
Keď ide o vypnutie stroja na ohýbanie rúr, prvou reakciou mnohých ľudí je mechanické poškodenie alebo pád systému. Ale uprimne povedané, pri vypnutiach, ktoré som v dielni riešil, sa ukázalo, že aspoň 30 % z nich bolo spôsobených senzormi. Tieto senzory sú zvyčajne tiché, ale ak raz prestanú správne fungovať, stroj je ako slepý – zastavuje sa vtedy, keď by nemal, a nezastavuje sa vtedy, keď by mal.
Prečo sú senzory tak náchylné na spôsobovanie vypnutí stroja?
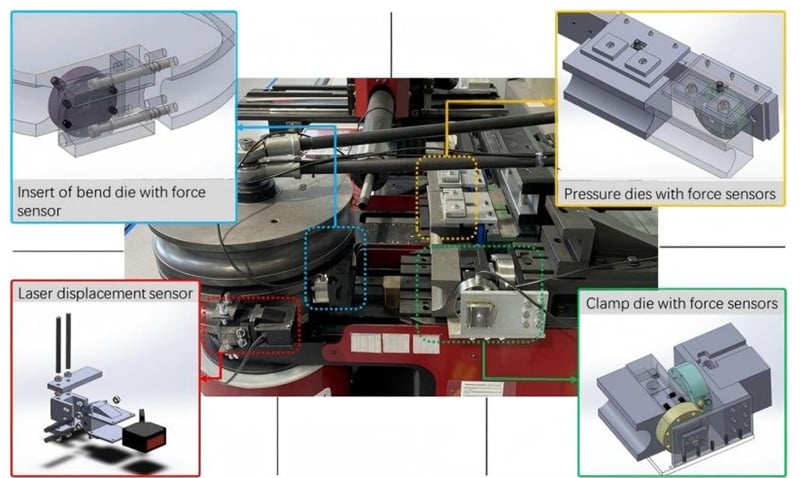
Senzory sú oči a nervy stroja na ohýbanie rúr – poloha, uhol, tlak, stav upínania a poloha mandrínov sa všetky závysia od ich reálneho časového spätneho prepojenia. Už malá odchýlka signálu môže spustiť alarm, čo spôsobí vypnutie celého cyklu a stroj sa úplne zastaví a čaká na vašu intervenciu.
Najproblémovejšou je skutočnosť, že problémy so senzormi sa často neobjavia náhle a úplne. Mnohé z nich sú postupné – dnes sa signál môže občas „skočiť“, zajtra sa viac posunúť a o deň neskôr spustiť alarm. Tieto príležitostné poruchy sú najťažšie diagnostikovať a niekedy trvá ich odstránenie dlhšie ako samotná oprava stroja.
Ktoré senzory sú najviac náchylné na problémy?
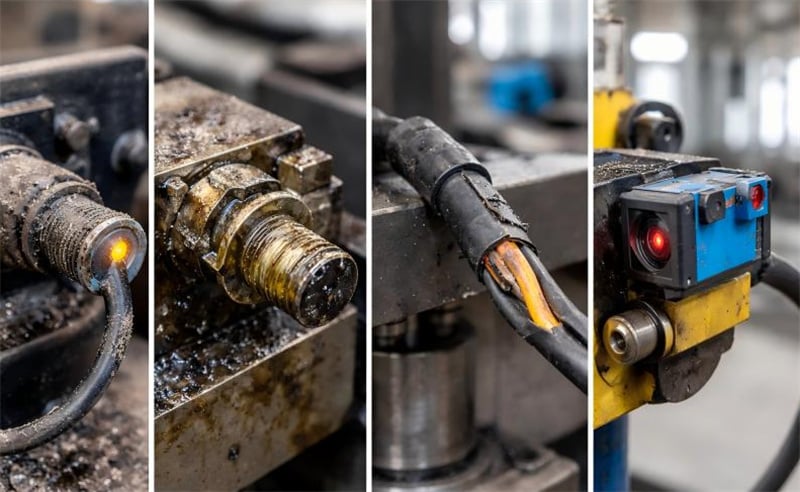
Najviac zraniteľné sú senzory polohy a uhla. Ovládajú otáčanie ohýbacího ramena a hĺbku posuvu. Ak sa signál posunie, zobrazované hodnoty systému nebudú zodpovedať skutočnej polohe, čo spôsobí buď alarm a zastavenie stroja, alebo výrobu chybných výrobkov.
Tlakové snímače tiež často vykazujú poruchy. Nepresné údaje o prítlakovom sile spôsobia buď nesprávne zatvorenie zariadenia, čo vedie k prešmykovaniu potrubia, alebo aktivujú poplach signalizujúci neobvyklý tlak. Nestabilné spätné väzby tlaku pri ohýbaní vedia k kolísaniu uhlov ohnutia.
