















































Główne spostrzeżenia z instrukcji obsługi ESTUN E21
Aby zwiększyć wydajność procesów obróbki metali, zrozumienie podstawowego działania poradnika ESTUN E21 jest kluczowe. Jeśli szukasz profesjonalnych wskazówek dotyczących optymalizacji użytkowania tego sterownika, trafiłeś we właściwe miejsce.
Ten artykuł przedstawi kluczowe spostrzeżenia z Instrukcji obsługi ESTUN E21, oferując praktyczne wskazówki ułatwiające optymalizację procesów operacyjnych. Niezależnie od tego, czy jesteś doświadczonym operatorem, czy dopiero zaczynasz pracę z tym systemem, te informacje dostarczą Ci niezbędną wiedzę pozwalającą na zwiększenie precyzji i wydajności w wykonywanych zadaniach. Przyjrzyjmy się tej instrukcji i odblokujmy pełny potencjał urządzenia ESTUN E21 dla Twoich maszyn.
Podstawowa procedura obsługi
Aby skutecznie wykorzystać sterownik ESTUN E21, musisz najpierw zapoznać się z jego podstawowym procesem obsługi. Zacznij od sprawdzenia, czy sterownik jest prawidłowo podłączony i włączony. Po aktywowaniu maszyny pierwszym krokiem jest wprowadzenie wymaganych parametrów operacyjnych na wyświetlaczu sterownika. Obejmuje to wybór trybu pracy (ręczny lub automatyczny) zgodnie z konkretnymi potrzebami zadania. Wdrożenie tych wstępnych kroków gwarantuje Ci dokładną obsługę zgodną z wytycznymi zawartymi w Instrukcji obsługi ESTUN E21.
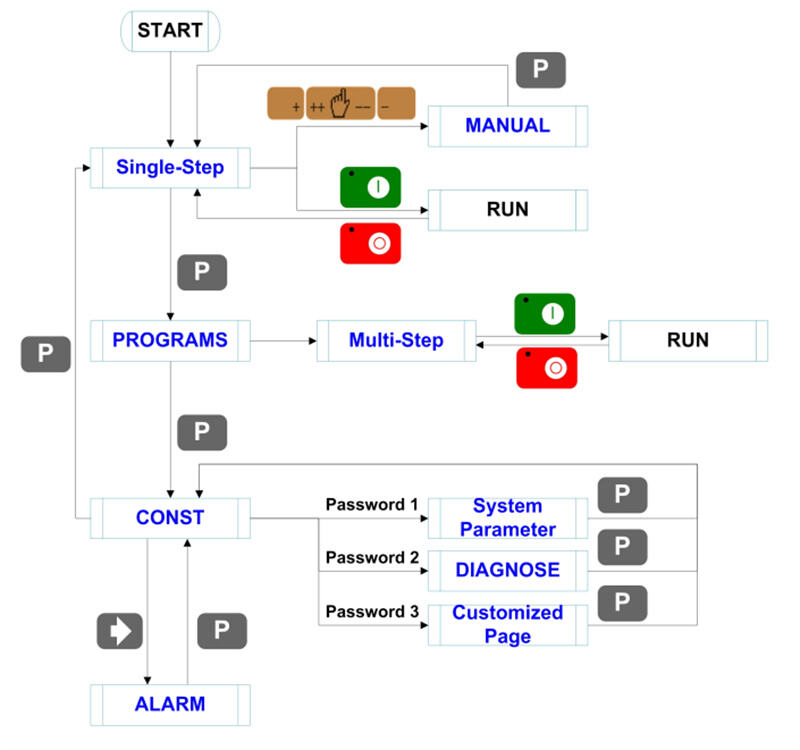
Podstawowy proces przełączania trybów i działania urządzenia przedstawiono na rysunku.
Programowanie sterownika ESTUN E21
Programowanie giętarki za pomocą sterownika ESTUN E21 jest proste i skuteczne. Aby zaprogramować zadanie, należy najpierw uzyskać dostęp do menu programowania na sterowniku. Obejmuje to nawigację po interfejsie w celu wprowadzenia poleceń, takich jak kąty gięcia, typ materiału i grubość materiału. Postępując zgodnie z tymi krokami, można zapewnić pracę maszyny z niezbędną precyzją dla złożonych zadań, zgodnie z instrukcją obsługi ESTUN E21. Można również dostosować i zapisać wiele programów, co zapewnia elastyczność i efektywność w codziennych operacjach.
Urządzenie oferuje dwie metody programowania: programowanie jednokrokowe i wielokrokowe. Użytkownicy mogą wybrać odpowiednią metodę w zależności od rzeczywistych wymagań roboczych.
