Grundläggande kunskap om böjformer
1. Böjande övre formverk
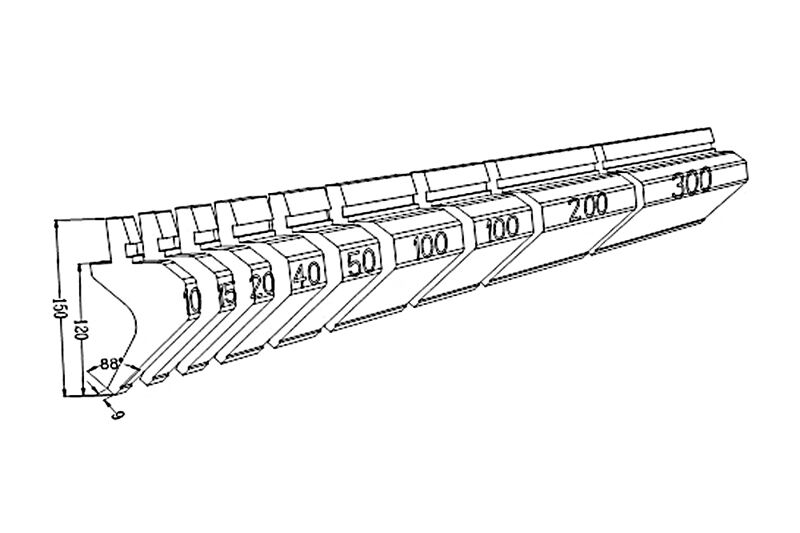
Övre formverket kallas också för en bögnivå. Det är indelat i två typer: integrerad och delad. Längden på det integrerade övre formverket är 415 mm och 835 mm. Längden på delad typ är 10, 15, 20, 40, 50, 100 (vänsterör), 100 (högerör), 200, 300 (mm); delat formverk kan kombineras till olika böjlängder.
Övre formverket är indelat i fyra typer: rak kniv, böjd kniv, cirkelbågekniv och specialkniv.
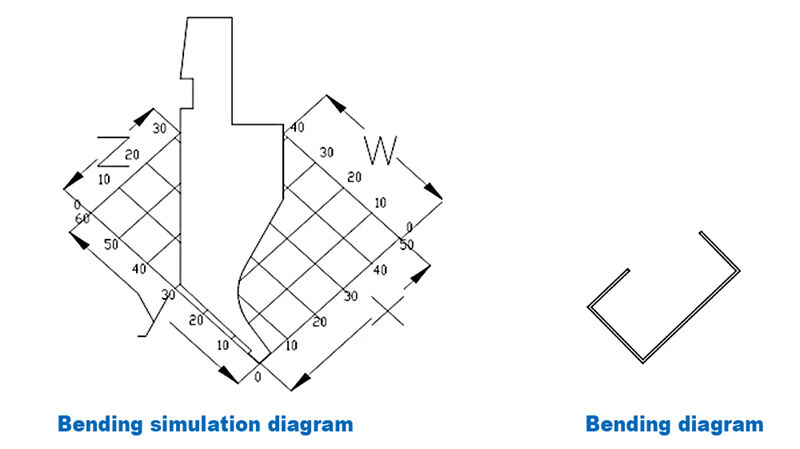
(1) Typer och bearbetningskaraktärer av raka knivar
Lämplig för böjning av symmetriska produkter, kan undvika framsidan och bakre riktningen, verktygets tjocklek är 6 mm, så att böjningsöppningen kan vara så liten som 6 mm.
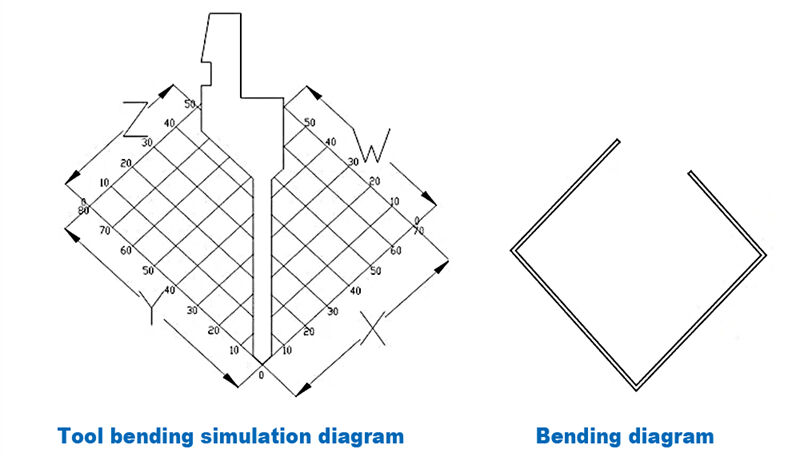
Från verktygets böjningssimuleringsdiagram kan man se att framsidan och bakre riktningen på verktyget kan undvikas, men längden på Z och W är mindre än längden på X och Y. Den här verktygets spetsvinkel är 88 grader och spetsens R-vinkel är 0,2. Dessutom används verktyg med spetsvinklar på 30 grader och 45 grader vanligtvis.
