















































CYBELEC CybTouch 12: экспертные советы по управлению инструментами
Содержание
• Введение
• Конфигурация пуансона
• Пошаговое создание и изменение пуансона
• Конфигурация матрицы
• Пошаговое создание и изменение матрицы
• Стандартизированные правила наименования инструментов
○ Правила наименования пуансонов
○ Правила наименования матриц
• Работа и безопасность заднего упора
• Часто задаваемые вопросы (FAQ)
○ Как оптимизировать производительность управления инструментами в системе CYBELEC CybTouch 12?
○ Что делать, если система не распознаёт инструмент?
○ Можно ли настраивать параметры инструментов в системе?
• Заключение
Эффективное управление инструментами является основой для упорядоченных операций ЧПУ-обработки, а освоение этой функции в системе CYBELEC CybTouch 12 — ключ к повышению точности и производительности в металлообработке. В этом руководстве представлены практические и применимые стратегии управления инструментами на платформе CybTouch 12, разработанные как для новых пользователей, только начинающих знакомство с системой, так и для опытных операторов, стремящихся оптимизировать свои рабочие процессы. Следуя этим рекомендациям, вы раскроете весь потенциал возможностей системы по управлению инструментами и минимизируете ошибки в процессах гибки.
Введение
Модуль управления инструментами CYBELEC CybTouch 12 позволяет пользователям создавать и настраивать инструменты для станка — это важнейший этап для точного расчёта и выполнения гибки. После выбора и настройки соответствующего пуансона и матрицы оператору остаётся лишь ввести требуемый угол гибки и длину отгиба (L). Система CybTouch 12 автоматически рассчитает точные координаты по осям X и Y, необходимые для выполнения гибки, обеспечивая стабильную точность при каждой обработке.
Настройка пуансона
Основные инструкции по выбору
Для выбора предварительно настроенного пуансона пройдите по библиотеке пуансонов системы с помощью кнопок-стрелок на интерфейсе, затем вернитесь на страницу числовых параметров гибки, чтобы применить выбранный пуансон.
Пошаговое создание и редактирование пуансона
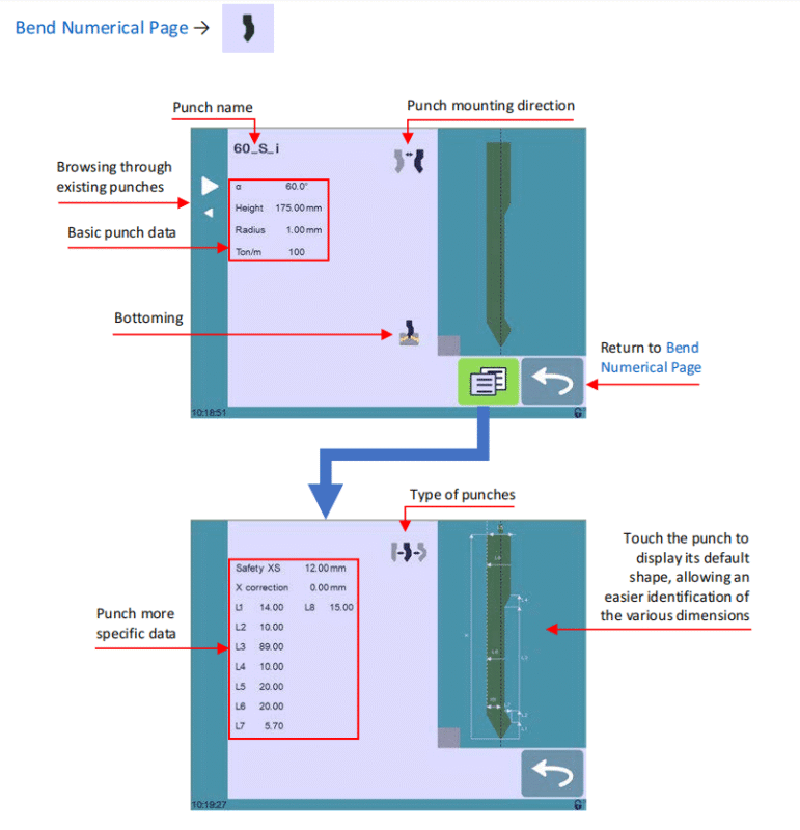
Если в системе еще не создано ни одного штампа, поле штампа будет отображать «???» в качестве метки по умолчанию. Для существующих библиотек штампов система автоматически выберет последний использованный штамп (например, 60_S_i); обратите внимание, что любые внесённые изменения не перезапишут исходный штамп, поскольку изменённые параметры сохраняются под новым пользовательским именем. Выполните следующие 13 шагов для создания или редактирования штампа:
1. Нажмите на значок штампа, чтобы открыть интерфейс настройки параметров штампа.