Programowanie jednokrokowe
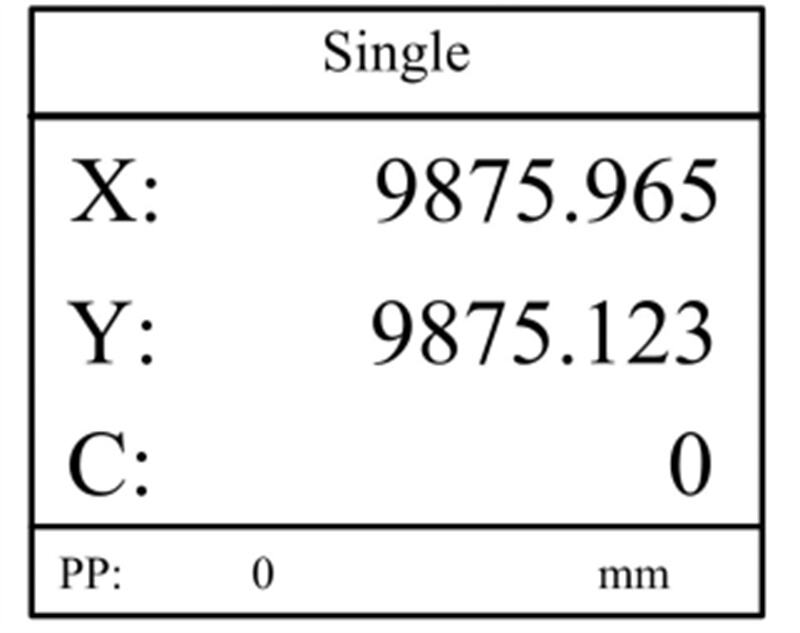
Programowanie jednokrokowe jest zwykle stosowane do wykonywania obróbki przedmiotu w jednym kroku operacyjnym. Gdy sterownik jest włączony, automatycznie przechodzi do strony programu jednokrokowego.
Kroki operacyjne
1. Po uruchomieniu urządzenia automatycznie wyświetli się strona konfiguracji programu jednokrokowego.
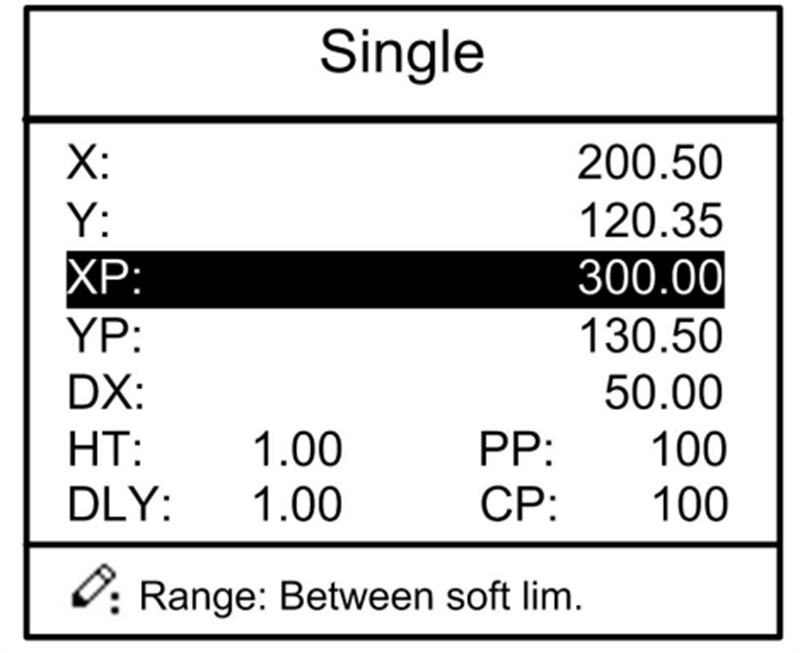
2. Naciśnij odpowiedni przycisk, aby wybrać parametr wymagający konfiguracji, użyj klawiszy numerycznych do wprowadzenia wartości programu, a następnie naciśnij przycisk potwierdzenia, aby zatwierdzić wprowadzenie.

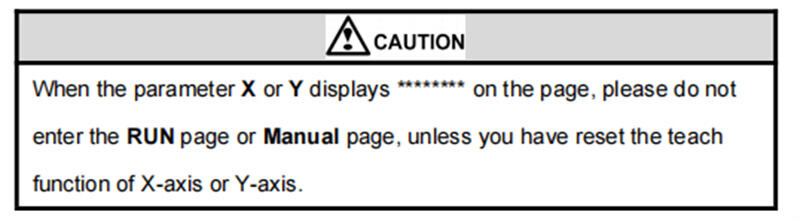
Uwaga: Konfiguracja parametrów możliwa jest tylko wtedy, gdy świeci się wskaźnik Stop.
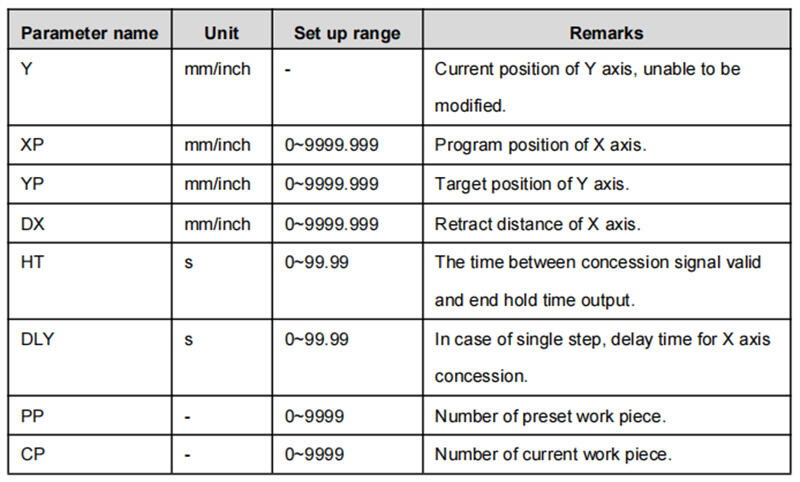
Zakres konfiguracji parametrów jednokrokowych przedstawiono w tabeli.

