















































Analiza podstawowych funkcji trybu ustawień DELEM DA-58T
Spis treści
1. Wstęp
2. Ustawienia ogólne
3. Ustawienia materiałów
4. Funkcja tworzenia kopii zapasowych i przywracania danych
○ Tworzenie kopii zapasowej danych produktu
○ Przywracanie danych produktu
○ Tworzenie kopii zapasowej danych narzędzi
○ Przywracanie danych narzędzi
○ Tworzenie kopii zapasowych i przywracanie tabel oraz ustawień
○ Operacje nawigacji po katalogach
5. Ustawienia programu
6. Ustawienia domyślne i obliczeniowe
○ Konfiguracja podstawowych wartości domyślnych
○ Ustawienia podstawowych parametrów obliczeniowych
7. Ustawienia produkcji
8. Ustawienia czasu i sieci
○ Obliczanie czasu produkcji
○ Podstawowe ustawienia czasu
○ Konfiguracja sieci (dostępna wyłącznie po zainstalowaniu opcji sieciowej)
9. Najczęściej zadawane pytania (FAQ)
○ Jak zoptymalizować wydajność giętarki CNC za pomocą trybu ustawień DELEM DA-58T?
○ Jak ustawić granice ograniczeń długości w trybie ustawień DELEM DA-58T?
10. wniosek
W niniejszym artykule przedstawiono szczegółową analizę funkcjonalnych cech trybu ustawień systemu sterowania giętarką CNC DELEM DA-58T, omówiono jego podstawowe atrybuty konfiguracyjne oraz sposób, w jaki te ustawienia mogą przyczynić się do poprawy wydajności eksploatacyjnej i dokładności obróbki giętarek CNC. Niezależnie od tego, czy celem jest zoptymalizowanie wydajności urządzenia, czy też dostosowanie procesów operacyjnych do rzeczywistych potrzeb obróbki metali, opanowanie różnych funkcji tego trybu ustawień ma kluczowe znaczenie. W artykule wyjaśniono w sposób przejrzysty i zwięzły najważniejsze aspekty trybu ustawień DELEM DA-58T, co pomoże w pełni wykorzystać potencjał aplikacyjny tego urządzenia.
Wstęp

System sterowania DELEM DA-58T można przełączyć w tryb ustawień, klikając przycisk nawigacyjny „Ustawienia” na panelu obsługi urządzenia. Jako centralny punkt konfiguracji tryb ten umożliwia jednolitą konfigurację wartości domyślnych oraz różnych wyłącznych parametrów ograniczających wymaganych do programowania produktów i stanowi kluczowy punkt wejścia do personalizowanego debugowania giętarek.
Wszystkie parametry w trybie ustawień są podzielone według funkcji na różne karty i obsługują przewijanie poziome w celu przełączania się między nimi. Użytkownik musi jedynie kliknąć odpowiednią kartę oraz konkretny element parametru, aby dokonać dostosowania poszczególnych wartości. Logika działania jest prosta i intuicyjna, co znacznie obniża próg trudności konfiguracji parametrów.
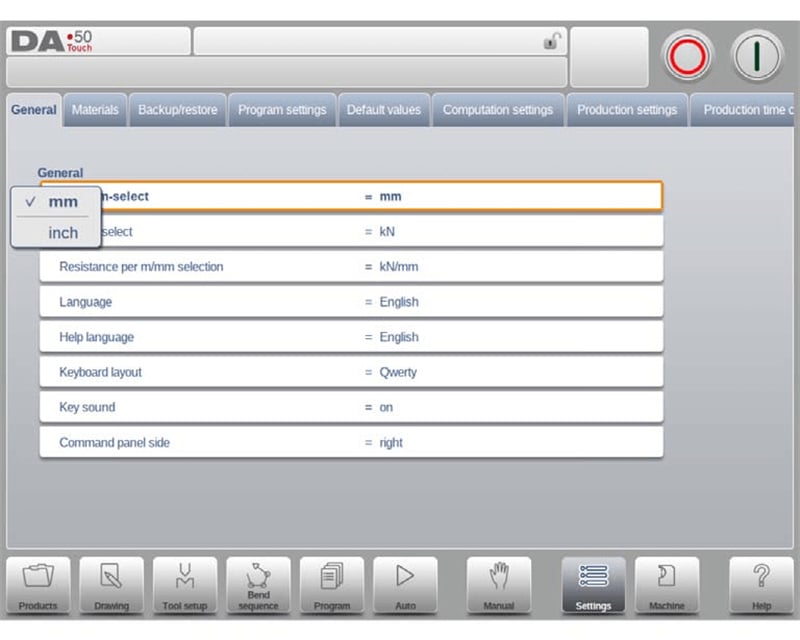
Ustawienia ogólne
Moduł Ogólne ustawienia w systemie DELEM DA-58T umożliwia użytkownikom dostosowanie podstawowych parametrów pracy urządzenia, w tym wyboru jednostek (cal/mm, tona/kN), języka interfejsu operacyjnego, układu klawiatury oraz dźwięku klawiszy na panelu wejściowym. Wizualny interfejs operacyjny ułatwia wybór różnych ustawień, umożliwia pełną adaptację do nawyków pracy różnych użytkowników oraz tworzy spersonalizowane doświadczenie użytkownika.
