















































Probleme frecvente în procesul de sudare cu roboți
Eficiența sudării efectuate de roboți este influențată de mulți factori. Mulți clienți întâmpină diverse probleme înainte de a deveni experimentați în utilizarea roboților de sudură. Aceste probleme sunt, în general, cauzate de o operare incorectă sau de setări neadecvate ale robotului și pot fi rezolvate prin ajustări corespunzătoare. Mai jos vom analiza câteva probleme frecvente întâlnite în timpul utilizării roboților de sudură, precum și soluțiile acestora.
I. Aprinderea necuștumată a arcului în timpul sudării
1. Arcul nu s-a aprins încă

Cauză: Programul nu conține o comandă corespunzătoare de inițiere a arcului înainte de executarea comenzii de întrerupere a arcului.
Soluție: Verificați dacă a fost adăugată o comandă suplimentară de încheiere a arcului sau o comandă suplimentară de inițiere a arcului.
2. Inițierea arcului a eșuat, eroare de detectare a semnalului

Metodă de eliminare a defectului:
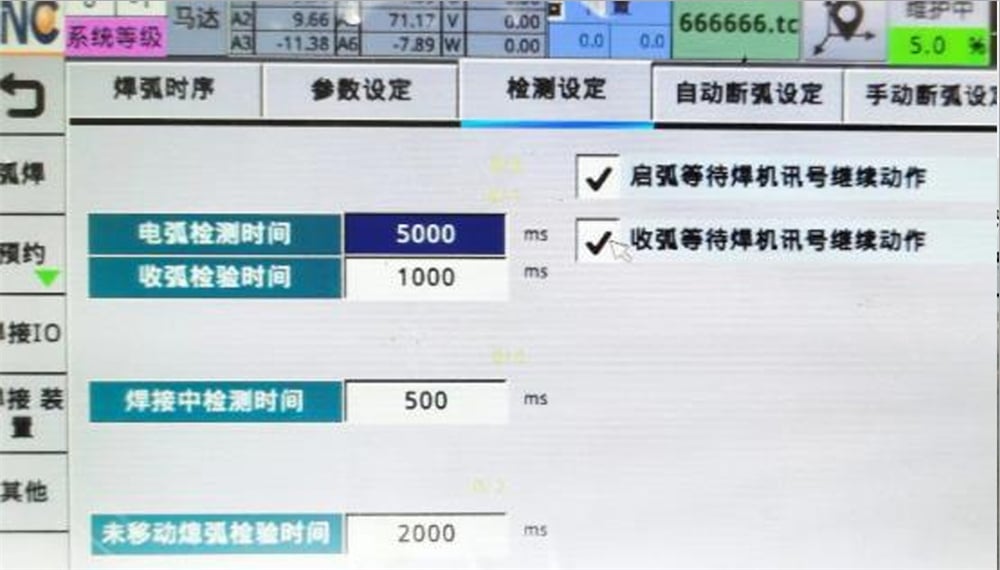
1) Verificați setarea timpului de întrerupere a sudurii pe pagina de parametri. În general, o setare de timp de 5000 ms este adecvată.
2) Verificați dacă semnalul mașinii de sudură este transmis cu succes sistemului.
3) Verificați dacă piesa de prelucrat este legată la pământ.
3. Formarea arcului și ruperea sârmei
Cauze:
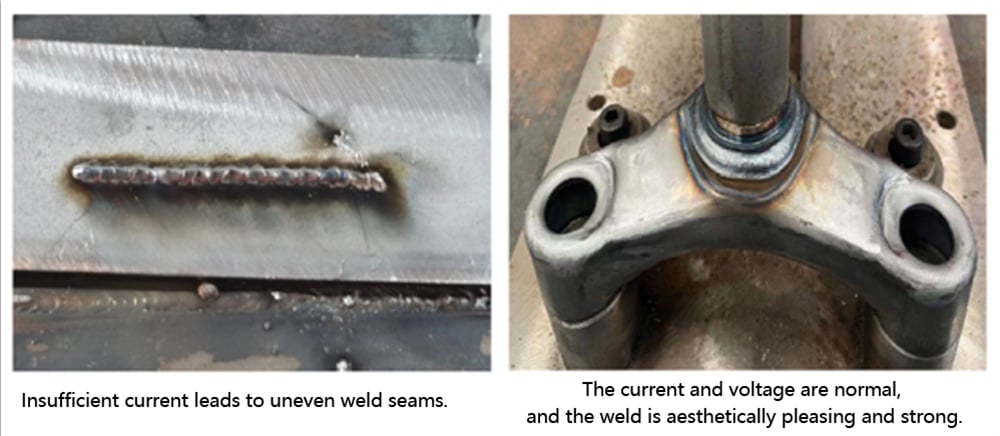
1) Nepotrivire între curent și tensiune
Soluție: Trebuie să stabilim un curent și o tensiune adecvate în funcție de grosimea reală a piesei de prelucrat și de mașina de sudură.
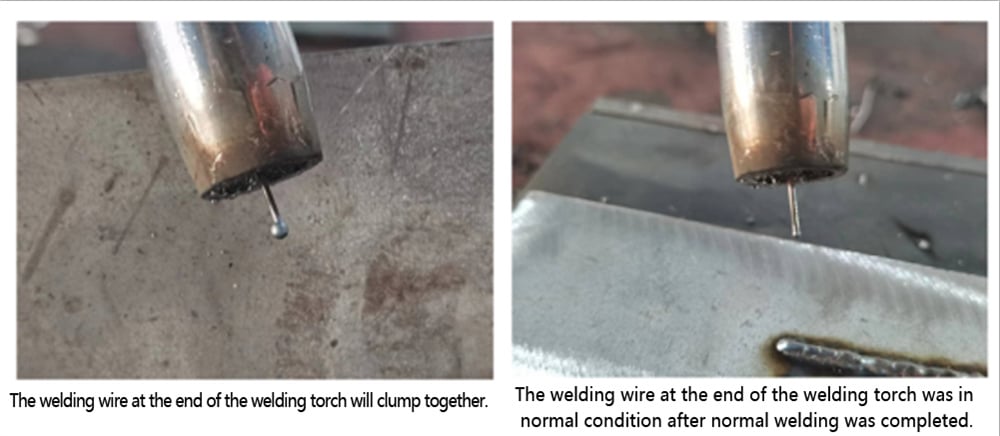
2) Lungimea sârmei de sudură este prea mare.
Soluție: În general, lungimea de ieșire a sârmei de sudură trebuie să fie de 10–15 ori diametrul sârmei de sudură. Alegeți o lungime adecvată a sârmei de sudură în funcție de diametrul acesteia.
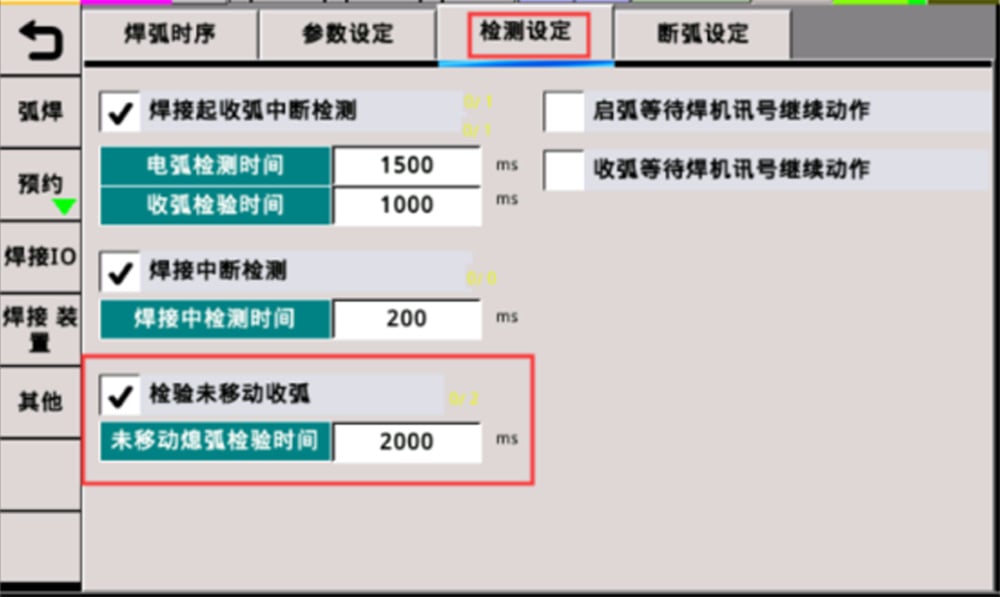
4. Stingerea automată a arcului are loc după aprinderea arcului.

