Základné poznatky o ohýbaní formou
1. Horná zliakovacia matrica
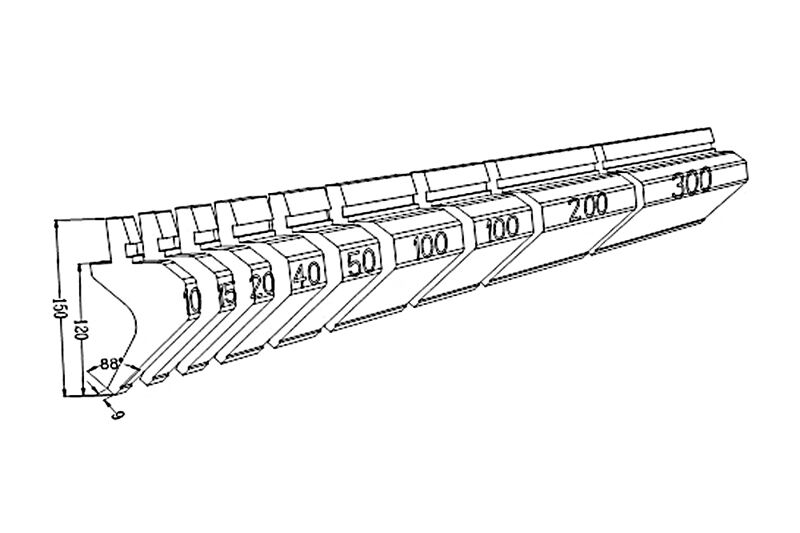
Horná matrica sa tiež nazýva zliakovací nôž. Delia sa na dva typy: celokový a rozdelený. Dĺžka celokovej hornej matrice je 415mm a 835mm. Dĺžka rozdeleného typu je 10, 15, 20, 40, 50, 100 (ľavé ucho), 100 (pravé ucho), 200, 300 (mm); rozdelená matrica sa dá kombinovať do rôznych dĺžok zliakovania.
Horná matrica sa delí na štyri typy: priamy nôž, zakrivený nôž, oblúkovitý nôž a špeciálny nôž.
(1) Typy a charakteristiky spracovania rovných nožov
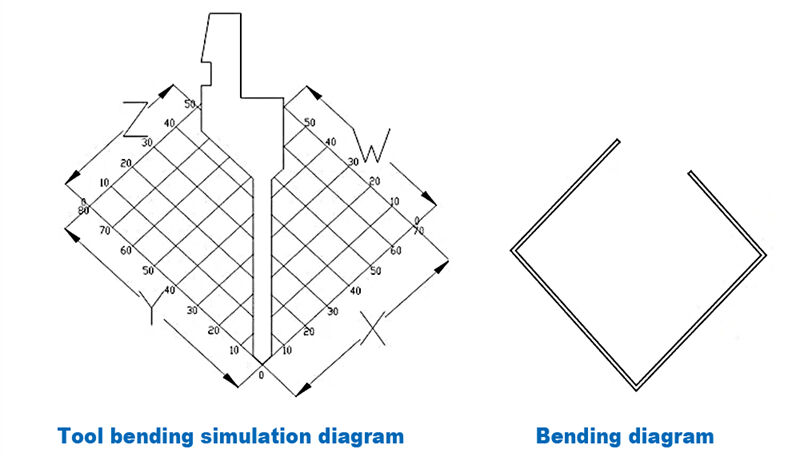
Príslušné na ohyb symetrických produktov, predný a zadný smer môžu byť vyhnuté, hrúbka nástroja je 6mm, takže otvorením pre ohýbanie môže byť až 6mm.
