















































Strokovni nasveti za upravljanje orodij CYBELEC CybTouch 12
Vsebina
• Uvod
• Konfiguracija izvrtinca
• Po korakih: ustvarjanje in sprememba izvrtinca
• Konfiguracija kalupa
• Po korakih: ustvarjanje in sprememba kalupa
• Standardizirana pravila za poimenovanje orodij
○ Pravila za poimenovanje izvrtinca
○ Pravila za poimenovanje kalupa
• Delovanje in varnost nazadnje merilne naprave
• Pogosta vprašanja (Pogosta vprašanja)
○ Kako optimizirati zmogljivost upravljanja orodij v sistemu CYBELEC CybTouch 12?
○ Kaj storiti, kadar sistem ne prepozna orodja?
○ Ali je mogoče v sistemu prilagoditi nastavitve orodij?
• Zaključek
Učinkovito upravljanje z orodji je temelj racionaliziranih CNC obdelovalnih operacij, pri čemer je obvladovanje tega procesa za sistem CYBELEC CybTouch 12 ključnega pomena za izboljšanje natančnosti in produktivnosti v kovinarskih postopkih. Ta priročnik predstavlja praktične in neposredno uporabne strategije za upravljanje z orodji na platformi CybTouch 12, ki so prilagojene tako za nove uporabnike, ki se še seznanjajo s sistemom, kot tudi za izkušene operaterje, ki želijo izboljšati svoje delovne postopke. Z sledenjem tem smernicam boste odklenili celotni potencial funkcij za upravljanje z orodji v sistemu in zmanjšali napake v vaših postopkih upogibanja.
Uvod
Modul za upravljanje orodij v sistemu CYBELEC CybTouch 12 omogoča uporabnikom ustvarjanje in konfiguracijo strojnih orodij – ključen korak za natančen izračun in izvedbo ukrivljanja. Po izboru in nastavitvi ustrezne udarne orodne glave in matrice operaterji le vneso željeni kot ukrivljanja in dolžino kraka (L). Sistem CybTouch 12 nato samodejno izračuna natančne položaje osi X in Y, potrebne za ukrivljanje, kar zagotavlja dosledno natančnost pri vsaki obdelavi.
Konfiguracija udarne orodne glave
Osnovna navodila za izbiro
Za izbiro že predkonfigurirane udarne orodne glave prehajajte skozi knjižnico udarnih orodnih glav sistema s pomočjo puščičnih gumbov na vmesniku, nato se vrnite na številčno stran ukrivljanja, da potrdite izbiro.
Korak za korakom: ustvarjanje in spreminjanje udarne orodne glave
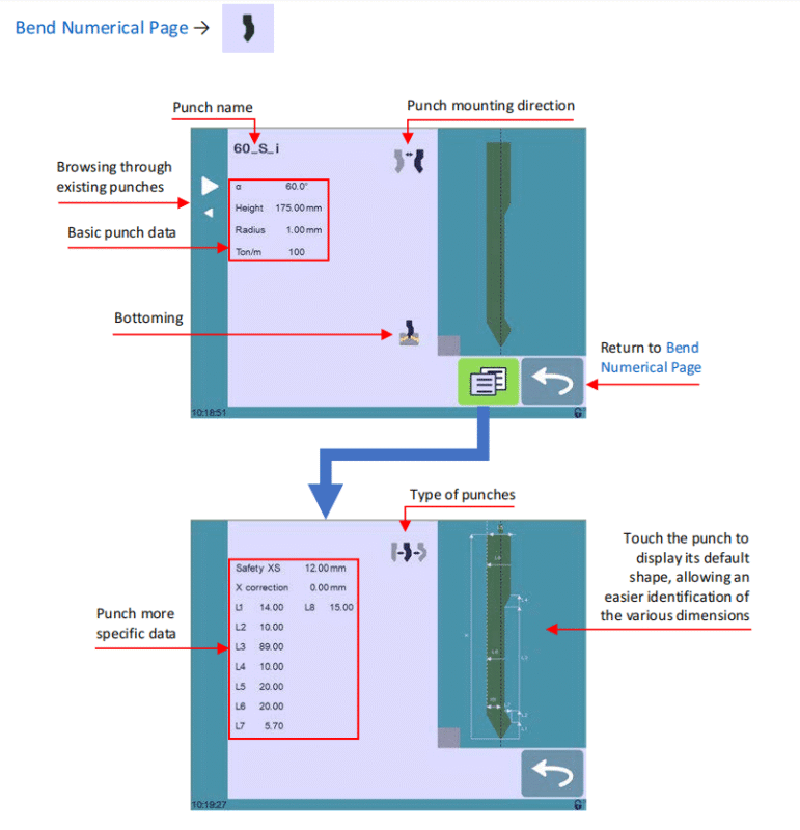
Če v sistemu še ni bila ustvarjena nobena izvrtina, bo polje za izvrtino prikazalo »???« kot privzeto oznako. Za obstoječe knjižnice izvrtin bo sistem samodejno izbral zadnjo uporabljeno izvrtino (npr. 60_S_i); opomba: vsake spremembe ne bodo prepisale izvirne izvrtine, saj se urejene nastavitve shranijo pod novim poimenovanjem po meri.