Język interfejsu
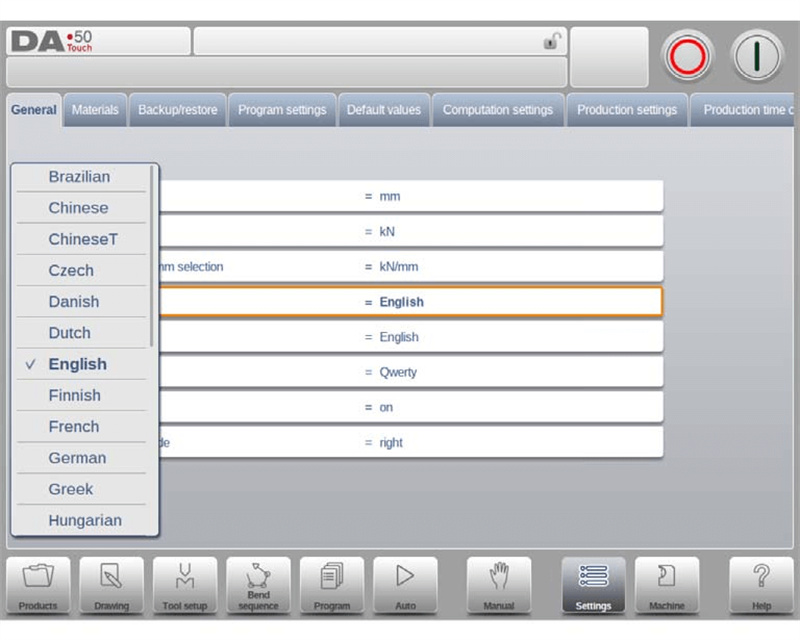
Język wyświetlania interfejsu operacyjnego można bezpośrednio wybrać z listy systemowej. Liczba dostępnych języków w tej liście jest większa niż liczba języków początkowo wyświetlanych. Użytkownicy mogą wyświetlić wszystkie dostępne języki, przewijając listę w górę i w dół, a przełączenie języka wymaga jednego kliknięcia. Należy pamiętać, że po wybraniu języka zawierającego specjalne, niestandardowe znaki alfanumeryczne system sterowania automatycznie uruchomi się ponownie w celu zakończenia konfiguracji.
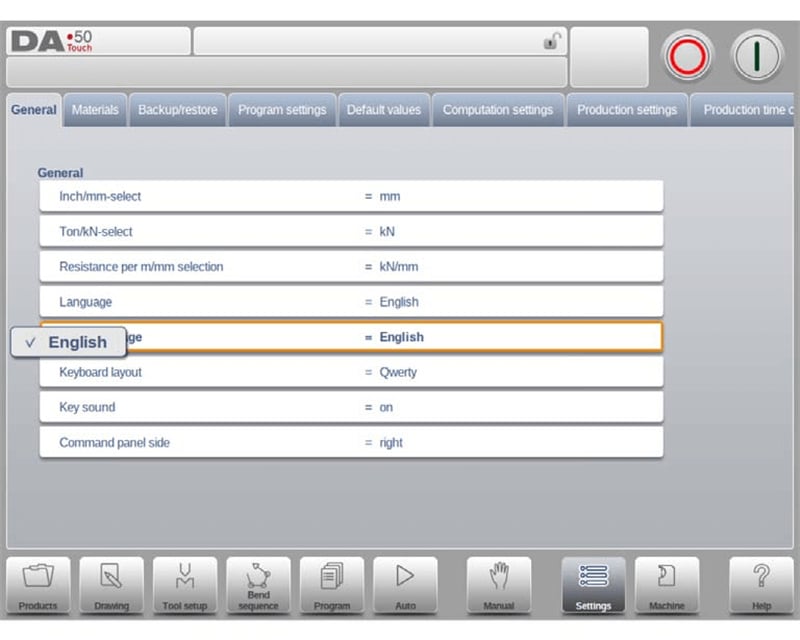
Język dokumentacji pomocy
Domyślny język wyświetlania funkcji pomocy online jest zgodny z językiem interfejsu operacyjnego. Jeśli dla wybranego języka nie istnieje odpowiedni dokument pomocy online, system automatycznie przełączy się na wyświetlanie w języku angielskim. Po wybraniu opcji „Język pomocy” na interfejsie pojawi się rozszerzona funkcja „Dodaj język pomocy”. Za pomocą tej funkcji można zainstalować nowe pakiety językowe dokumentów pomocy w systemie sterowania. Przed instalacją należy upewnić się, że wymagane pliki pakietu językowego znajdują się na lokalnym dysku urządzenia, na pendrive’ie USB lub w dostępnym ścieżce sieciowej; system automatycznie je rozpozna i ukończy instalację.
Układ klawiatury
System obsługuje przełączanie między trzema układami klawiatury: QWERTY, QWERTZ i AZERTY. Domyślną konfiguracją jest układ QWERTY, który został dopasowany do nawyków wprowadzania danych użytkowników w różnych regionach.
Dźwięk klawiszy
Dźwięk klawiszy panelu wejściowego można włączać lub wyłączać w dowolny sposób. Domyślnie system dźwięk włącza, co ułatwia użytkownikowi potwierdzenie wprowadzenia instrukcji operacyjnych.
Położenie panelu poleceń
Panel poleceń operacyjnych można przełączyć tak, aby był wyświetlany po lewej stronie ekranu; domyślnie system wyświetla go po prawej stronie ekranu. Użytkownicy mogą dostosować jego położenie zgodnie ze swoimi nawykami operacyjnymi.
Ustawienia materiałów
W zakładce Ustawienia materiałów tryb ustawień DELEM DA-58T obsługuje programowanie parametrów dla maksymalnie 99 materiałów przeznaczonych do obróbki; każdy materiał można niezależnie skonfigurować pod kątem kluczowych właściwości fizycznych, takich jak wytrzymałość na rozciąganie i moduł sprężystości. Ta funkcja umożliwia precyzyjne dopasowanie procesu obróbki do konkretnych materiałów, zapewniając wysokie dopasowanie operacji gięcia do charakterystyki materiału oraz poprawę dokładności obróbki.