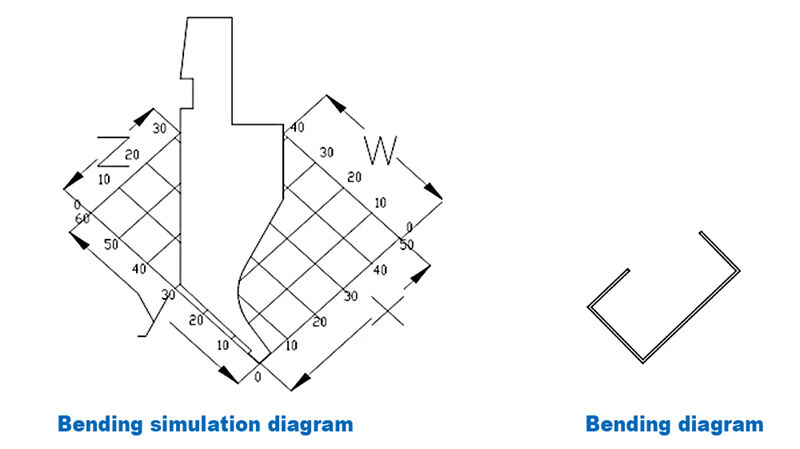
Z diagramu simulácie ohýbania nástrojom je vidieť, že sa môžu vyhnúť predný a zadný smer nástroja, ale dĺžka Z a W je menšia ako dĺžka X a Y. Uhlová špička tohto nástroja je 88 stupňov a špičkový uhol R je 0.2. Okrem toho sú bežne používané nástroje so špičkami uhlov 30 stupňov a 45 stupňov.
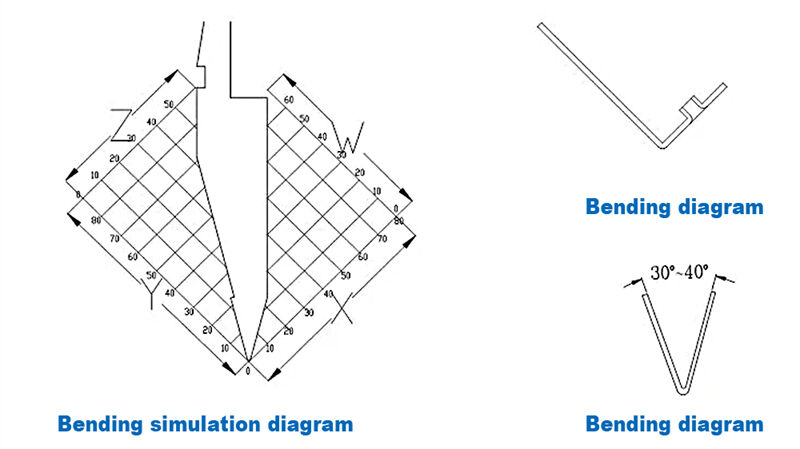
Uhlová špička je 30 stupňov a špičkový uhol R je 0.67, takže uhol ohýbania môže byť od 30 do 180 stupňov. Malý uhol špičky nástroja sa dá použiť na vyhnutie sa dierám alebo šrouboviacim matricam atď. Môže sa tiež použiť ako hlboko vkladacia forma a nástroj môže vyhniť prednemu a zadnému smeru.
(2) Typy a charakteristiky spracovania zakrivených nožov
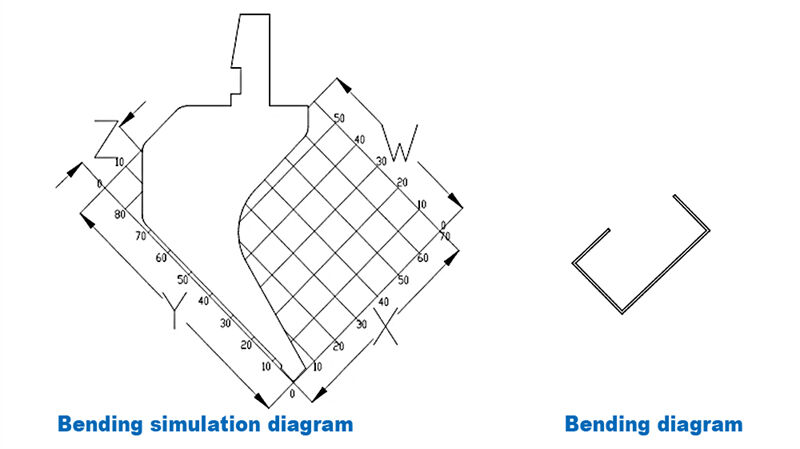
Počas procesu ohýbania sa nástroj hlavne používa na vyhýbanie sa v smere W. Keď X>15MM, účinok vyhýbania sa stáva čoraz horším. Keď Y>30, je splnená podmienka na ohýbanie, inak narazí na zády nôža. Tento typ nástroja sa bežne nazýva ako malý zakrivený nôž.
