















































Dicas especializadas para gerenciamento de ferramentas CYBELEC CybTouch 12
Sumário
• Introdução
• Configuração do Punção
• Criação e Modificação Passo a Passo do Punção
• Configuração da Matriz
• Criação e Modificação Passo a Passo da Matriz
• Convenções Padronizadas de Nomeação de Ferramentas
○ Regras de Nomeação de Punção
○ Regras de Nomeação de Matriz
• Operação e Segurança do Limitador Traseiro
• Perguntas Frequentes (FAQ)
○ Como otimizar o desempenho da gestão de ferramentas do CYBELEC CybTouch 12?
○ O que fazer quando o sistema não reconhece uma ferramenta?
○ As configurações das ferramentas podem ser personalizadas no sistema?
• Conclusão
Uma gestão eficiente de ferramentas é a pedra angular de operações de usinagem CNC ágeis, e dominar essa função no sistema CYBELEC CybTouch 12 é fundamental para elevar a precisão e a produtividade na conformação de metais. Este guia apresenta estratégias práticas e acionáveis para a gestão de ferramentas na plataforma CybTouch 12, adaptadas tanto para novos usuários que estão se familiarizando com o sistema quanto para operadores experientes que buscam aprimorar seus fluxos de trabalho. Ao seguir estas orientações, você desbloqueará todo o potencial das funcionalidades de gestão de ferramentas do sistema e reduzirá ao mínimo os erros nos seus processos de dobramento.
Introdução
O módulo de gerenciamento de ferramentas do CYBELEC CybTouch 12 permite que os usuários criem e configurem ferramentas de máquina — uma etapa essencial para o cálculo e a execução precisos de dobras. Após selecionar e configurar o punção e a matriz adequados, os operadores precisam apenas inserir o ângulo de dobra desejado e o comprimento da aba (L). O sistema CybTouch 12 calculará então automaticamente as posições exatas dos eixos X e Y necessárias para a dobra, garantindo precisão consistente em todas as operações de usinagem.
Configuração do Punção
Instruções Básicas de Seleção
Para selecionar um punção pré-configurado, navegue pela biblioteca de punções do sistema utilizando os botões de seta na interface e, em seguida, retorne à Página Numérica de Dobras para aplicar a seleção.
Criação e Modificação Passo a Passo do Punção
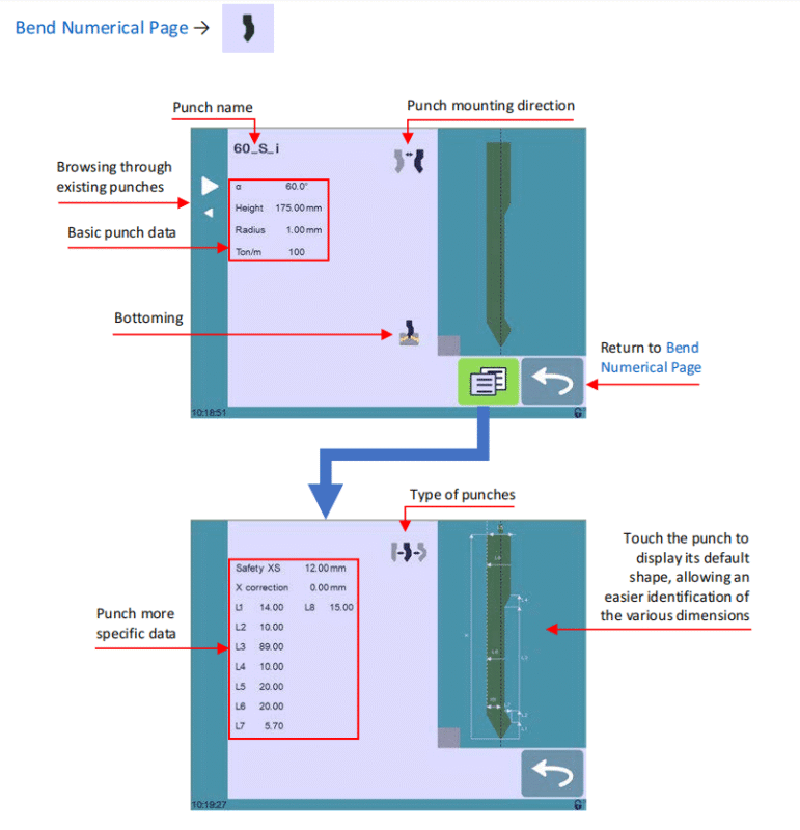
Se nenhum punção tiver sido criado no sistema ainda, o campo de punção exibirá "???" como rótulo padrão. Para bibliotecas de punções existentes, o sistema selecionará automaticamente o último punção utilizado (por exemplo, 60_S_i); observe que quaisquer modificações feitas não substituirão o punção original, pois as configurações editadas são salvas sob um novo nome personalizado.