3. Naciśnij przycisk start a system będzie działał zgodnie z tym programem, jak pokazano na rysunku.

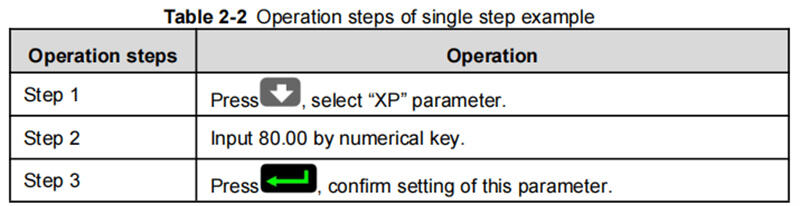
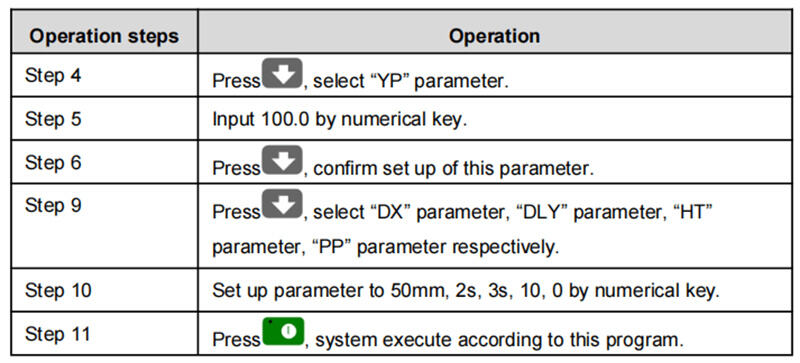
Przykład działania
Zgodnie z zaleceniami w Podręczniku obsługi ESTUN E21, możesz ulepszyć swój program jednoetapowy, konfigurując głębokość gięcia na 100,0 mm, a tylni dystansjometr na 80,00 mm. Ustaw odległość cofnięcia na 50 mm, czas oczekiwania na luzowanie na 2 sekundy oraz czas utrzymywania na 3 sekundy. Przypisz numer przedmiotu roboczego jako 10, zapewniając, że każdy etap operacyjny będzie zgodny z danymi podanymi w tabeli w podręczniku. Przestrzeganie tych ustawień gwarantuje efektywne i dokładne wyniki obróbki metalu.
Programowanie wieloetapowe
Programowanie wieloetapowe jest przeznaczone do przetwarzania pojedynczego przedmiotu roboczego w kilku odrębnych etapach operacyjnych. Umożliwia ciągłe wykonywanie wielu kroków, co zwiększa wydajność procesu.
Kroki operacyjne
1. Po włączeniu urządzenia automatycznie wyświetla się strona parametrów jednoetapowych.
2. Naciśnij przycisk trybu, aby przejść do strony zarządzania programem, jak pokazano na rysunku.

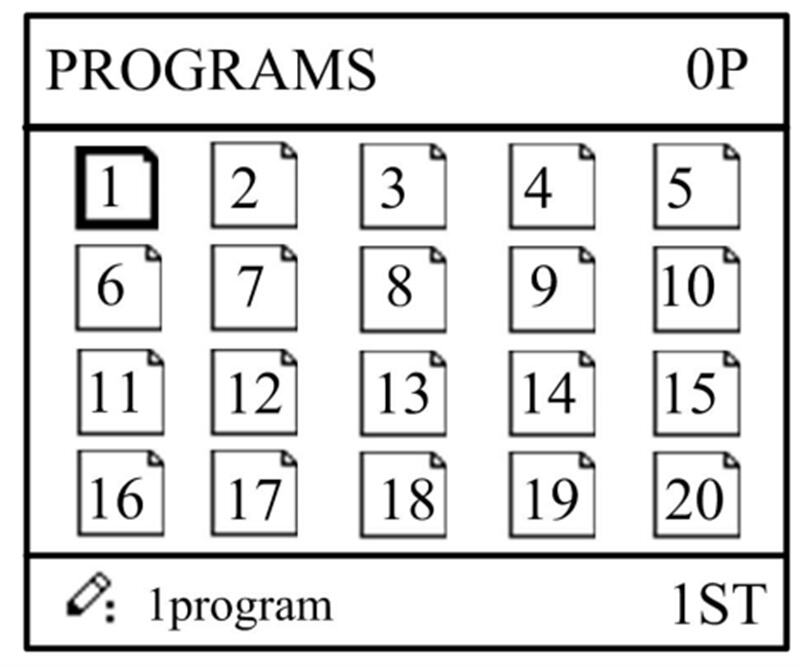
3. Naciśnij klawisz wyboru, aby wybrać numer seryjny programu lub bezpośrednio wprowadź numer programu (np. wprowadź „1”).