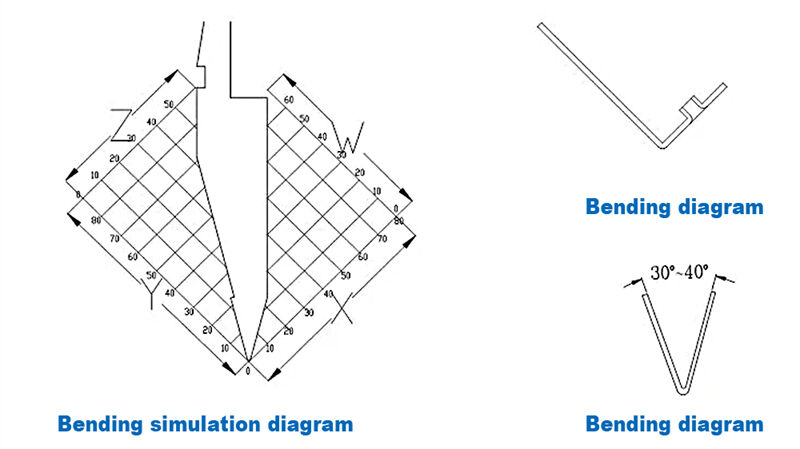
Spetsvinkeln är 30 grader och spetsens R-vinkel är 0,67, så att böjningsvinkeln kan vara mellan 30 och 180 grader. Den lilla vinkeln på verktygets spets kan användas för att undvika bump-hål eller nötter osv. Det kan också användas som en djupinsättningsform, och verktyget kan undvika framsidan och bakre sida.
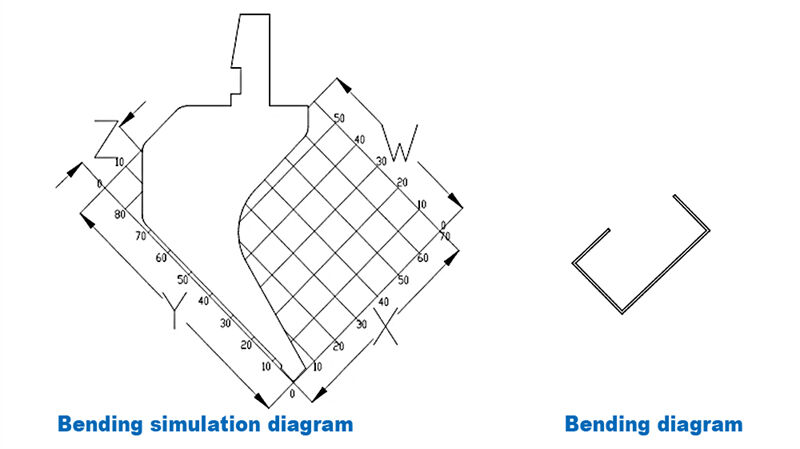
(2) Typer och bearbetningskaraktärer av krökta knivar
Under böjningsprocessen använder verktyget främst undanflykten i W-riktningen. När X>15MM blir effekten av undanflykten sämre och sämre. När Y>30 uppfylls böjningsvillkoren, annars kommer det att träffa knivens baksida. Detta typ av verktyg kallas vanligtvis för en liten krökt kniv.
Under böjningsprocessen använder verktyget främst undanflykten i W-riktningen. När X>25MM blir effekten av undanflykten sämre och sämre. När Y>75 uppfylls böjningsvillkoren, annars kommer det att träffa knivens baksida. Detta typ av verktyg kallas vanligtvis för en stor krökt kniv.
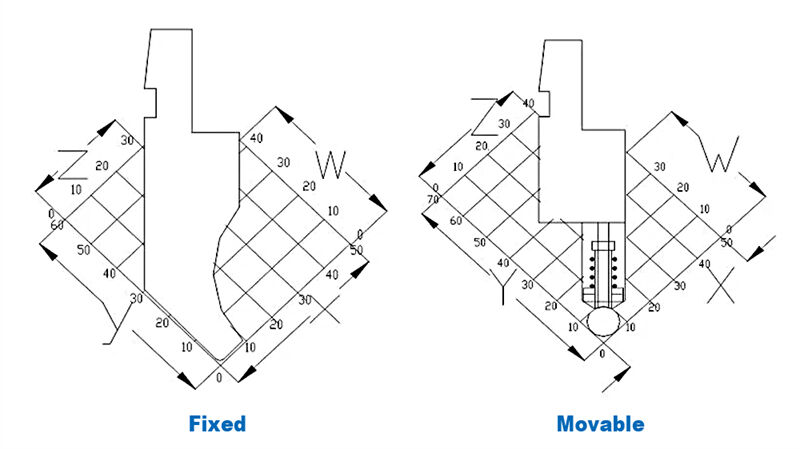
(3) Typer och bearbetningskaraktäristik av cirkelbågsknivar
Bågskärare delas in i fasta och rörliga typer. Bågskärare uppfyller olika krav på bågbuktning genom att byta ut rundstänger. När X-dimensionen av en fast bågskärare är >10MM, är dess undviknings-effekt densamma som för en liten krumbuktningsskärare. Det allmänna urvalet av standard för nedre döds V-grop är bågens diameter plus två plattjocklekar.
