















































Метода за мањење ласерске главе за ласерску резачку машину
Коаксијалност између рупе за излаз млазнице и ласерског зрака је од кључне важности за квалитет сечења. Мало одступање коаксијалности може довести до неконзистентних ефекта на површини сечења, док се озбиљна одступања може довести до тога да ласер директно удари у млазницу, што доводи до прегревања млазнице или чак спаљивања, што се обично назива проблем смањења ласерске главе. Да би се решио овај проблем, потребно је да се уради низ припрема, међу којима је кључан избор алата.

Процес затемњења
Када решавамо проблем са слабиошћу ласерске главе, морамо пратити низ строгих корака слабила. Ови кораци нису само повезани са сигурношћу опреме, већ директно утичу на квалитет и ефикасност сечења. Овим корацима можемо осигурати да коаксијалност између рупе за излаз млазнице и ласерског зрака достигне идеално стање, чиме се избегава непотребно оштећење и побољшава укупни рад.
1. у вези са Након уласка у интерфејс поставке параметара за поставку тачака, подесите снагу за слабирање на опсег од 5 до 10 вата.
2. Уколико је потребно. Замените га малим калибарским млазницом, која се може применити и на једнослојни и на двослојни.
3. Уколико је потребно. Узмите парче прозрачне траке и залепните је на равницу млазнице, и обратите пажњу на правцу траке. Током следећег посматрања и поређења, проверите да ли је прављење траке конзистентно.
4. Уколико је потребно. Уколико је потребно, додајте да је уколико је потребно, додајте да је уколико је потребно, додајте да је уколико је потребно, додајте да је уколико је потребно, додајте да је уколико је потребно, додајте да је уколико је потребно, додајте да је уколико је потребно, додајте да је уколико је потребно, дода
5. Појам Одвадите траку и пажљиво посматрајте ознаку на траци, пазите да трака остане у оригиналном правцу. У знаку ћете видети круг приближно величине отвор. Затим пажљиво испитајте да ли се светлост налази у центру круга млазнице.
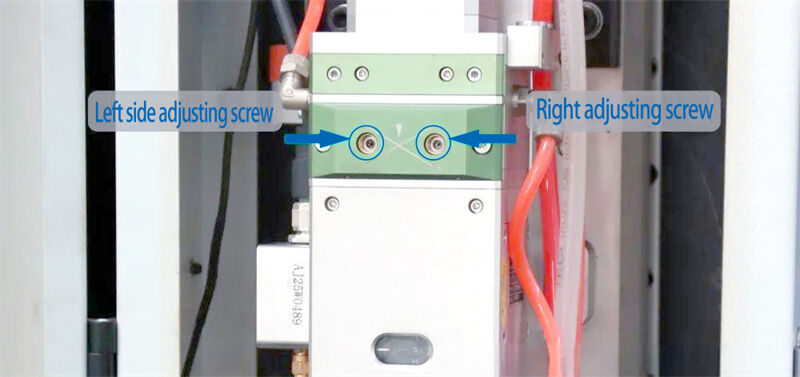
6. Уколико је потребно. Ако приметите да светлост није прецизно усавршена са средином круга млазнице, можете користити Аленски кључ за детаљна прилагођавања окретањем вијака са леве и десне стране док светлост не може бити глатко померена у средину круга. Имајте на уму да овај процес може захтевати понављање испитивања и фино подешавање како би се осигурала тачност локалног положаја.
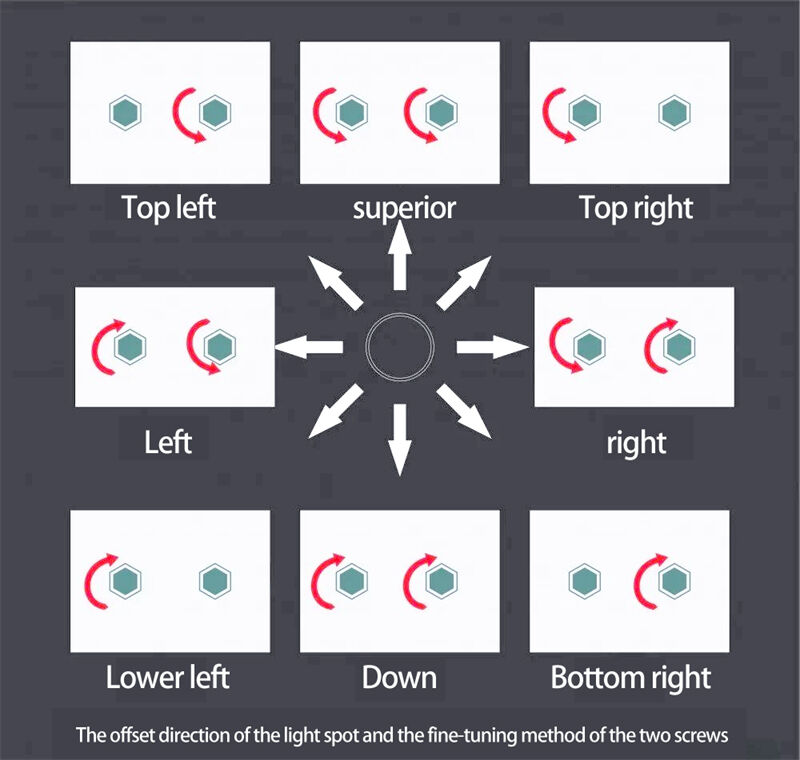
7. Постављање Ако се положај светлосне тачке одступа од центра круга, можете користити Аленски кључ за фино подешавање. Конкретно:
а. Када се светлачка тачка налази у горњем левом углу круга, десни вијак треба окренути противсјековничком правцу како би се подесила чврстоћа.
б. Ако је светлачка тачка у горњем десном углу, леви вијак треба окренути против часовничког стреља.
с. Када је светла тачка одмах изнад круга, окрените оба вијака противсмерно са часовником да бисте подесили равнотежу.
д. Ако је светлачка тачка на левој страни, окрените леви вијак у правцу савремених показатеља (упружите) и десни вијак у супротном правцу савремених показатеља.
е. Када је светлосна тачка десно, окренуте леву виљу против часовниковог правека (отпустите) и десну виљу по часовниковом правеку (упремите).
е. Ако је светлосно место одмах испод, окренуте обе вијаке по часовнику да бисте се затеглили.
г. Када се светлост налази у левом доњем углу, окренуте леви вијк у правцу сатника да бисте се затеглили.
х. Ако је светлост у доњем десном углу, окренујте десни вијце у правцу сатника.
Молимо вас пратите горе наведене кораке и подешавате их корак по корак док светлост не буде тачно усаглашена са средином круга. Уколико је потребно, може се користити и за прелазак.
Главни производи JUGAO CNC MACHINE-а укључују ласерске резаче машине, CNC хидрауличне машине за савијање, ласерске машине за заваривање, машине за шлијевање и машине за савијање цеви итд., које се користе у обради листова метала, шасија, осветљења,