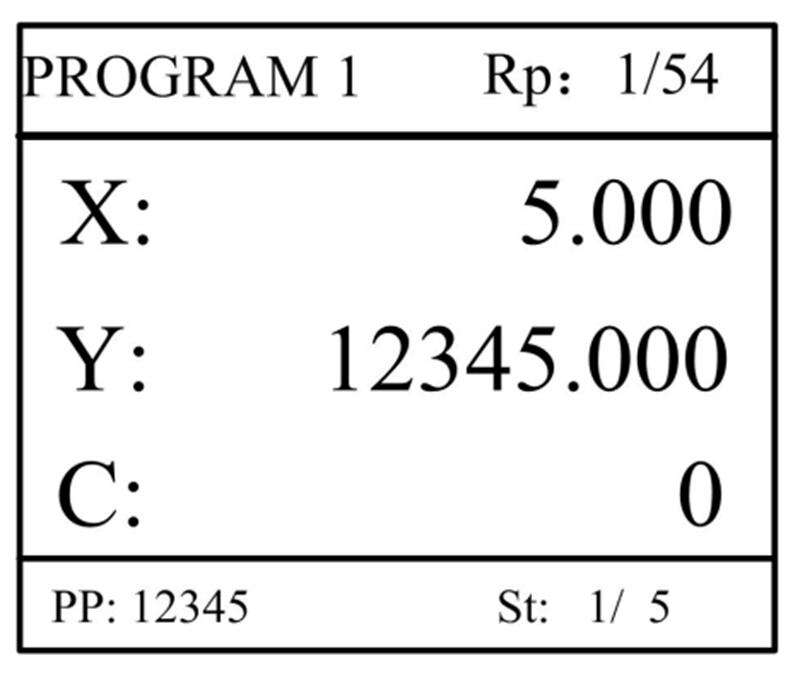
4. Naciśnij klawisz potwierdzenia, aby przejść do strony konfiguracji programu wieloetapowego, jak pokazano na rysunku.
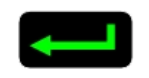
5. Naciśnij klawisz strzałki w dół, aby wybrać parametr programowania wieloetapowego wymagający konfiguracji, wprowadź żądaną wartość i naciśnij klawisz Enter, aby aktywować ustawienie.
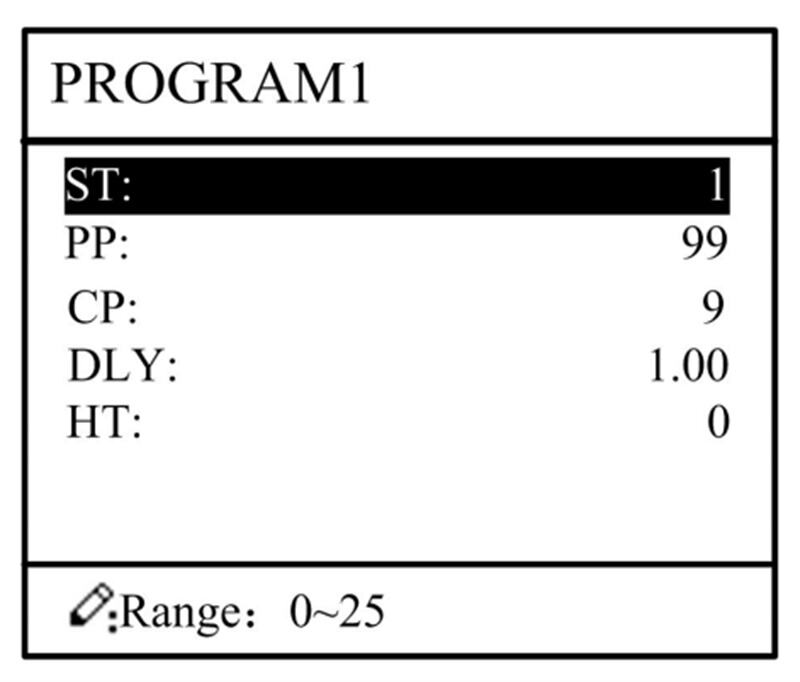
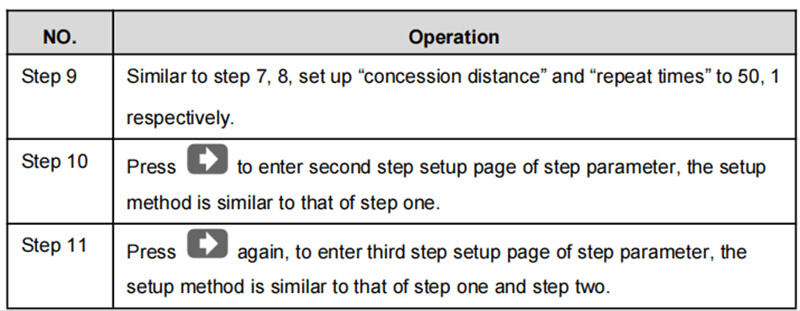
6. Po zakończeniu konfiguracji naciśnij klawisz strzałki w prawo, aby wejść na stronę konfiguracji parametrów kroków, jak pokazano na rysunku.
7. Naciśnij klawisz strzałki w dół, aby wybrać parametr kroku wymagający konfiguracji, wprowadź wartość programu i naciśnij klawisz Enter, aby potwierdzić ustawienie.