1. Toque no ícone de punção para abrir a interface de configuração dos detalhes do punção.
2. Insira os parâmetros físicos principais do novo punção: ângulo do punção (α), altura, raio e tonelagem por metro (Ton/m).
3. Use o botão de direção de montagem do punção para inverter o punção, caso a configuração de usinagem assim o exija.
4. Selecione o ícone de Aplainamento para marcar o punção como uma ferramenta resistente ao desgaste destinada a operações de aplainamento.
5. Toque no botão Menu para acessar a página Mais, onde estão disponíveis configurações avançadas de parâmetros.
6. Use o ícone Tipo de punções para selecionar o tipo estrutural do punção: reto, normal ou em pescoço de ganso.
7. Consulte a representação gráfica da ferramenta no lado direito da tela para inserir os valores dimensionais detalhados (L1 a Lx). Toque na imagem gráfica para carregar o layout dimensional padrão da ferramenta, simplificando a identificação e a inserção de cada parâmetro.
Os padrões dimensionais de L1 a Lx são idênticos aos utilizados nos sistemas PC 1200, DNC 880S e ModEva. Para uso cruzado de ferramentas entre sistemas, exporte as listas de parâmetros do PC1200 e utilize-as para programar o CybTouch 12 — recomendamos atribuir nomes idênticos às mesmas ferramentas em todos os sistemas, visando à consistência.
8. Insira os valores críticos de segurança e calibração:
○ Segurança XS: A distância segura entre o punção e a régua de referência traseira ao longo do eixo X.
○ Correção X: Valor de calibração para ajustar eventuais desalinhamentos do punção.
9. Retorne à página de configuração anterior (é necessária uma senha de acesso de Nível 2 para salvar qualquer configuração de ferramenta no sistema).

10. Toque no nome atual do punção (por exemplo, 60_S_i) para iniciar o processo de salvamento.
11. Selecione Salvar punção para substituir os parâmetros da ferramenta existentes ou Salvar punção como para armazenar a punção modificada/nova com um nome exclusivo.
12. Utilize o teclado alfanumérico do sistema para inserir o novo nome da punção, observando as convenções padronizadas de nomenclatura descritas na seção a seguir.
13. Toque no botão
de retorno para voltar à página principal do programa; a punção recém-salva será pré-selecionada e estará pronta para uso imediato nas operações de usinagem.
Configuração da Matriz
Instruções Básicas de Seleção
A seleção da matriz segue o mesmo processo da seleção da punção: navegue pela biblioteca de matrizes pré-armazenadas do sistema usando os botões de seta e, em seguida, volte à Página Numérica de Dobramento para confirmar a seleção.