2. Введите основные физические параметры нового штампа: угол штампа (α), высоту, радиус и усилие на метр (тонн/м).
3. Используйте кнопку «Направление крепления штампа», чтобы инвертировать штамп, если этого требует технологическая схема обработки.
4. Выберите значок «Доводка» (Bottoming), чтобы пометить штамп как износостойкий инструмент для операций доводки.
5. Нажмите кнопку «Меню», чтобы открыть страницу «Дополнительно» для настройки расширенных параметров.
6. Используйте значок «Тип штампа», чтобы выбрать конструктивный тип штампа: прямой, нормальный или гусиная шея.
7. Воспользуйтесь графическим изображением инструмента на правой стороне экрана для ввода точных размерных значений (L1–Lx). Нажатие на графическое изображение загружает стандартную размерную схему инструмента, упрощая идентификацию и ввод каждого параметра.
Размерные стандарты L1–Lx идентичны тем, что используются в системах PC 1200, DNC 880S и ModEva. Для использования инструментов в разных системах экспортируйте списки параметров из PC1200 и используйте их для программирования CybTouch 12 — мы рекомендуем присваивать одинаковые имена одинаковым инструментам во всех системах для обеспечения согласованности.
8. Введите критические значения безопасности и калибровки:
○ Безопасное расстояние XS: безопасное расстояние между пуансоном и задним упором по оси X.
○ Коррекция по X: калибровочное значение для компенсации любого несоосного положения пуансона.
9. Вернитесь на предыдущую страницу конфигурации (для сохранения любой конфигурации инструмента в системе требуется пароль доступа уровня 2).

10. Нажмите на текущее имя пуансона (например, 60_S_i), чтобы начать процесс сохранения.
11. Выберите «Сохранить пробойник», чтобы перезаписать существующие параметры инструмента, или «Сохранить пробойник как…», чтобы сохранить изменённый/новый пробойник под уникальным именем.
12. Используйте альфанумерическую клавиатуру системы для ввода нового имени пробойника, соблюдая стандартизированные правила наименования, изложенные в следующем разделе.
13. Нажмите кнопку
«Назад», чтобы вернуться на главную страницу программы; вновь сохранённый пробойник будет предварительно выбран и готов к немедленному использованию в операциях обработки.
Настройка матрицы
Основные инструкции по выбору
Выбор матрицы осуществляется по тому же принципу, что и выбор пробойника: просмотрите предустановленную библиотеку матриц системы с помощью стрелочных кнопок, затем переключитесь обратно на страницу числовых данных гибки для подтверждения выбора.
Пошаговое создание и редактирование матрицы
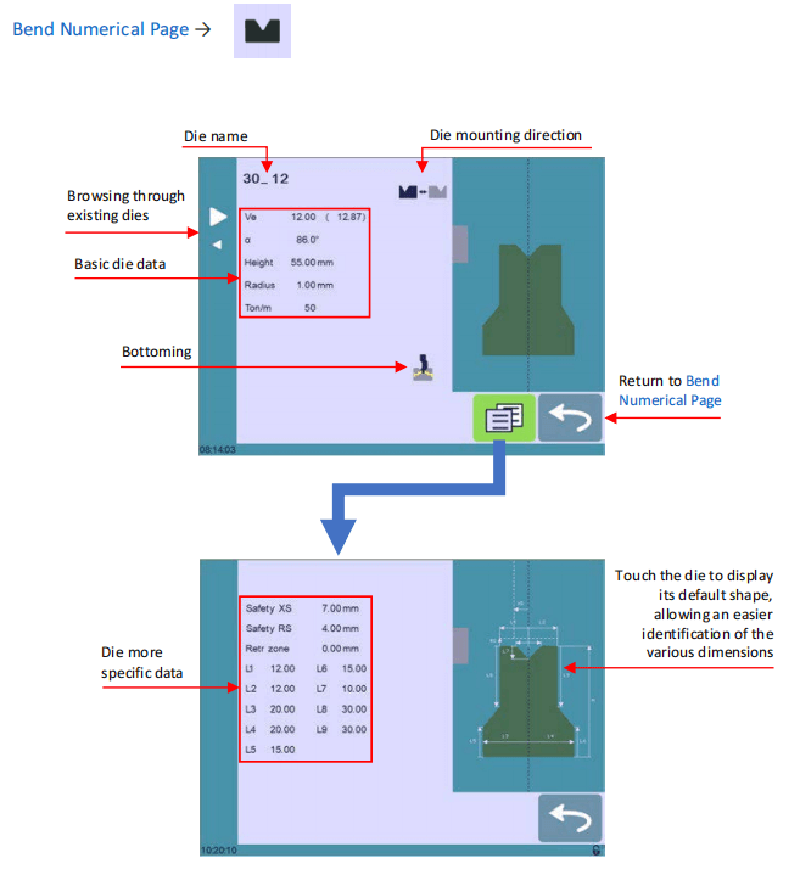
Если в системе не настроен ни один штамп, поле штампа будет отображать «???»; для существующих библиотек штампов система загрузит последний использованный штамп (например, 30_12). Изменения существующего штампа не повлияют на исходные параметры, поскольку все изменения сохраняются под новым именем. Выполните следующие 12 шагов для создания или редактирования штампа:
1. Нажмите значок штампа, чтобы открыть интерфейс настройки параметров штампа.