8. Użyj klawiszy strzałek w lewo i w prawo, aby przełączać się między krokami. Jeśli znajdujesz się w pierwszym kroku, naciśnięcie klawisza strzałki w lewo przeniesie Cię do ostatniej strony konfiguracji parametrów kroku; jeśli jesteś w ostatnim kroku, naciśnięcie klawisza strzałki w prawo powróci do pierwszej strony konfiguracji parametrów kroku.
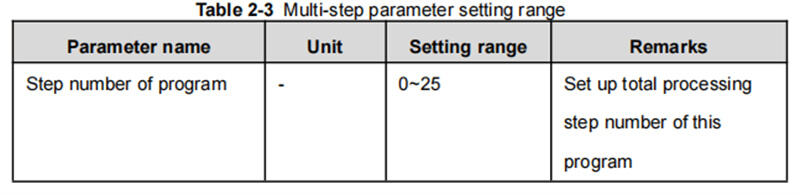
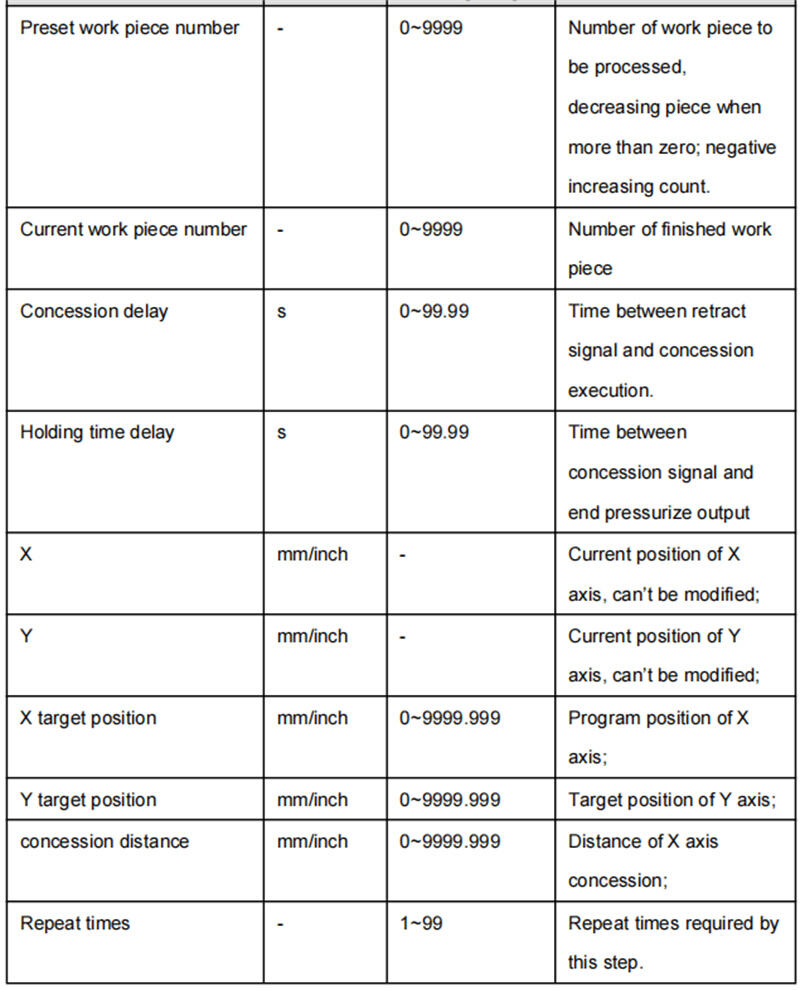
Zakres konfiguracji dla parametrów wieloetapowych przedstawiono w tabeli.
9. Naciśnij przycisk uruchomienia, a system będzie działał zgodnie z tym programem, jak pokazano na rysunku.
Przykład działania
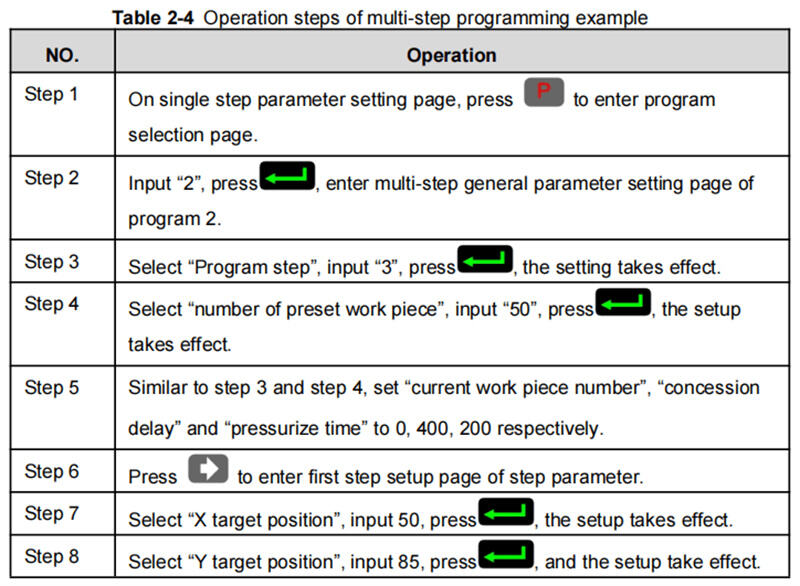
Tło: Jak pokazano poniżej, należy przetworzyć 50 jednostek pojedynczej części roboczej, z następującymi wymaganiami:
• Pierwsze gięcie: 50 mm
• Drugie gięcie: 100 mm
• Trzecie gięcie: 300 mm w przeciwnym kierunku
Analiza: Na podstawie specyfikacji części roboczej i warunków technicznych maszyny:
• Pierwsze gięcie: Ustaw pozycję osi X na 50,0 mm, pozycję osi Y na 85,00 mm oraz ulgę na 50 mm.