Criação e Modificação Passo a Passo da Matriz
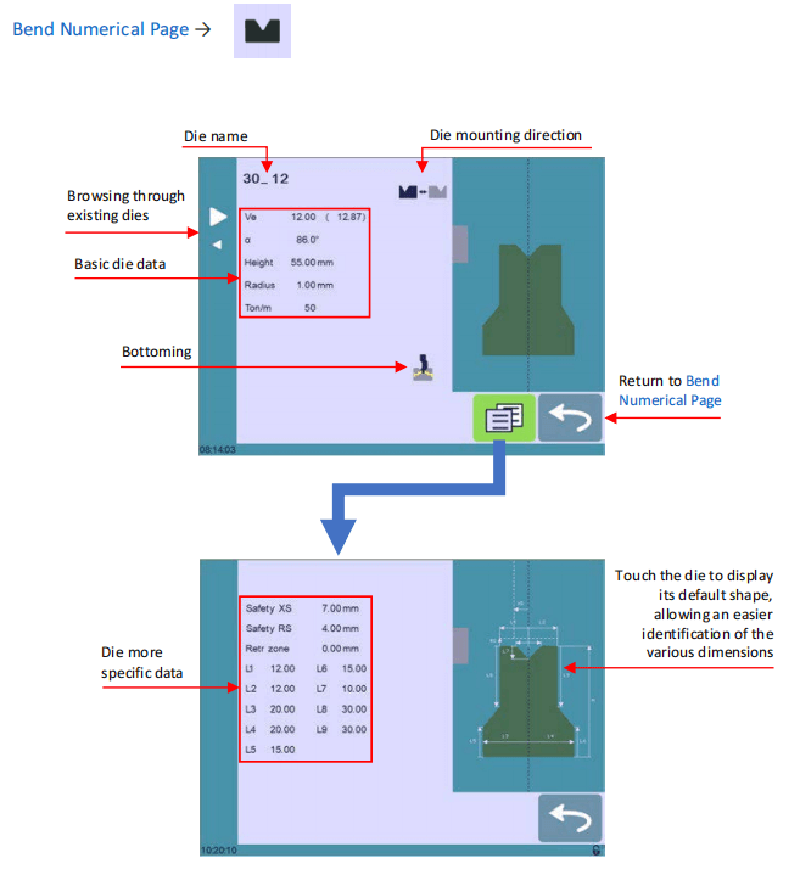
Se nenhum matriz estiver configurada no sistema, o campo de matriz exibirá "???"; para bibliotecas de matrizes existentes, o sistema carregará a última matriz utilizada (por exemplo, 30_12). As modificações feitas em uma matriz existente não afetarão os parâmetros originais, pois todas as alterações são salvas sob um novo nome. Conclua os seguintes 12 passos para criar ou modificar uma matriz:
1. Toque no ícone da matriz para abrir a interface de configuração detalhada da matriz.
2. Insira os parâmetros físicos principais da nova matriz: largura da matriz (Ve), ângulo (α), altura, raio e tonelagem por metro (Ton/m).
3. Use o botão Direção de montagem da matriz para inverter a matriz, se necessário, conforme a configuração de usinagem.
4. Selecione o ícone Bottoming para classificar a matriz como uma ferramenta resistente ao desgaste destinada a processos de bottoming.
5. Toque no botão MENU para abrir a página Mais, com configurações avançadas de dimensões e segurança.
6. Consulte a representação gráfica do matriz à direita da tela para inserir as dimensões detalhadas (L1 a Lx). Ao tocar na imagem gráfica, será exibido o layout dimensional padrão da matriz, facilitando a inserção de valores precisos.
Como nas punções, as dimensões L1 a Lx das matrizes seguem os padrões dos sistemas PC 1200, DNC 880S e ModEva. Para garantir a compatibilidade de ferramentas entre sistemas, exporte os parâmetros da matriz do PC 1200 e utilize-os na programação do CybTouch 12, empregando os mesmos nomes para matrizes idênticas em todos os sistemas.
7. Insira os valores avançados de segurança e operacionais:
○ Segurança XS: Distância segura entre a matriz e a régua de referência ao longo do eixo X.
○ Segurança RS: Distância segura entre a matriz e a régua de referência ao longo do eixo R.