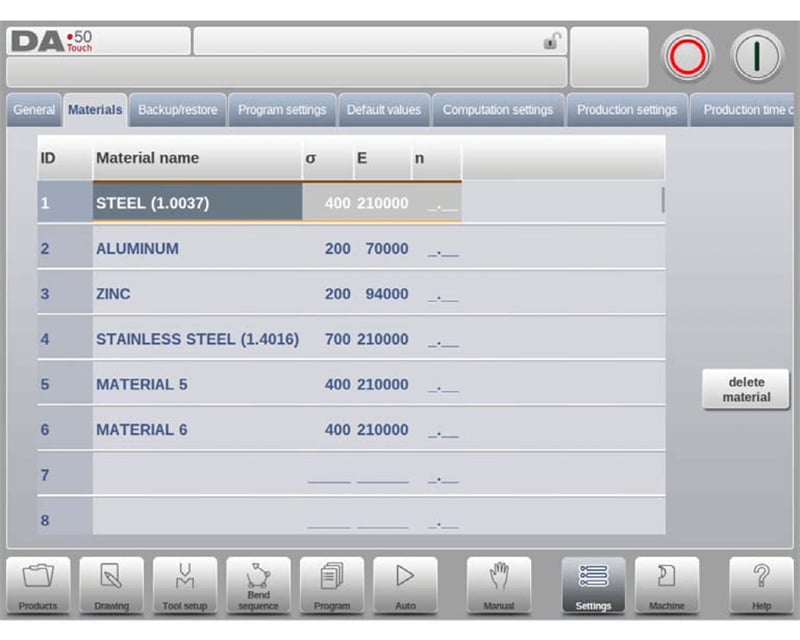
System konfiguruje trzy podstawowe atrybuty dla każdego materiału, które można wyświetlać i edytować: nazwę materiału, wytrzymałość na rozciąganie oraz moduł sprężystości. Nazwa materiału jest wyświetlana bezpośrednio w interfejsie programowym; maksymalna długość nazwy wynosi 25 znaków i musi ona zaczynać się literą; wytrzymałość na rozciąganie i moduł sprężystości są bezpośrednio związane z właściwościami fizycznymi przetwarzania materiału oraz stanowią istotne podstawy do obliczania parametrów procesu gięcia.
Lista materiałów jest początkowo posortowana według numeru materiału (ID) w pierwszej kolumnie. Użytkownicy mogą kliknąć nagłówek dowolnej kolumny, aby ponownie posortować listę według tego atrybutu. Aby zmodyfikować parametry istniejącego materiału, wystarczy wybrać odpowiedni wiersz materiału i dostosować wartości; aby usunąć materiał, należy wybrać docelowy wiersz i kliknąć przycisk „Usuń materiał”; aby dodać nowy materiał, należy wybrać pusty wiersz na liście i bezpośrednio wpisać wartości poszczególnych atrybutów, aby ukończyć konfigurację.
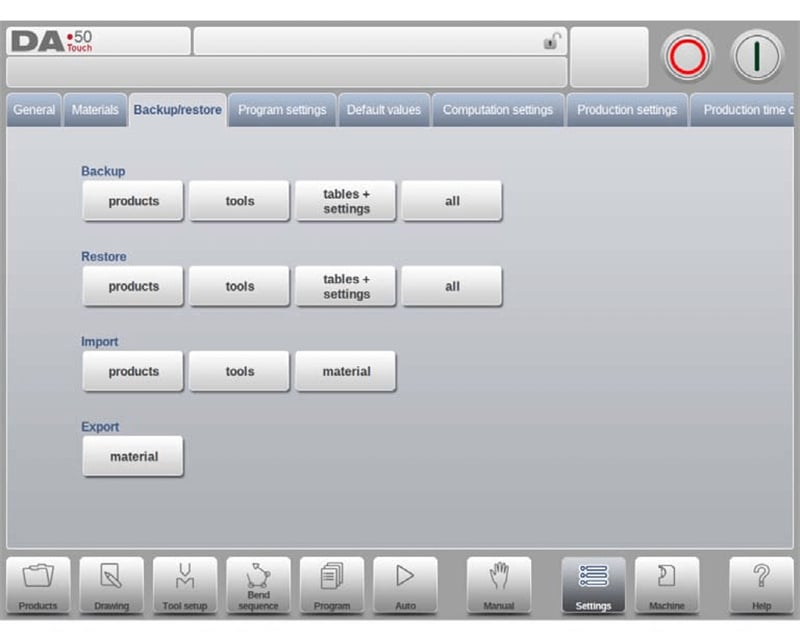
Funkcja tworzenia kopii zapasowej danych i przywracania danych
Tryb ustawień DELEM DA-58T jest wyposażony w kompleksową funkcję tworzenia kopii zapasowych i przywracania danych, która umożliwia pełnowymiarowe tworzenie kopii zapasowych i przywracanie danych dotyczących programów produktu, parametrów narzędzi, ustawień systemowych oraz różnych tabel konfiguracyjnych. Funkcja ta nie tylko zapewnia bezpieczeństwo danych produkcyjnych, ale także umożliwia bezproblemową migrację danych pomiędzy różnymi typami systemów sterowania. W przypadku danych produktu lub narzędzi w starszych systemach sterowania tryb ten oferuje również wbudowaną funkcję importu, umożliwiającą szybką integrację danych historycznych.
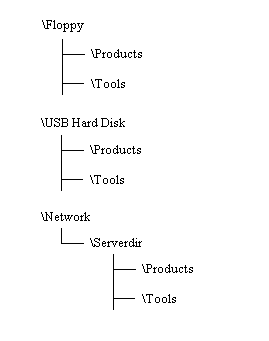
Procesy operacyjne tworzenia kopii zapasowych i przywracania danych produktu oraz narzędzi są bardzo znormalizowane. Niezależnie od tego, czy przesyłanie danych odbywa się przez sieć, czy za pośrednictwem pendrive’a, stosowane są ustandaryzowane kroki operacyjne, co zmniejsza trudność wykonywania czynności dla użytkowników. Katalog kopii zapasowej składa się z wybranego urządzenia pamięciowego (pendrive, dysk sieciowy itp.) oraz niestandardowego katalogu. Użytkownicy mogą tworzyć i wybierać dedykowany katalog kopii zapasowej zgodnie ze swoimi potrzebami. Dodatkowo ścieżki przechowywania kopii zapasowych danych produktu oraz narzędzi można ustawić niezależnie, umożliwiając klasyfikacyjne zarządzanie danymi.