Počas procesu ohýbania sa nástroj hlavne používa na vyhýbanie sa v smere W. Keď X>25MM, účinok vyhýbania sa stáva čoraz horším. Keď Y>75, je splnená podmienka na ohýbanie, inak narazí na zády nôža. Tento typ nástroja sa bežne nazýva ako veľký zakrivený nôž.
(3) Typy a spracovacie charakteristiky oblúkových rezačov
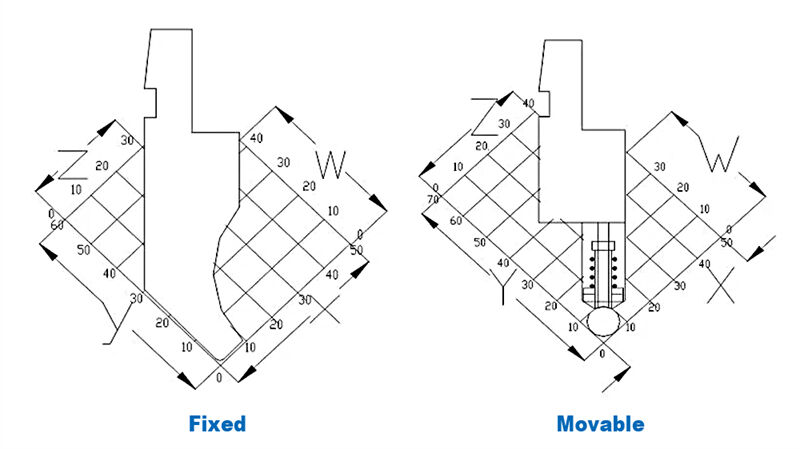
Oblúkové reže sa delia na pevné a pohyblivé typy. Oblúkové reže spĺňajú rôzne podmienky zákrutového spracovania nahradením kruhových tyčiek. Keď je rozmer X pevného oblúkového rezu >10MM, jeho vyhýbanie sa má rovnaký účinok ako u malého oblúkového rezu. Obvyklý výberový štandard pre spodnú matricu V-kanál je priemer oblúka plus dve hrúbky plasty.
(4) Typy a spracovacie charakteristiky špeciálnych nástrojov
Špeciálne nástroje stlačovača zahŕňajú stupňové matice, vyrovnávacie matice a niektoré špeciálne tvarované horné nástroje na ohyb.
a: Existujúce stupňové matice sa delia na dva typy: 415mm a 835mm. Rozmery špecifikácií segmentov sú zhodné so špecifikáciami segmentov nástrojov. Tvar ohýbania podľa špecifikácií foriem sa formuje. Avšak keď je hrúbka plechu väčšia, napríklad T=2.0, zohľadňujúc vážnu otlačku a obmedzenia samotnej matice, bude ťažké formovať.