2. Введите основные физические параметры нового штампа: ширину штампа (Ve), угол (α), высоту, радиус и усилие на метр (Тонн/м).
3. Используйте кнопку «Направление установки штампа», чтобы инвертировать штамп при необходимости для настройки обработки.
4. Выберите значок «Калибровка» (Bottoming), чтобы классифицировать штамп как износостойкий инструмент для операций калибровки.
5. Нажмите кнопку «МЕНЮ», чтобы открыть страницу «Дополнительно» для задания расширенных размерных и защитных параметров.
6. Используйте графическое изображение матрицы справа на экране для ввода подробных размеров (L1–Lx). Нажатие на графическое изображение отобразит стандартную размерную схему матрицы, что упростит ввод точных значений.
Как и для пуансонов, размеры L1–Lx матриц соответствуют стандартам систем PC 1200, DNC 880S и ModEva. Для обеспечения совместимости инструментов между различными системами экспортируйте параметры матриц из PC1200 и используйте их при программировании CybTouch 12, а также применяйте одинаковые наименования для идентичных матриц во всех системах.
7. Введите расширенные значения параметров безопасности и эксплуатации:
○ Безопасное расстояние XS: безопасное расстояние между матрицей и упором по оси X.
○ Безопасное расстояние RS: безопасное расстояние между матрицей и упором по оси R.
○ Зона отвода: предустановленная зона отвода матрицы во время работы.
8. Вернитесь на предыдущую страницу конфигурации (для сохранения конфигураций матриц обязательно требуется пароль уровня 2).
9. Нажмите на текущее имя матрицы (например, 30_12), чтобы начать процесс сохранения.
10. Выберите «Сохранить штамп», чтобы перезаписать исходные параметры штампа, или «Сохранить штамп как», чтобы сохранить новый/изменённый штамп под пользовательским названием.
11. Используйте буквенно-цифровую клавиатуру для ввода нового имени штампа в соответствии со стандартизированными правилами наименования системы.
12. Нажмите кнопку
«Назад», чтобы вернуться на главную страницу программы; вновь сохранённый штамп будет предварительно выбран и готов к немедленному использованию.
Стандартизированные правила наименования инструментов
Внедрение последовательной системы наименования пуансонов и матриц имеет решающее значение для эффективного управления инструментами на станке CYBELEC CybTouch 12. Чёткая и единообразная система имён позволяет быстро и точно идентифицировать каждый инструмент в библиотеке; кроме того, команды могут разработать дополнительные пользовательские правила с учётом своих конкретных производственных потребностей, чтобы ещё больше повысить организационную эффективность и снизить вероятность ошибок при выборе инструментов.
Правила наименования пуансонов
Имя пуансона должно состоять из трёх последовательных частей: угол пуансона → тип пуансона → статус инверсии.

Сокращения типов пуансонов:
• N = нормальный
• S = Прямой
• G = Гусиная шея
Сокращения для инверсии:
• i = Инвертированный (не указывается, если пуансон находится в положении по умолчанию — неинвертированном)
Примеры: 90_N_i, 60_G, 30_S
Правила наименования матриц
Наименование матриц следует аналогичному структурированному формату, как и для пуансонов, с тремя основными компонентами: ширина матрицы (размер по оси Ve) → угол матрицы → статус инверсии. Для матриц используется то же сокращение инверсии (i = инвертированная), а само сокращение опускается, если матрица установлена в положении по умолчанию.