Kopia zapasowa danych produktu
Wybierz opcję „Produkty” w obszarze „Kopia zapasowa” na karcie „Kopia zapasowa/przywracanie”, aby rozpocząć proces tworzenia kopii zapasowej programów produktu na dysku. Po ukończeniu ustawienia początkowego katalogu kopii zapasowej system automatycznie przejdzie do interfejsu operacji tworzenia kopii zapasowej produktu. Konkretne kroki operacyjne są następujące:
1. Wyświetlanie produktów: Wszystkie programy produktowe w wybranym katalogu można wyświetlić w interfejsie kopii zapasowej; podstawowe funkcje są zgodne z trybem Produkt i umożliwiają przeglądanie oraz wyszukiwanie programów produktowych przeznaczonych do utworzenia kopii zapasowej;
2. Weryfikacja ścieżek: W górnej części interfejsu wyświetlana jest w czasie rzeczywistym bieżąca ścieżka źródłowa programów produktowych oraz określona ścieżka przechowywania kopii zapasowej; przed wykonaniem operacji należy potwierdzić poprawność tych ścieżek;
3. Wybór produktów: Kliknięcie programu produktowego na liście oznacza go jako przeznaczony do utworzenia kopii zapasowej; system wyświetla odpowiedni znacznik potwierdzający wybór; jeśli w ścieżce kopii zapasowej znajduje się program produktowy o tej samej nazwie, system wyświetla komunikat z prośbą o wybranie przez użytkownika opcji nadpisania istniejącej kopii;
4. Masowa kopia zapasowa: Kliknięcie przycisku „Wszystkie” powoduje jednoczesne utworzenie kopii zapasowej wszystkich programów produktowych na liście, co zwiększa wydajność procesu tworzenia kopii zapasowej;
5. Zmień katalog źródłowy: Jeśli konieczne jest dostosowanie katalogu źródłowego programów produktowych do wykonywania kopii zapasowej, kliknij opcję „Katalog źródłowy” i wybierz nową ścieżkę źródłową za pomocą przeglądarki katalogów;
6. Zmień katalog kopii zapasowej: Kliknij opcję „Katalog kopii zapasowej”, aby przejść do nowej lokalizacji przechowywania i wybrać ją jako katalog docelowy kopii zapasowej.
Przywracanie danych produktowych
Wybierz opcję „Produkty” w obszarze przywracania karty „Kopia zapasowa/przywracanie”, aby przywrócić programy produktowe z dysku do systemu sterowania.

Po ukończeniu ustawiania początkowego katalogu przywracania przejdź do interfejsu operacji przywracania produktów. Kolejne kroki operacji są następujące:
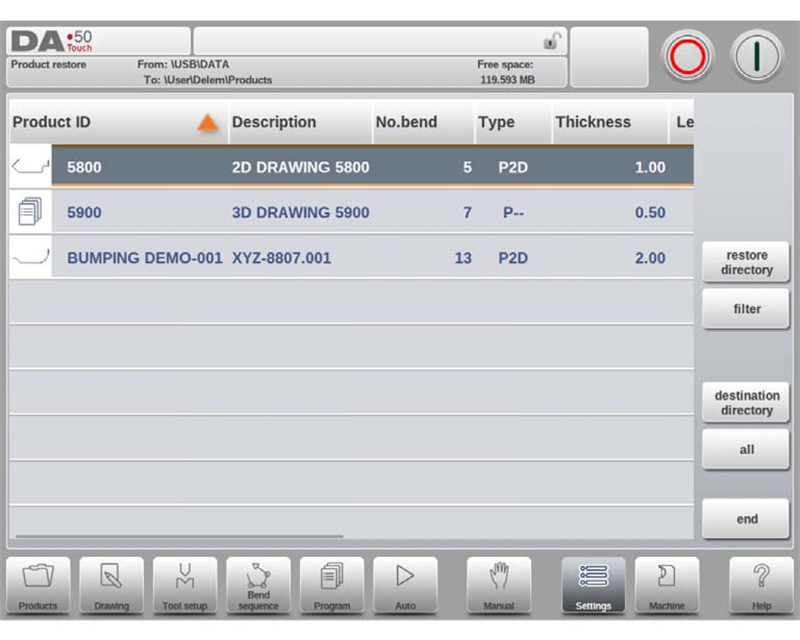
1. Dostęp do interfejsu przywracania: Wyświetl wszystkie programy produktowe w wybranym katalogu przywracania;
2. Dostosuj widok: Szybko znajdź programy produktowe do przywrócenia za pomocą funkcji dostosowywania widoku;
3. Zweryfikuj ścieżki: Potwierdź ścieżkę źródłową programów produktowych do przywrócenia oraz docelową ścieżkę przechowywania na urządzeniu;
4. Wybierz produkty: Kliknij docelowy program produktu, aby zaznaczyć go do przywrócenia;
5. Obsługa plików zduplikowanych: Jeśli na urządzeniu znajduje się program produktu o tej samej nazwie, system wyświetli użytkownikowi monit z prośbą o wybranie, czy zastąpić istniejący program;
6. Zmień katalog źródłowy: W razie potrzeby przejdź do nowego katalogu źródłowego programów produktu do przywrócenia;
7. Ustaw katalog docelowy: Wybierz katalog pamięci przechowujący przywrócone programy produktu na urządzeniu.
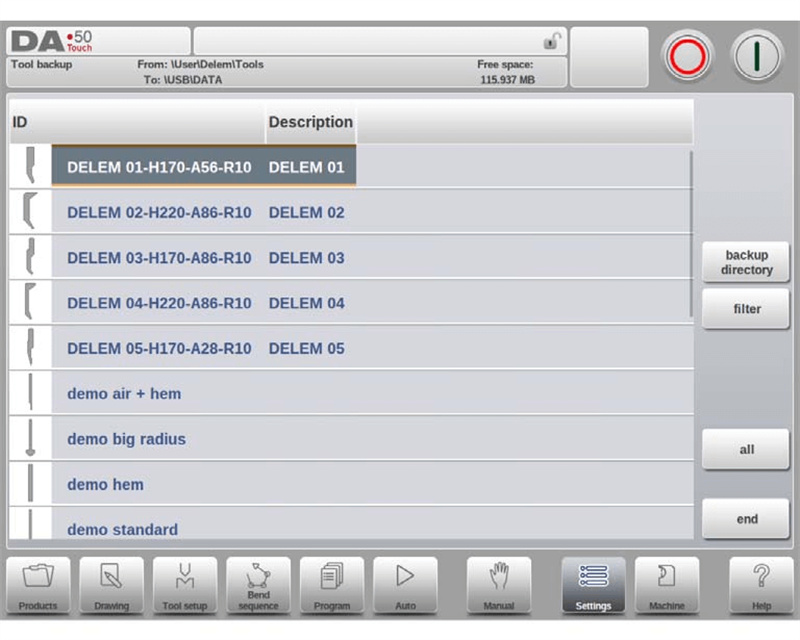
Kopia zapasowa danych narzędzi
Wybierz opcję „Narzędzia” w obszarze „Kopia zapasowa” na karcie „Kopia zapasowa/przywracanie”, aby rozpocząć proces tworzenia kopii zapasowej parametrów narzędzi na dysku. Po ukończeniu ustawienia początkowego katalogu kopii zapasowej przejdź do interfejsu operacji tworzenia kopii zapasowej narzędzi.