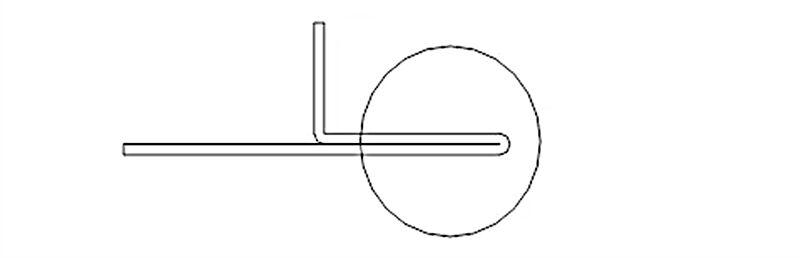
(4) Typer och bearbetningskaraktäristik av specialverktyg
Mapparnas specialverktyg inkluderar stegnedre död, utplattande död och vissa speciellt formerade böjande övre dödar.
a: De existerande stegnedre dödar delas in i två typer: 415mm och 835mm. Storlekspecificeringarna för segmentformerna är konsekventa med specificeringarna för verktygsegmentering. Formen för böjningen i formdiagrammet specificeras. Dock, när plattjockleken är tjockare, som T=2.0, och man tar hänsyn till allvarlig indragning och själva verkligheten om verktyget, kommer det att vara svårt att forma.

b: Den övre formen av utplattningsformen är en platt form, och den nedre formen kan ersättas av en vanlig böjningssläckare, men undvika V-gropen. Den används huvudsakligen för bearbetningsmetoder som död kantplattning och nitsning av skruvar.
2. Böjnedsform
Den nedre formen av vikmaskinen inkluderar böjnedsform, insättningsnedsform, utplattningsnedsform osv.
(1) Böjnedsform
Väljningen av böjnedsformen för vikmaskinen baseras huvudsakligen på plattjockleken av det bearbetade produkten. För närvarande är Yixin Companys standard för nedsformval 6T, vilket används som norm för platsoperationer om inte särskilda omständigheter uppstår. När stor V eller liten V-gropbearbetning krävs på grund av bearbetningsrestriktioner måste böjkoefficienten justeras motsvarande.
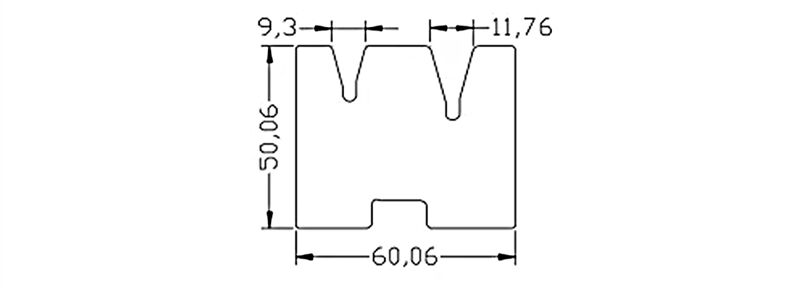
Formanalys: Figurerna visar en typ av nedre form. Typerna av V-gropar omfattar huvudsakligen 4V, 6V, 7V, 8V, 10V, 12, 16V, 25V och vissa speciella stora V-gropade böjverktyg. Denna typ av böjnederform delas huvudsakligen in i 46 hög och 26 hög baserat på höjden.
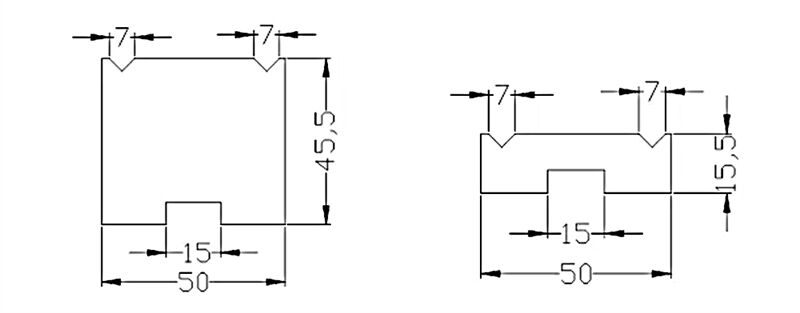
(2) Infogningsdjup nedre form
Formanalys: Figurerna visar en av de nedre formerna med infogningsdjup. Typerna av V-gropar omfattar huvudsakligen 4V, 6V, 8V, 12 och vissa speciella infogningsdjup för nedre former. Den är lämplig för böjning och infogning av vilken vinkel som helst mellan 30-180 grader.