enligt den faktiska tjockleken på arbetsstycket och svetsmaskinen.
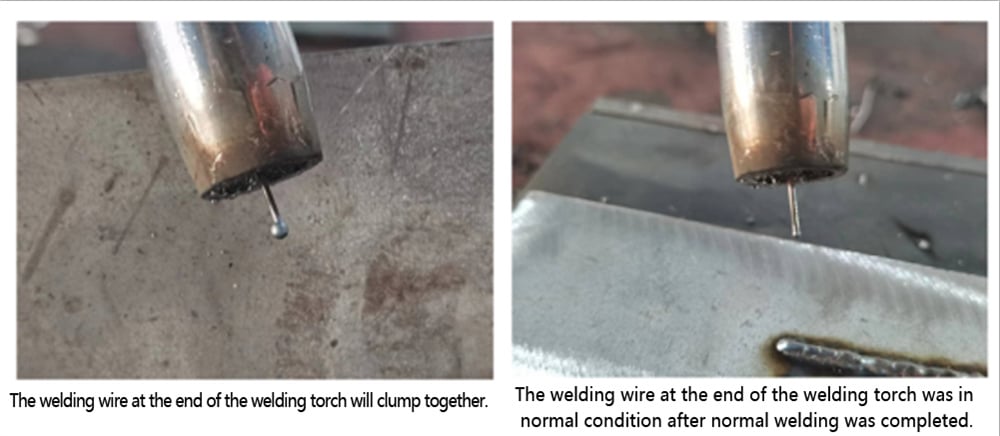
2) Svets-trådens längd är för lång.
Lösning: I allmänhet bör utvidgningslängden för svets-tråden vara 10–15 gånger trådens diameter. Välj en lämplig svets-trådlängd enligt trådens diameter.
4. Automatisk bågsläckning sker efter bågtändning.

Felsökning: Kontrollera om det finns ett problem med tidsinställningen för parametern och kontrollera om svetspistolens position har förskjutits.
II. Bågavbrott uppstår under svetsning.
Orsaker:
1. Svets-tråden nuddar inte arbetsstycket, vilket utlöser ett larm för bågavbrott.
Lösning: Justera om positionen för svets-tråden och arbetsstycket för att säkerställa fullständig kontakt under svetsningen. (Dock bör tråden inte placeras för nära arbetsstycket, eftersom detta kan orsaka genombränning.)
2. En felaktig svetsbana gör att svetspistolen kolliderar och automatiskt höjs.
Lösning: Ställ in om svetsbanan.
3. Dålig kontakt mellan svetsmaskinens positiva och negativa elektroder.
Lösning: Kontrollera anslutningen av de positiva och negativa elektroderna.
III. Orsaker till att bågen inte släcks efter avslutad svetsning:
1. Bågavslutningsfel på grund av fel i signaldetektering.
Orsak: Svetsmaskinen mottog ingen signal från roboten, vilket orsakade att robotens bågavslutning misslyckades.
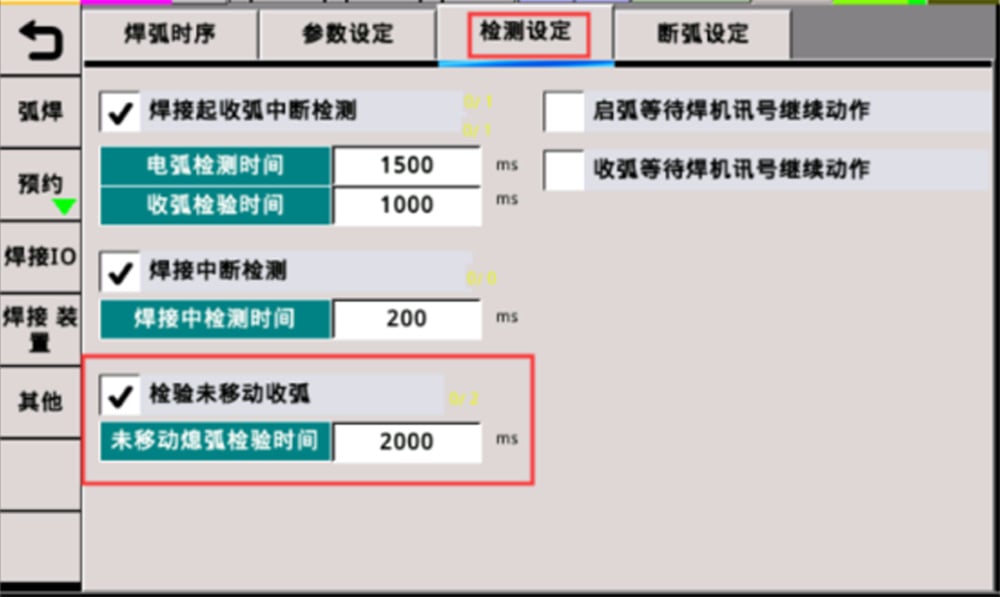
Felsökning:
(1) Kontrollera om inställningsparametrarna är rimliga.
(2) Kontrollera IO-signalerna och om bågavslutnings-I-punktsignalen är felaktig. Om I-punktsignalen alltid visar ON...
(3) Kontrollera om det finns en kortslutning i kretsen och om jordledaren är ansluten felaktigt.
2. Ingen bågavslutningskommando har angivits efter båginledning.

Orsak: När detta larm visas på handledningspanelen bör du kontrollera om bågavslutningskommandot glömts bort.
Lösning: Lägg till ett bågavslutningskommando efter båginledningskommandot i programmet.
Den här artikeln behandlar främst problem relaterade till båginledning, bågavslutning och bågavbrott under svetsprocessen för svetsrobotar. Användare kan konsultera de föreslagna lösningarna om de stöter på sådana problem. Om problemet inte kan lösas, vänligen kontakta JUGAO:s tekniska personal.
Svetsroboten är en automatiserad robot som integrerar flera svetsfunktioner, såsom gas-skyddad svetsning, argonbågsvetsning, plasma-skärning och lasersvetsning. Den har hög flexibilitet, stark anpassningsförmåga, hög svetseffektivitet och stabil svetskvalitet och kan användas på många områden, till exempel maskintillverkning, bilproduktion, precisionselktronik och kolgruvdrift.

