















































Методе за тачно подешавање угла савијања ЦНЦ пресс-бричева
Одступања углова савијања могу довести до непостојанства обраде радног комада и проблема са квалитетом. Увлачење прецизних метода подешавања ЦНЦ-пресових кочница је кључ за осигурање идеалних резултата сваки пут када се савијате. Овај чланак ће детаљно описати како да постигнете прецизну контролу угла савијања синхронизирањем ређа за подешавање како бисте побољшали тачност обраде и ефикасност рада.
Корак за подешавање угла савијања
1. у вези са Разумејте улогу штапља за синхронизацију
Синхронизована шипка је основна компонента ЦНЦ преса кочнице, одговорна за осигурање да се цилиндри са обе стране крећу синхронично, чиме се одржава паралелност током процеса савијања. Свако одступање ће директно утицати на тачност угла савијања.
2. Уколико је потребно. Припрема за безбедност
Избришите снагу преса и уверите се да опрема потпуно престане да ради.
Користите заштитне рукавице и наочаре како бисте осигурали сигурно коришћење.
3. Уколико је потребно. Измерите почетни угао
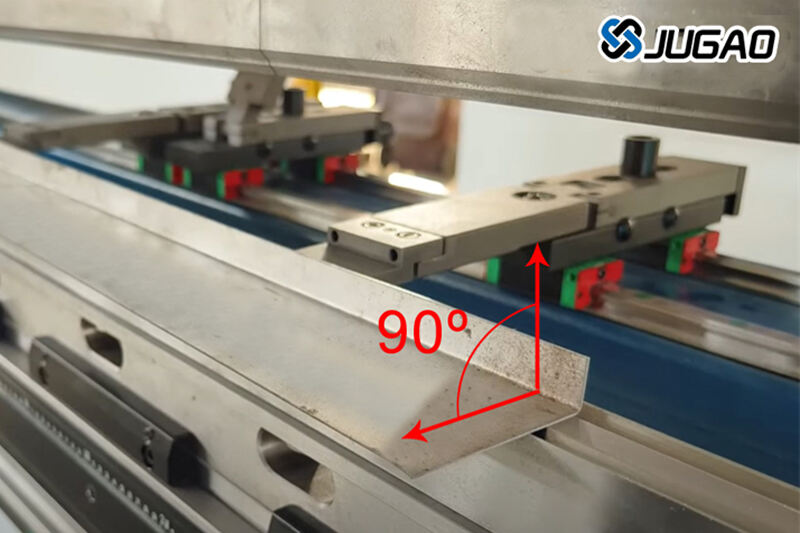
Поставити тест плочу испод сваког цилиндра са обе стране.
Извршите два савијања користећи исту процедуру и измерите углове савијања на обе стране.
Запишите разлику између углова са обе стране као основу за подешавање.
Схематичка дијаграма мерења угла савијања
4. Уколико је потребно. Поредите штап синхронизације
Позиција синхронизованог штапа: Пронађите положај регулисања синхронизованог штапа у складу са дизајном опреме.
Премести спојну руку: премести шестоугалну спојну руку у одређену позицијуПререредавање ротације:

Ротирајући синхронизациону шипку противкилосача, може се повећати дубина савијања, чиме се смањује угао савијања.
Обично се угао савијања мења за око 1 степен за сваку ротацију (узимајући као пример слот V16 и плочу од 1,8 мм).

Помештање закључавања: Након подешавања, помештајте закључавање да бисте осигурали стабилност синхронизационог штаба.

5. Појам Испитивање и верификација
Уколико је потребно, може се користити и други материјални материјал.
Ако се и даље налази одступање, повторите кораке подешавања док се не достигне циљни угао.
6. Уколико је потребно. Завршна инспекција и одржавање
Потврдите да су сви делови за регулисање затегнути како би се избегло олабављање током рада.
Редовно проверавајте стање синхронизационе шипке како бисте осигурали да се тачан угао дуго одржава.
Превенције
Будите стрпљиви и пажљиви када прилагођавате да бисте избегли прекомерну ротацију која изазива прекомерно одступање углова.
Различна дебљина плоче и тип слота утичу на ефекат подешавања, а потребно је флексибилно функционисање у складу са стварним условима.
Препоручује се да се параметри записују након сваке прилагођавања како би се олакшало касније одржавање и оптимизација.
Преко горе наведених корака, можете ефикасно решити проблем неконзистентних углова савијања и побољшати квалитет производа и ефикасност производње.
Главни производи JUGAO CNC MACHINE-а укључују ласерске резаче машине, CNC хидрауличне машине за савијање, ласерске машине за заваривање, машине за шлијевање и машине за савијање цеви итд., које се користе у обради листова метала, шасија, осветљења,