1. Dotaknite se ikone izvrtine, da odprete vmesnik za konfiguracijo podrobnosti izvrtine.
2. Vnesite osnovne fizične parametre nove izvrtine: kot izvrtine (α), višino, radij in tono na meter (Ton/m).
3. Uporabite gumb za smer namestitve izvrtine, da izvrtino obrnete, če to zahteva postavitev obdelave.
4. Izberite ikono za dno (Bottoming), da označite izvrtino kot obrabo-odporno orodje za operacije dno.
5. Dotaknite se gumba Meni, da dostopate do strani Več za napredne nastavitve parametrov.
6. Uporabite ikono Vrsta izvrtin, da izberete strukturno vrsto izvrtine: ravna, normalna ali žerjavasta.
7. Za vnos podrobnih dimenzij (L1 do Lx) uporabite grafično predstavitev orodja na desni strani zaslona. Dotik grafične predstavitve naloži privzeto dimenzijsko razporeditev orodja, kar poenostavi določanje in vnos posameznih parametrov.
Dimenzijski standardi L1 do Lx so enaki tistim, ki se uporabljajo v sistemih PC 1200, DNC 880S in ModEva. Za uporabo orodij med različnimi sistemi izvozite seznam parametrov iz sistema PC1200 in jih uporabite za programiranje sistema CybTouch 12 – za doslednost priporočamo, da dodelite istim orodjem enaka imena v vseh sistemih.
8. Vnesite kritične varnostne in kalibracijske vrednosti:
○ Varnostna razdalja XS: Varno razdaljo med udarno glavo in nazadnjo merilno napravo vzdolž osi X.
○ Popravek X: Kalibracijska vrednost za popravek morebitne nepravilne poravnave udarne glave.
9. Vrnite se na prejšnjo stran za konfiguracijo (za shranjevanje katerekoli konfiguracije orodja v sistemu je potrebna geslo za dostop ravni 2).

10. Tapnite trenutno ime udarne glave (npr. 60_S_i), da začnete postopek shranjevanja.
11. Izberite »Shrani vrtak«, da nadomestite obstoječe parametre orodja, ali »Shrani vrtak kot«, da shranite spremenjeni/nov vrtak pod edinstvenim imenom.
12. Uporabite alfanumerično tipkovnico sistema za vnos novega imena vrtaka, pri čemer upoštevajte standardizirane konvencije poimenovanja, opisane v naslednjem razdelku.
13. Dotaknite se
gumba za vračanje, da se vrnete na glavno stran programa; novouveljavljen vrtak bo že predizbran in pripravljen za takojšnjo uporabo pri obdelovalnih operacijah.
Konfiguracija matrice
Osnovna navodila za izbiro
Izbira matrice poteka na enak način kot izbira vrtaka: prelistajte predhodno shranjeno knjižnico matrik sistema s puščičnimi gumbi, nato se vrnite na številčno stran upogibanja, da potrdite izbiro.