• Drugie gięcie: Ustaw pozycję osi X na 100,0 mm, pozycję osi Y na 85,00 mm oraz ulgę na 50 mm.
• Trzecie gięcie: Ustaw pozycję osi X na 300,0 mm, pozycję osi Y na 85,00 mm oraz ulgę na 50 mm.
Edytuj program obróbki dla tej części w Programie nr 2. Konkretny proces operacyjny przedstawiono w tabeli.
Podczas korzystania z Instrukcji obsługi ESTUN E21 efektywne programowanie wieloetapowe opiera się na następujących kluczowych punktach:
• Powrót do kroku początkowego: Po zakończeniu programowania wieloetapowego zawsze wróć do pierwszego kroku, aby zapewnić prawidłową kolejność wykonywania programu.
• Nawigacja po parametrach: Używaj klawiszy strzałek w lewo i w prawo, aby przeglądać i skutecznie modyfikować wszystkie parametry kroków.
• Korekty programu: Programy można edytować i poprawiać według potrzeb, co zapewnia elastyczność i dostosowalność.
• Automatyczna obróbka: Po zakończeniu jednej partii (np. 50 sztuk), system automatycznie się zatrzymuje. Można go ponownie uruchomić, aby płynnie przystąpić do obróbki następnej partii.
Postępowanie zgodnie z tymi krokami — zgodnie z Instrukcją obsługi ESTUN E21 — zapewnia optymalną wydajność maszyny i produktywność.
Ustawienie parametrów
Użytkownicy mogą skonfigurować wszystkie parametry niezbędne do normalnej pracy systemu, w tym parametry systemowe, osi X oraz osi Y.
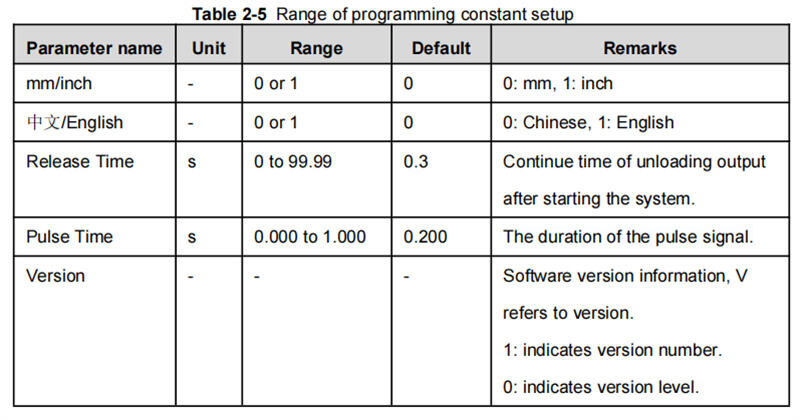
1. Na stronie zarządzania programem naciśnij klawisz P, aby przejść do strony stałych programowania (jak pokazano na rysunku). Na tej stronie można skonfigurować stałe programowania.
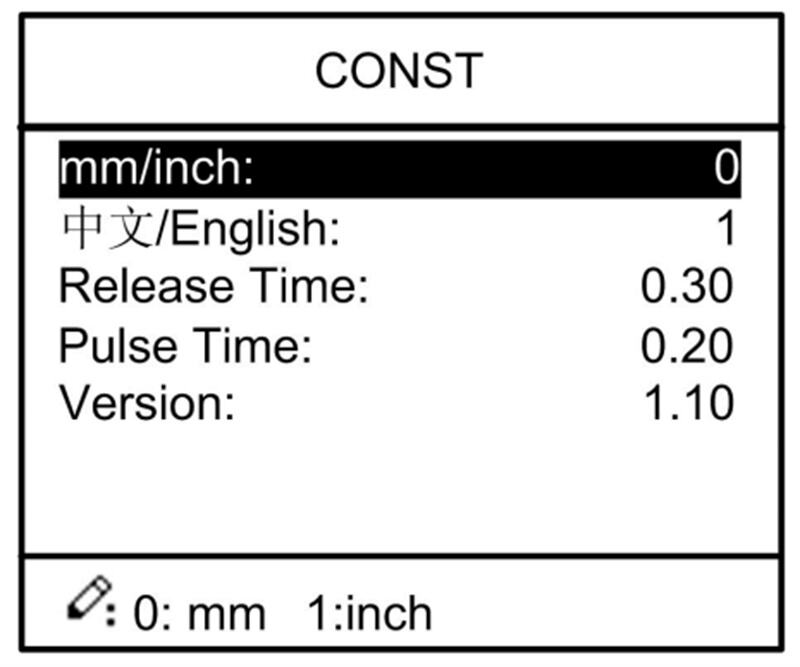
Zakres konfiguracji stałych programowania przedstawiono w tabeli.
