















































Trinnvis veiledning for innstilling av verktøy på ESA S875
I CNC-bøyemaskinens drift er oppsett av støper på ESA S875-styringsenheten en avgjørende trinn for å oppnå nøyaktige bøyeresultater og sikre trygg, kollisjonsfri produksjon. Hvis du leter etter riktige fremgangsmåter for oppsett av støper på ESA S875-styringsenheten samt korrekte metoder for å velge, angi og konfigurere støper på styringsenheten, vil denne veiledningen gi klare og handlingsorienterte svar. Denne artikkelen gjør hele prosessen med oppsett av støper på ESA S875 om til praktiske, trinnvise instruksjoner som hjelper deg med å forstå hvordan støpervalg, tegning og datadministrasjon påvirker bøyenøyaktighet og maskinens ytelse. Uansett om du er nybegynner på ESA S875-styringsenheten eller ønsker å optimalisere din eksisterende oppsettsprosess, vil denne veiledningen gi deg mulighet til å utføre støperoppsettet korrekt og øke den totale driftseffektiviteten til bøyemaskinen din.
Å få tilgang til støpelisten på ESA S875-styringsenheten
Trinn 1: Å vise støpelisten på ESA S875
For å starte ESA S875-diesettopprosessen må du først få tilgang til verktøylisten på kontrollenhetsgrensesnittet.

Trykk på den tilsvarende tasten for å vise enten stanselisten eller dieselisten.
Hvis stanselisten vises på skjermen, trykker du på samme tast igjen for å bytte til dieselisten.
Når dieselisten vises, er skjermen delt inn i tre funksjonelle deler:
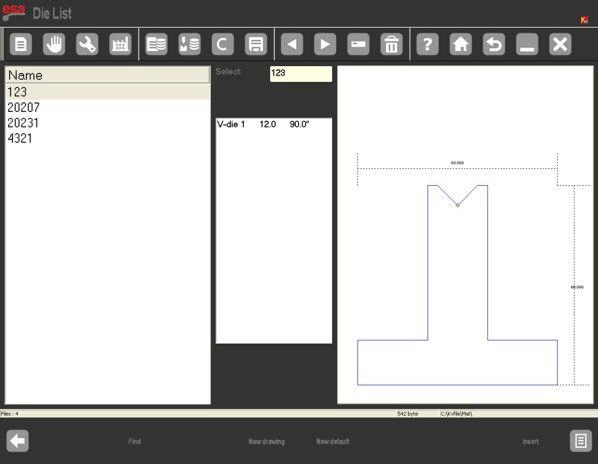
• Venstre vindu: Viser hele listen over tilgjengelige dies
• Sentralvindu: Viser detaljerte dimensjonsdata for den valgte die
• Høyre vindu: Gir en grafisk forhåndsvisning av den valgte die
Denne grensesnittoppbygningen gjør det mulig for operatører å raskt identifisere den nødvendige die, noe som er spesielt nyttig ved håndtering av et stort lager av verktøy.
Steg 2: Bruk av forhåndsvisnings- og valgfunksjoner
For raskere die-identifisering under ESA S875-sett opp kan du aktivere forhåndsvisningsfunksjonen for å vise en visuell grafikk av den valgte die.
Hvis forhåndsvisningsfunksjonen ikke er nødvendig, kan den deaktiveres via systemmenyen ved å velge alternativet [Forhåndsvisning] og slå den av; samme operasjon vil aktivere den igjen når det er nødvendig.
For å forbedre navigeringseffektiviteten på grensesnittet:
• Trykk på [Liste] for å returnere markøren til dies-listen
• Trykk på [Valg] for å manuelt skrive inn navnet på en die og raskt finne et spesifikt verktøy
Direkte rulling på touchpanelet støttes også, noe som gjør det enklere å bla gjennom et stort antall dies.
Håndtering av die-data på ESA S875
Steg 3: Kopiere, gi nye navn og slette dies
Effektiv håndtering av die-data er en viktig del av langvarig og effektiv bruk av ESA S875-styringsenheten.
Systemet tilbyr følgende grunnleggende administrasjonsfunksjoner for dies:
• Kopier en die: Opprett en ny die basert på målene til en eksisterende die, ideell for bøyeapplikasjoner med lignende krav
• Gi en støpeform et nytt navn: Opprett klare, standardiserte navngivingskonvensjoner for støpeformer for enkel identifisering
• Slett ubrukte støpeformer: Hold støpeform-databasen ryddig og reduser risikoen for feil ved valg
Disse funksjonene hjelper til med å opprettholde et organisert verktøybibliotek, en viktig praksis i produksjonsmiljøer med høy variantrikdom eller anlegg med flere skift.