Korak za korakom: ustvarjanje in spreminjanje matrice
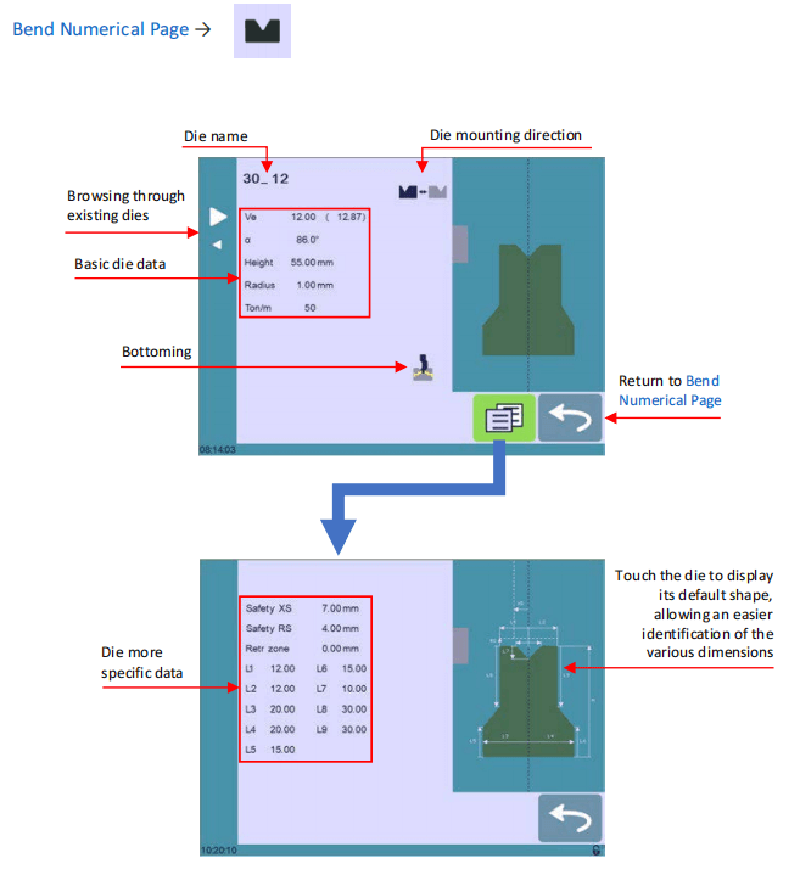
Če v sistemu ni nastavljene nobene kalupne plošče, bo polje za kalupno ploščo prikazalo "???"; za obstoječe knjižnice kalupnih plošč sistem naloži nazadnje uporabljeno kalupno ploščo (npr. 30_12). Spremembe obstoječe kalupne plošče ne bodo vplivale na izvirne parametre, saj se vse spremembe shranijo pod novim imenom. Za ustvarjanje ali spreminjanje kalupne plošče izvedite naslednjih 12 korakov:
1. Dotaknite se ikone kalupne plošče, da odprete vmesnik za podrobno konfiguracijo kalupne plošče.
2. Vnesite osnovne fizične parametre nove kalupne plošče: širino kalupne plošče (Ve), kot (α), višino, radij in tono na meter (Ton/m).
3. Uporabite gumb za smer namestitve kalupne plošče, da kalupno ploščo obrnete, če je to potrebno za nastavitev obdelave.
4. Izberite ikono za dno (Bottoming), da kalupno ploščo razvrstite kot obrabo-odporno orodje za postopke obdelave na dnu.
5. Dotaknite se gumba MENU, da odprete stran Več za napredne nastavitve dimenzij in varnosti.
6. Za vnos podrobnih dimenzij (L1 do Lx) se sklicujte na grafični prikaz orodja na desni strani zaslona. Dotik grafičnega prikaza prikaže privzeto razporeditev dimenzij orodja, kar olajša vnos natančnih vrednosti.
Kot pri izbijalcih so dimenzije L1 do Lx za orodja usklajene s standardi sistemov PC 1200, DNC 880S in ModEva. Za združljivost orodij med različnimi sistemi izvozite parametre orodja iz sistema PC1200 in jih uporabite za programiranje v sistemu CybTouch 12 ter uporabite ista imena za enaka orodja v vseh sistemih.
7. Vnesite napredne varnostne in obratovalne vrednosti:
○ Varnostna razdalja XS: Varnostna razdalja med orodjem in nazadnjo merilno napravo vzdolž osi X.