Примеры: 12_86_i, 16_86, 20_30
Работа и безопасность заднего упора
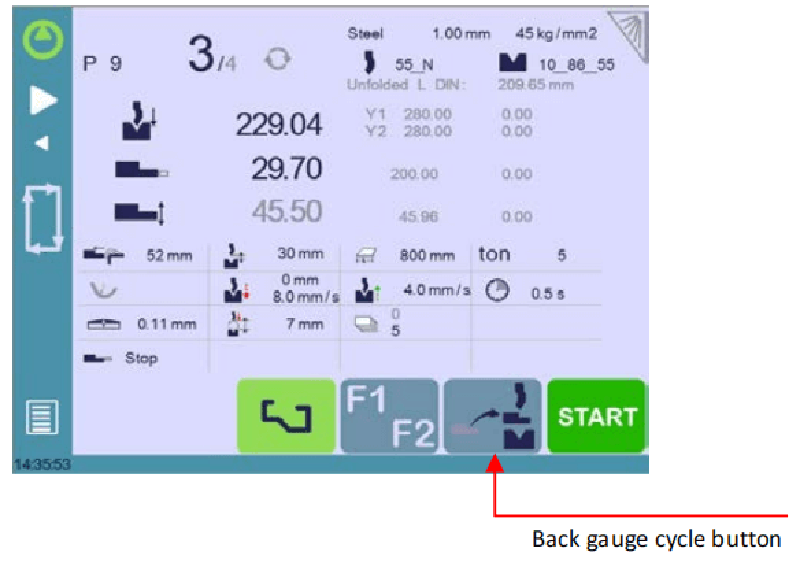
Функция цикла заднего упора является важнейшей функцией для безопасного и эффективного управления инструментом на станке CYBELEC CybTouch 12, специально предназначенной для регулировки заднего упора. Эта функция полностью перемещает задние упоры вперёд, позволяя операторам выполнять необходимую калибровку и регулировку без риска поместить руки или руки между инструментами станка — тем самым устраняя ключевую опасность для безопасности в процессе обработки.
Важное примечание: видимость и доступность функции цикла заднего упора зависят от текущей конфигурации станка и состояния его индексации; в некоторых режимах работы эта функция может быть недоступна.
Пошаговая инструкция по работе с циклом заднего упора
1. Убедитесь, что станок правильно проиндексирован: кнопка цикла заднего упора будет затемнена и недоступна при незавершённой индексации.
2. Нажмите и удерживайте кнопку цикла заднего упора в течение более чем 2 секунд для активации функции.
3. Задние упоры переместятся в крайнее переднее положение — между пуансоном и матрицей. Если балка станка не находится в верхней мёртвой точке (ВМТ), она сначала полностью поднимется вверх, после чего начнётся перемещение задних упоров.
4. После завершения всех регулировок задних упоров повторно нажмите кнопку цикла для деактивации функции, затем нажмите кнопку START, чтобы возобновить нормальную работу станка.
Часто задаваемые вопросы (FAQ)
Как оптимизировать производительность управления инструментами в системе CYBELEC CybTouch 12?
Для обеспечения максимальной производительности модуля управления инструментами CybTouch 12 убедитесь, что каждый инструмент в библиотеке точно идентифицирован и полностью параметризован с актуальными физическими и эксплуатационными данными. Регулярно проверяйте точность данных об инструментах и подтверждайте совместимость настроек инструментов с общей конфигурацией станка — это гарантирует бесперебойную интеграцию инструментов в процессы механической обработки и сводит простои к минимуму.
Что делать, если система не распознаёт инструмент?
Если система CYBELEC CybTouch 12 не обнаруживает пуансон или матрицу, сначала убедитесь, что инструмент правильно установлен и механически выровнен в станке. Затем сравните параметры инструмента в интерфейсе управления инструментами системы и при необходимости повторно введите или исправьте неточные данные. Наконец, убедитесь, что программное обеспечение системы обновлено до последней версии, чтобы устранить возможные проблемы совместимости между ПО и инструментами.
Можно ли настраивать параметры инструментов в системе?
Да, на CYBELEC CybTouch 12 доступна полная настройка параметров инструментов. Откройте интерфейс управления инструментами, чтобы изменить все соответствующие параметры, включая физические размеры пуансона и матрицы, тип материала заготовки и значения компенсации, с тем чтобы они соответствовали конкретным требованиям ваших операций обработки. Всегда убедитесь, что все настроенные параметры корректно сохранены в системе, чтобы гарантировать стабильность результатов при серийном производстве.
Заключение
Овладение возможностями управления инструментами CYBELEC CybTouch 12 требует чёткого понимания базовых функций системы, наличия хорошо организованной библиотеки инструментов, а также регулярного обслуживания и обновления всех конфигураций инструментов. Следуя пошаговым инструкциям, правилам наименования и протоколам безопасности, изложенным в данном руководстве, вы сможете оптимизировать свой рабочий процесс ЧПУ-обработки, значительно снизить количество эксплуатационных ошибок и повысить точность и эффективность ваших металлообрабатывающих операций.
Для получения персонализированной поддержки, направленной на максимальное раскрытие потенциала вашего оборудования, или для решения конкретных задач управления инструментами свяжитесь с нашей технической службой поддержки. Кроме того, ознакомьтесь с нашей библиотекой соответствующих технических документов, чтобы углубить свои знания и полностью раскрыть возможности системы управления инструментами CYBELEC CybTouch 12.