2. Wprowadź hasło „1212” i naciśnij klawisz Enter, aby otworzyć stronę nauki (jak pokazano na rysunku). Skonfiguruj tutaj parametry, a zakres konfiguracji parametrów przedstawiono w tabeli.
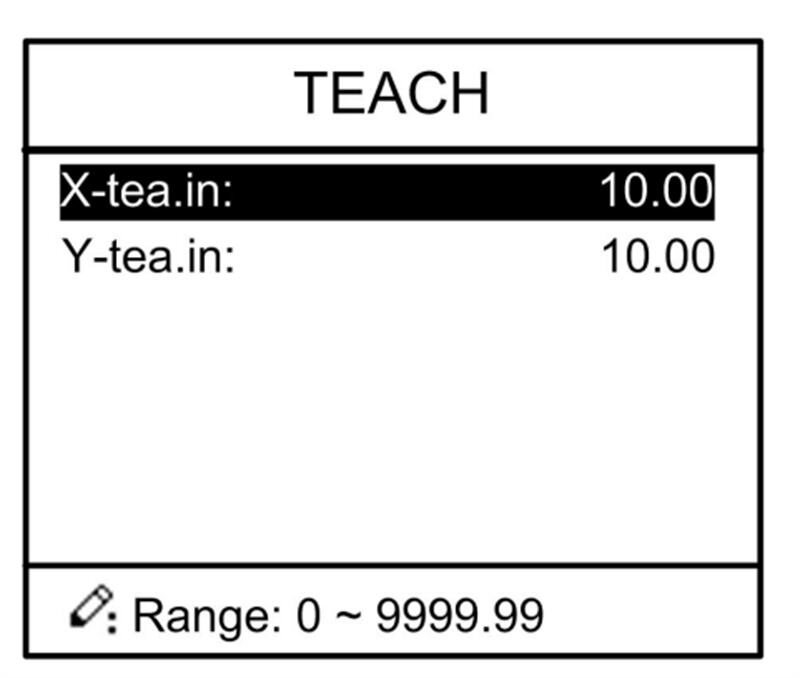
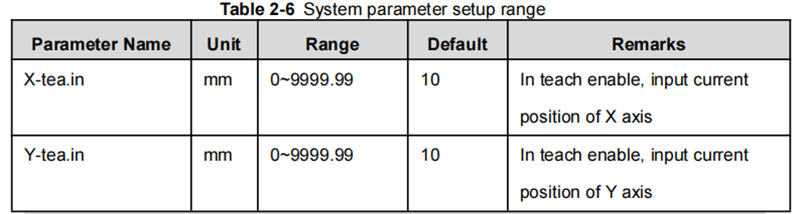
Jak wykonać naukę: Podręcznik obsługi ESTUN E21 zaleca pomiar pozycji suwaka i ogranicznika tylnego, aby zapewnić precyzję. Jeśli bezpośredni pomiar jest trudny, zaprogramuj proces, a następnie zmierz gotową pracę. Ta metoda gwarantuje dokładność i jest zgodna ze strategiami opisanymi w podręczniku dla optymalnej wydajności maszyny.
3. Naciśnij klawisz P, aby powrócić do strony stałych programowania.
Ręczna regulacja
W trybie krokowym można ręcznie kontrolować ruch osi, naciskając odpowiednie klawisze. Takie podejście pomaga użytkownikom w regulacji tokarki i przedmiotu obrabianego.
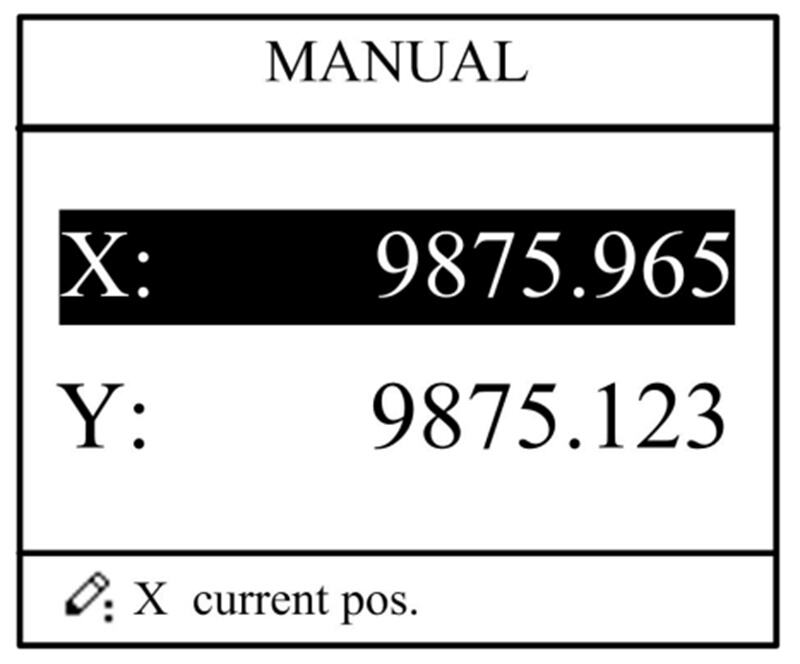
1. Na stronie konfiguracji parametrów krokowych naciśnij klawisz Plus lub Minus, aby przejść do strony ręcznej (jak pokazano na rysunku).