Różne parametry narzędzi, takie jak matryce, tłoczniki oraz narzędzia kształtujące sprzętowe w systemie sterowania, mogą być jednolicie tworzone w kopii zapasowej. Proces operacyjny jest identyczny jak w przypadku tworzenia kopii zapasowej danych produktu, co zapewnia jednolitość logiki operacyjnej.
Przywracanie danych narzędzi
Proces przywracania parametrów narzędzi jest zgodny z procesem przywracania danych produktu. Użytkownicy mogą wykonać przywrócenie danych narzędzi zgodnie ze standardowymi krokami oraz szybko przywrócić parametry konfiguracji przetwarzania narzędzi.
Kopia zapasowa i przywracanie tabel i ustawień
Karta „Kopia zapasowa/Przywracanie” została zaprojektowana z dedykowanymi funkcjami tworzenia kopii zapasowej i przywracania ustawień systemowych zdefiniowanych przez użytkownika oraz różnych tabel konfiguracyjnych; proces operacyjny jest zgodny z procesem tworzenia kopii zapasowej i przywracania danych produktów i narzędzi. System udostępnia również funkcję szybką „Wszystkie”. Po kliknięciu przycisku ta funkcja automatycznie wykonuje pełną kopię zapasową lub przywracanie produktów, narzędzi, tabel i ustawień systemowych w określonej kolejności, co znacznie zwiększa wydajność operacji wsadowych.
Operacje nawigacji po katalogach
Po kliknięciu przycisku „Katalog kopii zapasowej” system wyświetli okno listy dostępnych katalogów kopii zapasowej. Aby uprościć operacje nawigacji i zarządzania katalogami, należy wykonać następujące konkretne kroki:
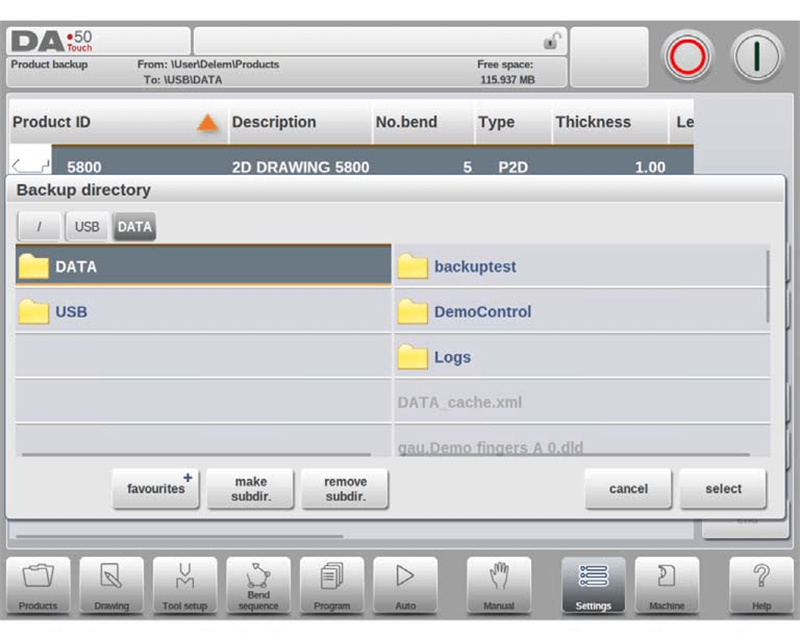
1. Przeglądanie katalogów: Kliknij ikonę kropki, aby wejść do podkatalogu, kliknij ikonę katalogu nadrzędnego, aby wrócić do katalogu wyższego poziomu, a następnie kliknij Wybierz, aby potwierdzić bieżący katalog operacji;
2. Przełączanie urządzeń: Klikaj wielokrotnie ikonę katalogu nadrzędnego, aż przejdziesz do katalogu najwyższego poziomu, a następnie ponownie wybierz urządzenie pamięci masowej oraz odpowiedni podkatalog;
3. Dostęp sieciowy: Jeśli urządzenie jest połączone z siecią, najpierw wybierz opcję Sieć, następnie wybierz docelowy wolumin sieciowy; kolejne operacje nawigacji są takie same jak w przypadku lokalnego urządzenia pamięci masowej;
4. Zarządzanie podkatalogami: Kliknij Utwórz podkatalog, aby utworzyć dedykowany katalog pamięci masowej, a kliknij Usuń podkatalog, aby usunąć niepotrzebne katalogi; po wejściu do dowolnego podkatalogu kliknij Wybierz, aby zakończyć potwierdzanie katalogu.