Depanare: Verificați dacă există o problemă cu setarea parametrului de timp și verificați dacă torța de sudură s-a mișcat.
II. Întreruperea arcului are loc în timpul sudării.
Cauze:
1. Sârma de sudură nu atinge piesa de lucru, declanșând o alarmă de întrerupere a arcului.
Soluție: Reajustați poziția sârmei de sudură și a piesei de lucru pentru a asigura contactul complet în timpul sudării. (Totuși, sârma nu trebuie să fie prea aproape de piesa de lucru, deoarece acest lucru poate provoca perforarea.)
2. O traiectorie incorectă de sudură determină coliziunea torței de sudură și ridicarea automată a acesteia.
Soluție: Resetați traiectoria de sudură.
3. Contact slab între electrozii pozitiv și negativ ai mașinii de sudură.
Soluție: Verificați cablurile electrodului pozitiv și ale electrodului negativ.
III. Cauzele nerealizării stingeri arcului după sudare:
1. Eșecul încheierii arcului datorită unei erori de detectare a semnalului.
Cauză: Mașina de sudură nu a primit un semnal de la robot, ceea ce a determinat eșecul încheierii arcului de către robot.
Rezolvare a problemelor:
(1) Verificați dacă parametrii de configurare sunt rezonabili.
(2) Verificați semnalele IO și dacă semnalul punctului I pentru încheierea arcului este anormal. Dacă semnalul punctului I indică în permanență stare ON...
(3) Verificați dacă există un scurtcircuit în circuit și dacă firul de legare la pământ este conectat în mod incorect.
2. Nu a fost setată nicio comandă de încheiere a arcului după inițierea acestuia.

Cauză: Când această alarmă apare pe dispozitivul de programare (teach pendant), verificați dacă a fost uitată comanda de încheiere a arcului.
Soluție: Adăugați o comandă de încheiere a arcului imediat după comanda de inițiere a arcului, în program.
Acest articol prezintă în principal probleme legate de inițierea arcului, încheierea arcului și întreruperea arcului în timpul procesului de sudură efectuat de roboții de sudură. Utilizatorii pot consulta soluțiile propuse în cazul în care întâmpină astfel de probleme. Dacă problema nu poate fi rezolvată, vă rugăm să contactați personalul tehnic JUGAO.
Robotul de sudură este un robot automatizat care integrează mai multe funcții de sudură, cum ar fi sudura cu protecție gaz, sudura în arc de argon, tăierea cu plasmă și sudura cu laser. Acesta se remarcă prin flexibilitate ridicată, adaptabilitate puternică, eficiență mare în sudură și calitate stabilă a sudurii și poate fi utilizat pe scară largă în diverse domenii, cum ar fi fabricarea de mașini, industria auto, electronica de precizie și exploatarea minieră a cărbunelui.