○ Zona de retratação: Zona predefinida de retratação da matriz durante a operação.
8. Retorne à página de configuração anterior (é obrigatória uma senha de Nível 2 para salvar as configurações da matriz).
9. Toque no nome atual da matriz (por exemplo, 30_12) para iniciar o fluxo de salvamento.
10. Escolha Salvar matriz para substituir os parâmetros originais da matriz ou Salvar matriz como para armazenar a nova/matriz modificada com um nome personalizado.
11. Utilize o teclado alfanumérico para inserir o novo nome da matriz, seguindo as regras padronizadas de nomenclatura do sistema.
12. Toque no
botão de retorno para voltar à página principal do programa; a matriz recém-salva será pré-selecionada e estará pronta para uso imediato.
Convenções Padronizadas de Nomenclatura de Ferramentas
Adotar uma convenção de nomenclatura consistente para punções e matrizes é fundamental para uma gestão eficiente de ferramentas no CYBELEC CybTouch 12. Um sistema de nomenclatura claro e uniforme permite a identificação rápida e precisa de cada ferramenta na biblioteca, e as equipes podem estabelecer regras personalizadas adicionais com base em suas necessidades específicas de produção, aumentando ainda mais a eficiência organizacional e reduzindo erros na seleção de ferramentas.
Regras de Nomenclatura de Punções
Os nomes das punções devem ser estruturados em três partes sequenciais: ângulo da punção → tipo de punção → status de inversão.

Abreviações para Tipos de Punção:
• N = Normal
• S = Reta
• G = Pescoço de Ganso
Abreviação de Inversão:
• i = Invertido (omitir se o punção estiver na posição padrão, não invertida)
Exemplos: 90_N_i, 60_G, 30_S
Regras de Nomeação de Matrizes
A nomeação de matrizes segue um formato estruturado semelhante ao dos punções, com três componentes principais: largura da matriz (dimensão Ve) → ângulo da matriz → estado de inversão. Utilize a mesma abreviação de inversão (i = invertido) para matrizes e omita a abreviação se a matriz estiver na posição padrão de montagem.
Exemplos: 12_86_i, 16_86, 20_30
Operação e Segurança do Calibrador Traseiro
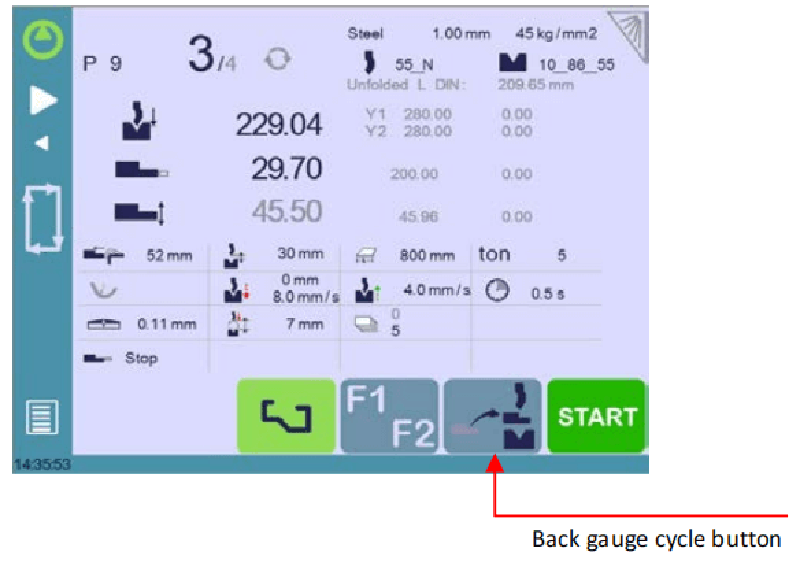
A função de ciclo do calibrador traseiro é um recurso essencial para a gestão segura e eficiente das ferramentas na CYBELEC CybTouch 12, projetada especificamente para ajustes do calibrador traseiro. Essa função desloca totalmente os calibradores traseiros para a frente, permitindo que os operadores realizem as calibrações e ajustes necessários sem colocar as mãos ou os braços entre as ferramentas da máquina — eliminando assim um dos principais riscos à segurança no processo de usinagem.