Ustawienia programu
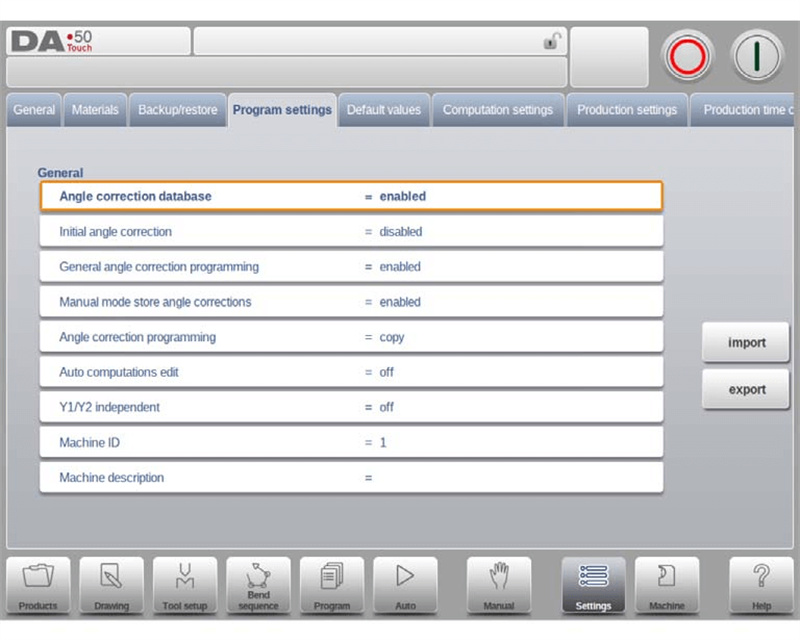
Baza danych korekcji kąta jest jedną z podstawowych funkcji trybu ustawień DELEM DA-58T. Baza ta może przechowywać w czasie rzeczywistym parametry korekcji kąta wprowadzane podczas produkcji, zapewniając spójność dokładności obróbki dla różnych materiałów oraz różnych typów gięcia; stanowi ona kluczową konfigurację zapewniającą dokładność obróbki w programowaniu produktów. Aby w pełni wykorzystać rolę bazy danych korekcji kąta oraz zoptymalizować wydajność działania trybu ustawień, należy przestrzegać poniższych szczegółowych punktów konfiguracyjnych:
Baza danych korekcji kąta
1. Włączenie bazy danych: Po włączeniu tego parametru baza danych będzie automatycznie zapisywać wartości korekcji kąta wprowadzane w trybie produkcji (tryb automatyczny); podczas produkcji system będzie automatycznie sprawdzał, czy w bazie danych znajdują się parametry korekcji dla podobnych gięć, a w przypadku ich istnienia — od razu je wywoła, lub — w przypadku ich braku — wygeneruje adaptacyjne wartości korekcji przy użyciu algorytmu interpolacji;
2. Zasady dopasowania cech gięcia: System porówna wiele kluczowych cech operacji gięcia, w tym właściwości materiału, grubość blachy, szerokość otworu matrycy, promień matrycy, promień tłoczka oraz kąt gięcia. Pierwsze pięć cech musi zostać dokładnie dopasowanych, natomiast wartości korekcyjne kąta gięcia są wywoływane lub interpolowane na podstawie podobieństwa;
3. Korekcja początkowego kąta: Ten parametr jest niezależnym elementem programowania, wyświetlany wyłącznie w trybie automatycznym i przeznaczony do precyzyjnej korekcyj małych kątów. Jego wartość jest sumowana z wizualizowaną wartością korekcyjną, tworząc ostateczną, całkowitą wartość korekcyjną kąta;
4. Ogólna korekcja kąta w programowaniu: Ten parametr korekcyjny dotyczy wszystkich operacji gięcia w danym programie, nie jest przypisany do konkretnego kąta gięcia, a odpowiednie wartości nie są przechowywane w Bazie Danych Korekcji Kątów;
5. Przechowywanie wartości korekcji w trybie ręcznym: Po włączeniu tej funkcji wartości korekcji kąta wygenerowane w trybie ręcznym są zapisywane, aby zapewnić wsparcie danych dla kolejnego programowania produktu;
6. Metody programowania korekcji kąta: Podczas dostosowywania wartości korekcji kąta można wybrać kopiowanie oryginalnych wartości, zachowanie wartości delta lub niezależne dostosowanie dwóch kluczowych parametrów Cα1 i Cα2, aby dopasować się do różnych potrzek korekcji przetwarzania.
Edycja obliczeń automatycznych
Podczas modyfikowania typu materiału, grubości blachy, długości obróbki oraz konfiguracji matrycy lub tłoczka system automatycznie przelicza kluczowe wskaźniki przetwarzania, takie jak siła gięcia, odległość dekompresji oraz parametry urządzenia korygującego (crowning), zgodnie ze specyficznymi scenariuszami, np. metodami gięcia, bez konieczności ręcznych obliczeń, co zwiększa wydajność programowania.
Nieodzowne programowanie Y1 i Y2
Obsługuje ustawianie dwóch osi Y w trybie niezależnego programowania lub w trybie zintegrowanego programowania. Użytkownicy mogą wybrać adaptacyjny tryb programowania zgodnie z wymaganiami dotyczącymi dokładności procesu gięcia, aby spełnić potrzeby sterowania osiami w złożonych operacjach gięcia.
Identyfikator i opis maszyny
Dla każdej prasy giętarki można skonfigurować unikalny identyfikator maszyny, co ułatwia jednolite zarządzanie programami produkcyjnymi; jednocześnie można dodać informacje opisujące maszynę, umożliwiając szybką identyfikację i klasyfikację sprzętu w systemach programowania offline, takich jak JUGAO, oraz optymalizując proces zarządzania produkcją.
Ustawienia domyślne i obliczeniowe
Ten moduł pozwala skonfigurować podstawowe wartości domyślne operacji gięcia, w tym wielkość otwarcia osi Y, prędkość docisku, czas postoju itp.; jednocześnie umożliwia dostosowanie kluczowych parametrów obliczeniowych, takich jak aktywacja tabeli przyrostu gięcia, konfiguracja przygotowania danych itp., dzięki czemu programowanie produktu może być w pełni dopasowane do różnych potrzeb produkcyjnych i technologicznych oraz zwiększa elastyczność procesu.