2. Dostosuj pozycję osi zgodnie ze swoimi rzeczywistymi potrzebami, zgodnie z danymi w powyższej tabeli:
◦ Jeśli tryb napędowy odpowiedniej osi to silnik zwykły: [Postępuj zgodnie z szczegółowymi instrukcjami operacyjnymi w tabeli oryginalnego podręcznika]
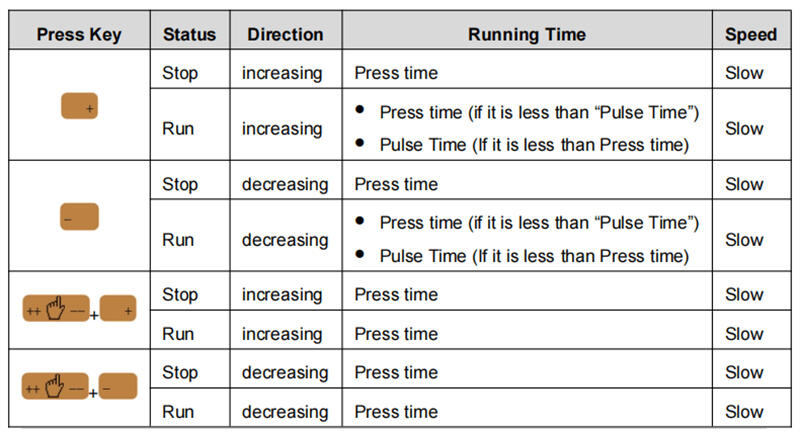
Uwaga: Gdy system znajduje się w stanie pracy, ręczna regulacja działa tylko dla osi X.
◦ Jeśli tryb napędowy odpowiedniej osi jest sterowany częstotliwościowo: [Postępuj zgodnie z szczegółowymi instrukcjami operacyjnymi w tabeli oryginalnego podręcznika]
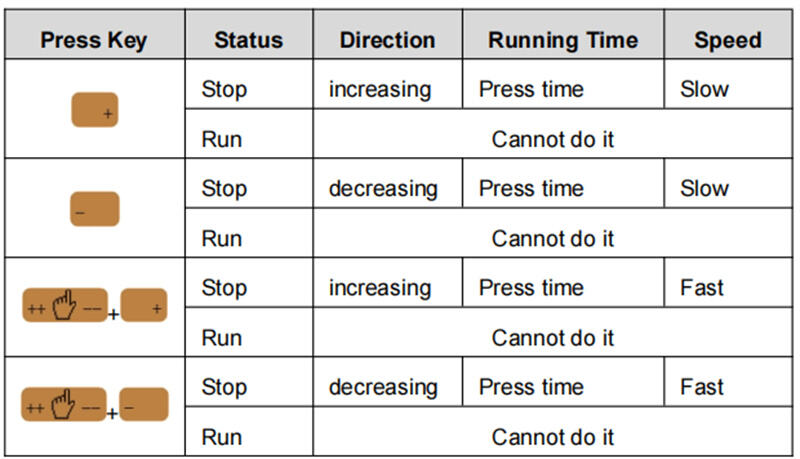
1. Naciśnij klawisz P, aby wrócić do strony konfiguracji parametrów krokowych.
Często Zadawane Pytania (FAQ)
W jaki sposób Podręcznik obsługi ESTUN E21 przyczynia się do poprawy dokładności maszyny?
Poradnik oferuje szczegółowe wskazówki dotyczące kalibracji i procesów wyrównania — kroków, które są kluczowe dla osiągnięcia precyzyjnych operacji. Systematyczne przestrzeganie tych wytycznych może znacznie poprawić dokładność i ogólną wydajność maszyny.
Jakie kroki rozwiązywania problemów przedstawiono w Podręczniku obsługi ESTUN E21?
Podręcznik obsługi ESTUN E21 zawiera kilka środków rozwiązywania problemów, takich jak sprawdzanie połączeń elektrycznych, analiza kodów błędów wyświetlanych na ekranie oraz odwołanie się do instrukcji w celu rozwiązania konkretnych błędów.
Podsumowanie
Podsumowując, Podręcznik obsługi ESTUN E21 dostarcza kluczowych informacji umożliwiających efektywne użytkowanie urządzenia. Ważne kwestie do zapamiętania to opanowanie podstawowego procesu obsługi, zrozumienie programowania krokowego oraz biegłe zarządzanie programowaniem wieloetapowym. Niniejszy poradnik zapewnia operatorom niezbędną wiedzę podstawową niezbędną do poprawy wydajności i produktywności maszyny.
Prawidłowa konfiguracja i regularna konserwacja są kluczowe dla wydłużenia czasu użytkowania oraz utrzymania wydajności twojego giętarki. Działając zgodnie z niniejszymi wytycznymi i przeprowadzając regularne przeglądy, możesz zmniejszyć przestoje i zwiększyć efektywność produkcji. W celu uzyskania bardziej szczegółowego wsparcia lub dodatkowych pytań, skontaktuj się z naszym zespołem. Dodatkowo, możesz zapoznać się z innymi powiązanymi dokumentami w naszej sekcji dokumentacji, aby zdobyć dalsze informacje.