○ Varnostna razdalja RS: Varnostna razdalja med orodjem in nazadnjo merilno napravo vzdolž osi R.
○ Zona umika: Prednastavljena zona umika orodja med obratovanjem.
8. Vrnite se na prejšnjo stran za konfiguracijo (za shranjevanje konfiguracij orodja je obvezna geslo za stopnjo 2).
9. Tapnite trenutno ime orodja (npr. 30_12), da začnete postopek shranjevanja.
10. Izberite Shrani orodje, da nadomestite izvirne parametre orodja, ali Shrani orodje kot, da shranite novo/spremenjeno orodje pod lastnim imenom.
11. Uporabite alfanumerično tipkovnico za vnos novega imena orodja v skladu s sistemske standardiziranimi pravili poimenovanja.
12. Tapnite
gumb za vračanje, da se vrnete na glavno stran programa; novo shranjeno orodje bo že predizbrano in pripravljeno za takojšnjo uporabo.
Standardizirana pravila poimenovanja orodij
Uvedba dosledne konvencije poimenovanja kovinskih žlebov in orodij je ključnega pomena za učinkovito upravljanje orodij na CYBELEC CybTouch 12. Jasen in enoten sistem poimenovanja omogoča hitro in natančno prepoznavanje vsakega orodja v knjižnici; poleg tega lahko ekipa določi dodatna prilagojena pravila glede na specifične proizvodne potrebe, s čimer še naprej izboljša organizacijsko učinkovitost in zmanjša napake pri izbiri orodij.
Pravila poimenovanja žlebov
Imena žlebov naj bodo sestavljena iz treh zaporednih delov: kot žleba → vrsta žleba → stanje obrnjenosti.

Kratica za vrsto žleba:
• N = normalen
• S = Ravnost
• G = Labodja vrat
Okrajšava za obratno namestitev:
• i = Obrnjeno (izpusti, če je izrezovalna plošča v privzeti neobrnjeni legi)
Primeri: 90_N_i, 60_G, 30_S
Pravila za poimenovanje matric
Poimenovanje matric sledi podobnemu strukturiranemu formatu kot pri izrezovalnih ploščah in vsebuje tri osnovne komponente: širina matrice (dimenzija Ve) → kot matrice → stanje obratne namestitve. Za matrice uporabite isto okrajšavo za obratno namestitev (i = obrnjeno) in okrajšavo izpustite, če je matrica v privzeti legi namestitve.
Primeri: 12_86_i, 16_86, 20_30
Delovanje in varnost zadnjega merilnega naprave
Funkcija cikla zadnjega merilnega naprave je ključna funkcija za varno in učinkovito upravljanje orodij na napravi CYBELEC CybTouch 12, zasnovani posebej za nastavitve zadnjega merilnega naprave. Ta funkcija premakne zadnji merilni napravo v popolnoma sprednjo lego, kar omogoča obratovalcem, da opravijo potrebne kalibracije in nastavitve brez postavljanja rok ali rokavov med orodja stroja – s tem se odpravi eden od ključnih varnostnih tveganj v procesu obdelave.
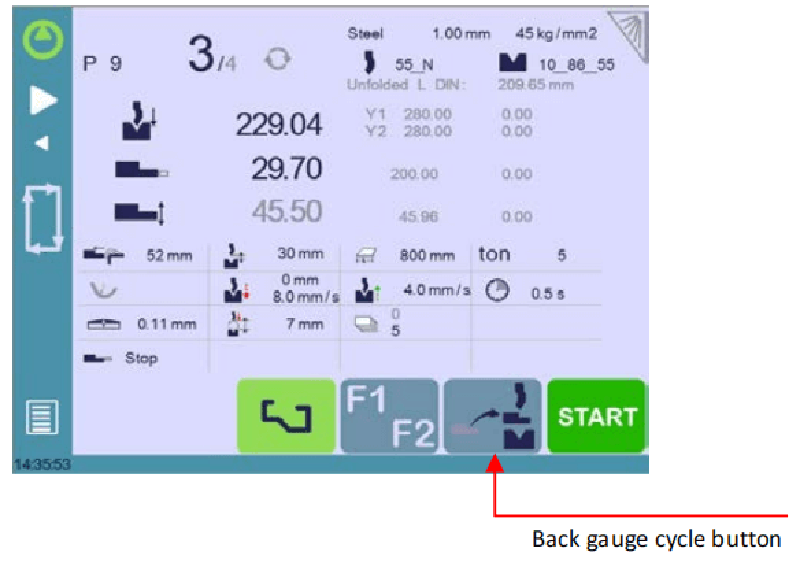
Pomembna opomba: Vidnost in razpoložljivost funkcije cikla nazadnje merilne naprave sta odvisni od trenutne konfiguracije stroja in stanja indeksiranja; funkcija morda ni dostopna v vseh načinih obratovanja.