Konfiguracja podstawowych wartości domyślnych
1. Domyślna wartość otwarcia osi Y: ustawienie początkowej wartości otwarcia osi Y w celu zapewnienia podstawowych parametrów sterowania osią dla operacji gięcia;
2. Prędkość docisku: ustawienie początkowej prędkości docisku dla nowo tworzonego programu obróbkowego;
3. Oczekiwanie na wycofanie: funkcja „Oczekiwanie na wycofanie” w programie gięcia jest domyślnie włączona (Tak);
4. Kod zmiany kroku: domyślnym kodem zmiany kroku jest UDP;
5. Czas opóźnienia: domyślny czas oczekiwania na zmianę kroku osi X wynosi 0;
6. Czas postoju: Ustaw domyślny czas postoju programu gięcia, aby zapewnić pożądany efekt formowania gięcia;
7. Kąt wstępnego gięcia: Ustaw domyślny kąt wstępnego gięcia do programowania graficznego wyrobów;
8. Otwarcie zgrzewu: Domyślne otwarcie zgrzewu dla pozycji belki wynosi 0,0 mm;
9. Wymiary: Ustaw domyślny podstawowy parametr wymiarowy (D1) do rysowania graficznego.
Ustawienia podstawowych parametrów obliczeniowych
1. Aktywna tabela dopuszczalnego skrócenia przy gięciu: Dostępne są dwa tryby obliczeń — pierwszy polega na obliczaniu dopuszczalnego skrócenia przy gięciu za pomocą standardowego wzoru, a drugi — na wykorzystaniu tabeli korekcyjnej (tabelę można bezpośrednio edytować, jeśli istnieje). To ustawienie umożliwia korekcję dokładności osi X spowodowaną skracaniem blachy;
2. Przygotowanie danych – Dopuszczalny przyrost długości przy gięciu: Obejmuje trzy tryby konfiguracji. Jeśli korekta jest wyłączona, przyrost długości przy gięciu nie jest uwzględniany w obliczeniach programowania; jeśli korekta jest włączona, wartość korekty jest wyświetlana i edytowalna podczas produkcji; ustawienie to nie wpływa na proces post-processingu w trybie Rysunek, a system automatycznie uwzględnia przyrost długości przy gięciu w obliczeniach podczas generowania programu CNC w trybie Rysunek. Jeśli tabela przyrostu długości przy gięciu jest aktywowana, wartości w tabeli można dostosować w nowym oknie za pomocą funkcji Edytuj tabelę. Podczas pracy wybierz pole edycji za pomocą klawisza Tab, wprowadź nową wartość i potwierdź ją naciskając klawisz Enter. To menu nie obsługuje tworzenia nowych tabel. Szczegółowe specyfikacje konfiguracji przyrostu długości przy gięciu znajdują się w oficjalnym podręczniku DELEM. Aby załadować inne tabele, znajdź je i zaimportuj za pomocą funkcji Załaduj tabelę;
3. Współczynnik siły docisku: Konkretna wartość siły docisku może być obliczona przez pomnożenie tego współczynnika przez siłę gięcia powietrznego, co stanowi podstawę do konfiguracji ciśnienia gięcia;
4. Odległość Z: Jest to odległość od krawędzi palca do narożnika blachy. Jeśli oś Z jest zainstalowana w urządzeniu, system automatycznie obliczy optymalną pozycję roboczą palca w celu poprawy dokładności pozycjonowania.
Ustawienia produkcji
Moduł Ustawienia produkcji w trybie ustawień DELEM DA-58T został specjalnie zaprojektowany w celu zoptymalizowania wydajności produkcji i umożliwia niestandardową konfigurację kluczowych parametrów, takich jak tryb liczenia zapasów, krok zmiany gięcia w trybie automatycznym oraz przesunięcie równoległości. Użytkownicy mogą dostosować proces produkcyjny do rzeczywistych wymagań operacyjnych w zakresie produkcji, osiągając jednoczesną poprawę wydajności i precyzji obróbki.
1. Tryb liczenia zapasów: Obsługuje dwa tryby – zwiększania i zmniejszania wartości. Zmniejszanie wartości automatycznie kończy się po osiągnięciu zera, a po ponownym uruchomieniu urządzenia wartość zostaje przywrócona do pierwotnej; tryb ten jest odpowiedni do zadań produkcyjnych o ustalonej kwocie; zwiększanie wartości umożliwia rzeczywiste śledzenie postępów produkcji i nadaje się do śledzenia postępu przetwarzania partii;
2. Krok trybu automatycznej zmiany gięcia: W stanie wyłączonym wymagane jest ręczne wybieranie i uruchamianie parametrów kolejnego etapu; w stanie włączonym system automatycznie wczytuje parametry kolejnego etapu, a urządzenie po naciśnięciu przycisku start automatycznie wykonuje pozycjonowanie, umożliwiając bezszwową zmianę etapów;
3. Przesunięcie równoległości: Ustawia ogólny parametr równoległości osi Y, który ma zastosowanie poniżej punktu zacisku (Y2 + przesunięcie), zapewniając równoległość arkusza podczas operacji gięcia;
4. Blokowanie ekranu dotykowego po uruchomieniu: Po włączeniu tej funkcji ekran dotykowy zostanie zablokowany podczas pracy urządzenia, aby zapobiec niezamierzonym operacjom wpływającym na proces produkcyjny;
5. Korekcja ciśnienia: Umożliwia precyzyjną kontrolę zaworu ciśnieniowego za pomocą procentowej wartości obliczonej siły gięcia, dostosowując się do wymagań dotyczących ciśnienia gięcia różnych materiałów;
6. Korekcja chwytania: System automatycznie oblicza położenie belki w momencie chwytania arkusza. Aby zapewnić skuteczne chwytanie arkusza, obliczony punkt chwytania można przesunąć i dostosować za pomocą tego parametru. Wartość dodatnia przesuwa położenie belki w dół, a wartość ujemna — w górę;
7. Promień pośredni dla ruchu osi X: Ustawia tymczasowe położenie osi R w celu uniknięcia kolizji z urządzeniem podczas ruchu osi X; funkcję tę można włączyć wyłącznie poprzez ustawienie wartości różnej od zera;
8. Bezpiecznik tylny i bezpieczeństwo pozycji X: Zgodnie z położeniem strefy bezpieczeństwa system automatycznie dobiera różne strategie ruchu osi:
○ Obie poprzednia i nowa pozycja znajdują się poza strefą bezpieczeństwa: oś X i oś Z poruszają się synchronicznie;
○ Poprzednia pozycja znajduje się poza, a nowa wewnątrz strefy bezpieczeństwa: najpierw porusza się oś Z;
○ Poprzednia pozycja znajduje się wewnątrz, a nowa poza strefą bezpieczeństwa: najpierw porusza się oś X;
○ Obie poprzednia i nowa pozycja znajdują się wewnątrz strefy bezpieczeństwa: najpierw przesuń oś X do położenia pośredniego, następnie oś Z, a na końcu dostosuj oś X do docelowej pozycji.