Bezpečnostné snímače a koncové spínače – napríklad svetelné závory a zámky dverí – ak ich povrch je pokrytý olejom alebo sú mierne posunuté, môžu stroj nesprávne interpretovať ako nezatvorené bezpečnostné dvere alebo vstup osoby do pracovnej zóny a okamžite sa zastaviť. Takéto falošné zastavenia sú veľmi otravné, pretože samotný stroj je v dokonale funkcnom stave.
Ako účinne udržiavať snímače
Každodenné čistenie je základné, avšak nesmie sa vykonávať chaoticky. Povrchy senzorov a konektorov je potrebné čistiť pomocou neškrabavých materiálov. Vyhnite sa použitiu drôtových kefiek alebo hrubých utierok, pretože tieto môžu poškriabať povrch. Zvyčajne používam netkaný hadrík zvlhčený alkoholom na jemné odstránenie oleja a prachu. Tiež skontrolujte opotrebovanie káblov, uvoľnené konektory a nesprávne zarovnané montážne konzoly.
Montážne skrutky polohových a uhlových senzorov je potrebné pravidelne kontrolovať. Na mieste som už niekoľkokrát pozoroval, že aj mierne uvoľnená skrutka spôsobila odchýlku uhla senzora o menej ako pol milimetra, čo viedlo k úplne nespoľahlivým spätným väzbovým signálom. Dotiahnutie skrutiek zvyčajne tento problém vyrieši, avšak najprv je potrebné uvoľnenie zistiť.
Testovanie stability signálu je tiež kľúčové. Mnoho CNC systémov má diagnostické rozhrania, ktoré zobrazujú hodnoty spätnej väzby senzorov v reálnom čase. Tieto hodnoty skontrolujte pri každej výmene formy. Ak sa údaj zo senzora výrazne líši od normálneho, môže to naznačovať problém.
Kalibrácia by nemala čakať, kým vzniknú problémy. Odporúčam nastaviť kalibračný cyklus na základe intenzity používania stroja. Stroje, ktoré pracujú nepretržite v veľkých sériách, vyžadujú kratší interval kalibrácie ako stroje, ktoré sa používajú len občas. Mnoho výrobných závodov kalibruje svoje stroje až po vzniku problémov, čo je však už príliš neskoro.
Týždenný a mesačný rytmus
Každý týždeň stráťte približne desať minút na kontrolu senzorov. Venujte osobitnú pozornosť tomu, či sa na vonkajšej strane nenachádza olejový nános, či káble nie sú opotrebované pohybujúcimi sa časťami a či nie sú uvoľnené nejaké montážne skrutky. Tento časový investíciou je minimálna, avšak môže predísť mnohým neočakávaným výpadkom.
Každé tri až šesť mesiacov, alebo v závislosti od prevádzkového času stroja, vykonajte podrobnejšiu kontrolu a kalibráciu. Ideálne by sa to malo robiť súčasne s inou údržbou stroja, aby sa všetko vybavilo naraz.
Niekoľko výhod údržby senzorov:
Najzrejmejšou výhodou je zníženie počtu falošných poplakov. Senzory so stabilným signálom zriedka spúšťajú bezvýznamné poplaky, čo zabezpečuje hladší chod stroja a zníženie potreby neustáleho resetovania senzorov operátormi.
Rýchlejšie odstraňovanie porúch. Ak dôjde k poruche a viete, že senzor bol pravidelne kontrolovaný a jeho signál je stabilný, odstraňovanie porúch sa môže sústrediť priamo na mechanické alebo systémové aspekty, bez opakovaného kontrolovania stavu senzora.
Kvalita ohýbania je tiež konzistnejšia. Spätná väzba zo senzorov priamo ovplyvňuje presnosť riadenia; stabilný signál sa samozrejme prejaví aj konzistencie ohnutých rúr. Menšie množstvo odpadu materiálu a opätovného spracovania vedie k vyššej výrobnej efektivite.
Nakoniec údržba senzorov vyžaduje minimálnu investíciu, avšak prináša významné výsledky.
Každý deň si pred zapnutím vyhradiť niekoľko minút na kontrolu stavu senzorov, týždenne vykonávať pravidelné čistenie a kontrolu a akékoľvek problémy rýchlo odstraňovať. Poruchy senzorov sa často postupne hromadia; včasná detekcia a riešenie minimalizujú náklady. Ak počkáte, kým senzor spustí alarm a vypne sa, a až potom začnete konať, môže to viesť k plýtvaniu časom a ľutovaniu.
















