Observação Importante: A visibilidade e a disponibilidade da função de ciclo do contra-punção dependem da configuração atual da máquina e do seu estado de indexação, podendo não estar acessível em todos os modos operacionais.
Operação Passo a Passo do Ciclo do Contra-Punção
1. Confirme se a máquina está devidamente indexada; o botão de ciclo do contra-punção ficará acinzentado e indisponível caso a indexação não esteja concluída.
2. Pressione e mantenha pressionado o botão de ciclo do contra-punção por mais de 2 segundos para ativar a função.
3. Os contra-punções deslocar-se-ão até sua posição totalmente avançada, entre o punção e a matriz. Se a viga da máquina não estiver no Ponto Morto Superior (PMS), ela primeiro se deslocará totalmente para cima antes de os contra-punções iniciarem seu movimento.
4. Após concluir todos os ajustes dos contra-punções, toque novamente no botão de ciclo para desativar a função e, em seguida, pressione o botão INICIAR para retomar a operação normal da máquina.
Perguntas Frequentes (FAQ)
Como otimizar o desempenho da gestão de ferramentas CYBELEC CybTouch 12?
Para o desempenho máximo do módulo de gerenciamento de ferramentas do CybTouch 12, certifique-se de que cada ferramenta na biblioteca seja corretamente identificada e totalmente parametrizada com dados físicos e operacionais atualizados. Realize verificações regulares dos dados das ferramentas quanto à sua exatidão e confirme a compatibilidade entre as configurações das ferramentas e a configuração geral da máquina — isso garante uma integração perfeita entre as ferramentas e as operações de usinagem e minimiza o tempo de inatividade.
O que fazer quando o sistema não reconhece uma ferramenta?
Se o CYBELEC CybTouch 12 não detectar um punção ou matriz, verifique inicialmente se a ferramenta está corretamente inserida e alinhada mecanicamente na máquina. Em seguida, compare os parâmetros da ferramenta na interface de gerenciamento de ferramentas do sistema e reinsira ou corrija quaisquer dados imprecisos conforme necessário. Por fim, confirme se o software do sistema está atualizado para a versão mais recente, a fim de resolver eventuais problemas de compatibilidade entre o software e as ferramentas.
As configurações das ferramentas podem ser personalizadas no sistema?
Sim, a personalização completa das configurações das ferramentas está disponível no CYBELEC CybTouch 12. Acesse a interface de gerenciamento de ferramentas para ajustar todos os parâmetros relevantes, incluindo as dimensões físicas do punção/matriz, o tipo de material da peça trabalhada e os valores de compensação, de modo a atender às exigências específicas das suas operações de usinagem. Certifique-se sempre de que todas as configurações personalizadas sejam corretamente salvas no sistema, para garantir resultados consistentes em toda a produção.
Conclusão
Dominar as capacidades de gerenciamento de ferramentas do CYBELEC CybTouch 12 exige uma compreensão clara das funcionalidades principais do sistema, uma biblioteca de ferramentas bem organizada e a manutenção e atualização constantes de todas as configurações de ferramentas. Ao aplicar as orientações passo a passo, as convenções de nomenclatura e os protocolos de segurança descritos neste guia, você poderá otimizar seu fluxo de trabalho de usinagem CNC, reduzir significativamente erros operacionais e elevar tanto a precisão quanto a eficiência dos seus processos de usinagem de metais.
Para suporte personalizado destinado a maximizar o potencial da sua máquina ou para resolver desafios específicos de gerenciamento de ferramentas, entre em contato com nossa equipe de suporte técnico. Além disso, explore nossa biblioteca de documentos técnicos relacionados para aprofundar seus conhecimentos e desbloquear todo o poder do sistema de gerenciamento de ferramentas CYBELEC CybTouch 12.