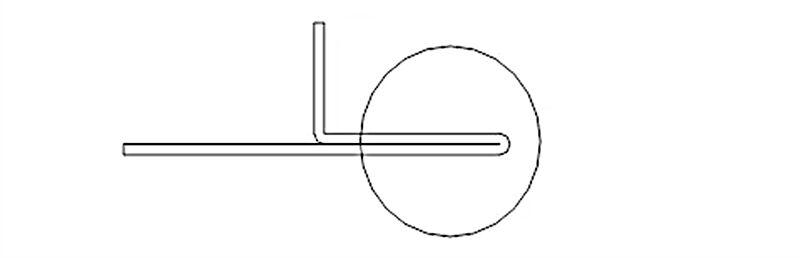
b: Horná časť vyrovnávacieho formu je plochý form, a spodnú časť je možné nahraziť bežným ohybovým spodným formom, ale vyvarujte sa V-formy. Predovšetkým sa používa pre spracovacie metódy ako vyrovnávanie mŕtvych hran a pritiahnutie šroubov.
2. Ohybový spodný form
Spodná matrica zložky zahrnuje ohybový spodný form, vložný spodný form, vyrovnávací spodný form atď.
(1) Ohybový spodný form
Výber ohybového spodného formu zložky sa zaoberá hlavne hrúbkou materiálu spracovaného výrobku. Momentálne je štandardná norma pre výber spodného formu spoločnosti Yixin 6T, ktorá slúži ako referenčná norma pre miestne operácie, pokiaľ neexistujú špeciálne okolnosti. Keď sú potrebné veľké V alebo malé V-formy kvôli obmedzeniam spracovania, je nutné prispôsobiť ohybový koeficient.
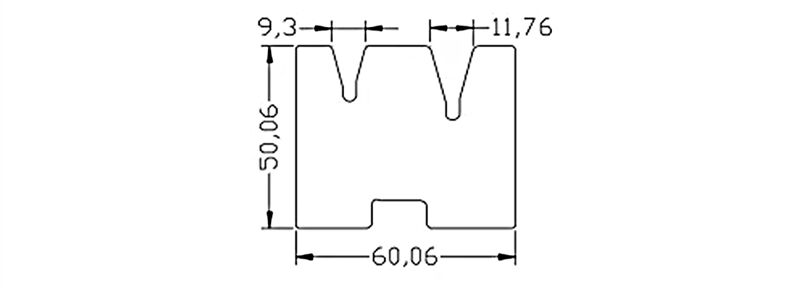
Analýza formy: Obrázok ukazuje jeden typ spodnej matice. Typy V-formných štítov zahrnujú hlavne 4V, 6V, 7V, 8V, 10V, 12, 16V, 25V a niektoré špeciálne veľké V-formné ohnivé nástroje. Tento typ ohnivej spodnej matice sa hlavne delí na 46 vysoký a 26 vysoký podľa výšky.
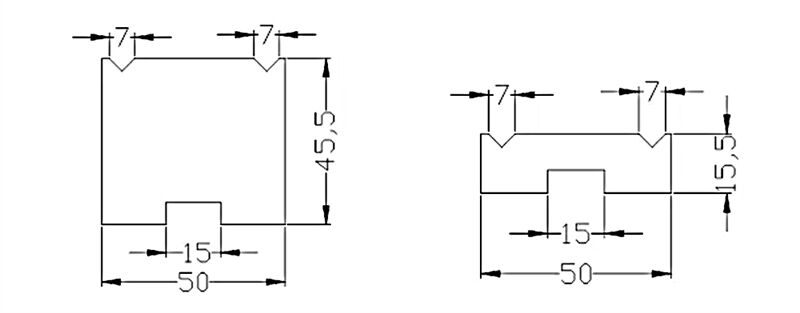
(2) Spodná matica s vložkovou hĺbkom
Analýza formy: Obrázok ukazuje jednu z spodných matic s vložkovou hĺbkom. Typy V-formných štítov zahrnujú hlavne 4V, 6V, 8V, 12 a niektoré špeciálne spodné matice s vložkovou hĺbkom. Hodí sa na ohyb a vkladanie akéhokoľvek uhla medzi 30-180 stupňami.