Wzór definiujący strefę bezpieczeństwa: SZ = X-safe + SD (SD to odległość bezpieczeństwa ustawiana przez dostawcę urządzenia).
Ustawienia czasu i sieci
Ustawienia czasu pozwalają użytkownikom dostosować format wyświetlania daty i godziny, zapewniając synchronizację czasu urządzenia z planem operacji produkcyjnych; konfiguracja sieciowa może zostać włączona dopiero po zainstalowaniu funkcji sieciowej, co umożliwia połączenie urządzenia z innymi systemami oraz realizację współdzielenia danych produkcyjnych między systemami.
Obliczanie czasu produkcji
W trybie ustawień DELEM DA-58T tryb liczenia zapasów pozwala automatycznie obliczać czas produkcji podczas obliczania sekwencji gięcia, uwzględniając prędkość pozycjonowania osi oraz czas obsługi produktu, zapewniając wsparcie danych dla opracowywania planów produkcji. Czas zużywany na operacje wykonywane ręcznie (np. obracanie produktu) jest bezpośrednio związany z wymiarami produktu. Produkty o małych wymiarach w kierunku osi Z wymagają mniej czasu na obrócenie, natomiast produkty o dużych wymiarach w kierunku osi X wymagają więcej czasu na operacje obracania.
System ustala trzy poziomy progów długości (Granica 1/2/3) jako standard podziału rozmiaru produktu. Użytkownicy mogą niezależnie konfigurować parametry czasochłonności obrotu produktu dla produktów w poszczególnych przedziałach progowych, aby obliczenia czasu lepiej odzwierciedlały rzeczywiste warunki produkcji.
Podstawowe ustawienia czasu
1. Czas wyświetlania: Można ustawić zawartość paska tytułu; obsługiwane są trzy tryby: wyświetlanie daty i godziny, wyświetlanie wyłącznie godziny lub ukrywanie godziny;
2. Format czasu: Obsługa przełączania między formatem 24-godzinnym a 12-godzinnym, dostosowując się do różnych nawyków przeglądania czasu;
3. Format daty: Obsługa trzech formatów wyświetlania: dd-mm-rrrr, mm-dd-rrrr oraz rrrr-mm-dd, z których użytkownik może wybrać odpowiedni zgodnie ze swoimi potrzebami;
4. Korekta czasu: Datę i godzinę urządzenia można dostosować bezpośrednio; skorygowany czas zostanie automatycznie zsynchronizowany z systemem operacyjnym Windows urządzenia, zapewniając spójność czasu systemowego.
Konfiguracja sieci (dostępna wyłącznie po zainstalowaniu opcji sieciowej)
Funkcja sieciowa jest modułem opcjonalnym. Po jej zainstalowaniu możliwe jest nawiązanie połączenia między urządzeniem a lokalną siecią komputerową oraz systemem zarządzania produkcją, a także realizacja transmisji i udostępniania programów produkcyjnych oraz danych obróbkowych pomiędzy różnymi urządzeniami. Szczegółowe informacje na temat konfiguracji zawarte są w oficjalnej instrukcji obsługi urządzenia.
Często Zadawane Pytania (FAQ)
Jak zoptymalizować wydajność giętarki CNC za pomocą trybu ustawień DELEM DA-58T?
Kluczem do optymalizacji wydajności giętarki CNC jest dokładna konfiguracja rzeczywistych wymiarów obrabianych wyrobów oraz parametrów czasowych różnych operacji w trybie ustawień DELEM DA-58T; równocześnie urządzenie musi zostać dokładnie skalibrowane, aby zapewnić zgodność wszystkich ustawionych parametrów ze specyfikacjami i wymaganiami dotyczącymi produkcji i obróbki, dzięki czemu parametry pracy urządzenia są maksymalnie dopasowane do rzeczywistych potrzeb produkcyjnych.
Jak ustawić granice ograniczenia długości w trybie ustawień DELEM DA-58T?
Wejdź do obszaru konfiguracji granic długości w trybie ustawień i wprowadź konkretne wartości Granicy 1, Granicy 2 oraz Granicy 3, aby zakończyć ustawianie granic ograniczenia długości. Racjonalna konfiguracja trzech poziomów granic pozwala zapewnić dopasowanie produktów o różnych rozmiarach do dokładnych parametrów czasu wykonywania gięcia, co poprawia trafność obliczeń czasowych oraz procesów produkcyjnych.
Podsumowanie
Ogólnie rzecz biorąc, tryb ustawień DELEM DA-58T stanowi podstawowe narzędzie służące do podnoszenia funkcjonalności operacyjnych oraz precyzji obróbki giętarek. Bogata paleta konfiguracji funkcyjnych i wysoki stopień dostosowalności umożliwiają zoptymalizowanie programowania produktów oraz przepływów procesów produkcyjnych i są ważnym gwarantem precyzyjnej produkcji na giętarkach.
Aby w pełni wykorzystać możliwości prasy krawędziowej oraz przedłużyć okres jej eksploatacji, konieczne są standaryzowane ustawienia parametrów i codzienna konserwacja urządzenia. Racjonalne wykorzystanie poszczególnych funkcji trybu ustawień pozwala skutecznie zmniejszyć czas przestoju urządzenia oraz znacznie zwiększyć wydajność produkcji. W przypadku powstania jakichkolwiek pytań podczas użytkowania lub potrzeby profesjonalnego wsparcia technicznego można w każdej chwili skontaktować się z odpowiednim zespołem technicznym; równocześnie można również zapoznać się z odpowiednimi dokumentami pomocniczymi, aby poznać dodatkowe praktyczne metody optymalizacji urządzenia oraz dalszego podniesienia wartości zastosowania produkcyjnego prasy krawędziowej.