Postopek uporabe cikla nazadnje merilne naprave po korakih
1. Preverite, ali je stroj pravilno indeksiran; gumb za cikel nazadnje merilne naprave je sivo pobarvan in nedostopen, če indeksiranje ni zaključeno.
2. Za aktivacijo funkcije pritisnite in zadržite gumb za cikel nazadnje merilne naprave več kot 2 sekundi.
3. Nazadnje merilne naprave se premaknejo v svoj najbolj napreden položaj med udarne in izrezne orodja. Če se nosilec stroja ne nahaja v zgornji mrtvi točki (TDC), se najprej popolnoma dvigne navzgor, nato pa se začnejo premikati nazadnje merilne naprave.
4. Po zaključku vseh nastavitev nazadnje merilne naprave ponovno tapnite gumb za cikel, da onemogočite funkcijo, nato pa pritisnite gumb ZAČNI, da nadaljujete običajno obratovanje stroja.
Pogosta vprašanja (FAQ)
Kako izboljšati zmogljivost upravljanja orodij v sistemu CYBELEC CybTouch 12?
Za najvišjo zmogljivost modula za upravljanje orodij CybTouch 12 zagotovite, da je vsako orodje v knjižnici natančno prepoznano in popolnoma parametrizirano z aktualnimi fizičnimi in obratovalnimi podatki. Redno preverjajte natančnost podatkov o orodjih in preverite združljivost med nastavitvami orodij ter splošno konfiguracijo stroja – s tem zagotovite brezhibno integracijo orodij v obdelovalne operacije in zmanjšate izostanke.
Kaj storiti, če sistem ne prepozna orodja?
Če CYBELEC CybTouch 12 ne zazna udarnega orodja ali matrice, najprej preverite, ali je orodje pravilno vstavljeno in mehansko poravnano v stroju. Nato preverite parametre orodja v vmesniku sistema za upravljanje orodij in po potrebi znova vnesite ali popravite napačne podatke. Nazadnje preverite, ali je programska oprema sistema posodobljena na najnovejšo različico, da odpravite morebitne težave s združljivostjo med programsko opremo in orodji.
Ali je mogoče v sistemu prilagoditi nastavitve orodij?
Da, na CYBELEC CybTouch 12 je na voljo popolna prilagoditev nastavitev orodij. Dostopajte do vmesnika za upravljanje orodij, da prilagodite vse pomembne parametre, vključno z fizičnimi dimenzijami izvrtka/matrice, vrsto materiala obdelovanega dela in vrednostmi kompenzacije, tako da ustrezajo posebnim zahtevam vaših operacij obdelave.
Zaključek
Za uspešno obvladovanje funkcij za upravljanje orodij na CYBELEC CybTouch 12 je potrebno jasno razumevanje osnovnih funkcionalnosti sistema, dobro organizirana knjižnica orodij ter redna vzdrževalna in posodobitvena dejavnost vseh konfiguracij orodij. Z izvajanjem korak po korak navodil, imenskih konvencij in varnostnih protokolov, opisanih v tem priročniku, lahko poenostavite svoj CNC obdelovalni delovni proces, znatno zmanjšate obratovalne napake ter izboljšate natančnost in učinkovitost vaših kovinarskih procesov.
Za osebno podporo, s katero boste izkoristili največji potencial vaše naprave, ali za reševanje posebnih izzivov pri upravljanju orodij, stopite v stik z našim tehničnim podpornim timom. Poleg tega raziskajte našo knjižnico povezanih tehničnih dokumentov, da boste poglobili svoje strokovno znanje in sprostili celotno moč sistema za upravljanje orodij CYBELEC CybTouch 12.