Å angi en ny støpeform i ESA S875-systemet
Steg 4: Valg mellom tegnede støpeformer og forhåndsinnstilte støpeformer
Når du angir en ny støpeform i ESA S875-systemet, er det to innstillingsmetoder tilgjengelige:
• Forhåndsinnstilte støpeformer: Fordefinerte støpeformtyper med faste, justerbare parametere
• Fullstendig tegnede støpeformer: Tilpassede støpeformer som lages fra bunnen av med unike mål og former
Forhåndsinnstilte støpeformer anbefales når den faktiske verktøyutstyret nærmer seg én av de fordefinerte støpeformtypene i systemet, da dette kan redusere innstillingsiden betydelig. Fullstendig tegnede støpeformer er nødvendige i følgende situasjoner:
• Støpeformen samsvarer ikke med noen av de forhåndsinnstilte kategoriene
• Matrisen har flere formhull
• Matrisen har en spesiell form, firkantet formhull eller presseformhull
Nøyaktig inntasting av matriseinformasjon er avgjørende: matrisetegningen brukes for kollisjonsdeteksjon i systemet, mens beregningene av bøydypen avhenger fullstendig av de dimensjonelle dataene som tastes inn i kontrolleren.
Steg 5: Opprette en fullstendig tegnet matrise
For ikke-standard verktøy tillater ESA S875 fullt egendefinert matrisetegning via funksjonen [Ny tegning].
Etter at høyde- og breddeparametrene for matrisen er tastet inn, åpner systemet tegningsgrensesnittet, som består av to hoveddeler:
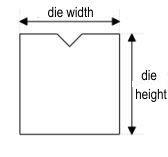
• Et hovedtegningsvindu til venstre for visuell matrisedesign
• Parametervinduer til høyre for inntasting av polare, kartesiske, V-formhull- og firkantede formhull-dimensjoner
Matriser må tegnes i med klokken-retning, med stopp-posisjonen plassert på høyre side. Dette sikrer at CNC-systemet tolker matrisens design riktig.
Steg 6: Endre og lagre forhåndsinnstilte matriser
Forhåndsinnstilte støper vises som forhåndstegnede former med justerbare parametere. Når du blar gjennom datafeltene og endrer verdier, fremheves den tilsvarende dimensjonen på støpefiguren i sanntid, noe som gjør parameterjusteringer intuitive og nøyaktige.
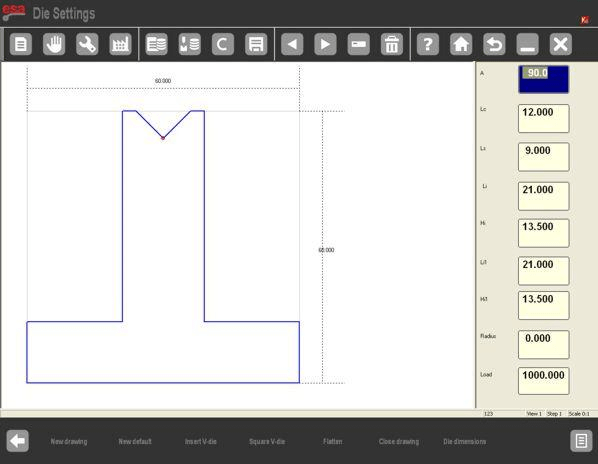
Etter å ha endret de nødvendige parameterne bekrefter du endringene ved å trykke på [ENTER] – systemet oppdaterer automatisk støpefiguren for å vise de nye verdiene.
Når forhåndsinnstillingen av støpen er fullført, lagrer du støpen ved å angi et unikt navn og trykke på [OK]. Lagrede støper kan hentes frem og gjenbrukes i fremtidige bøye-programmer, noe som forenkler påfølgende innstillingsprosesser.
Beste praksis for ESA S875-støpeinnstilling
Riktig støpeinnstilling på ESA S875-styringen forbedrer ikke bare bøyenøyaktigheten, men reduserer også risikoen for verktøykollisjoner og forbedrer produksjonskonsekvensen. For optimale resultater skal følgende beste praksis alltid følges:
• Sørg for at de innskrevne støpedimensjonene stemmer nøyaktig overens med de faktiske fysiske verktøyene
• Følg de riktige rettningsreglene når du tegner egendefinerte dører
• Fjern ubrukte eller utdaterte dørdata fra systemet regelmessig
Konsekvent og nøyaktig dørstyring sikrer at bremsepressen fungerer trygt og effektivt over et bredt spekter av bøyeapplikasjoner.
Vanlegaste spørsmål (FAQ)
Når bør jeg bruke forhåndsinnstilte dører i stedet for fullt tegnede dører på ESA S875?
Bruk forhåndsinnstilte dører når den faktiske verktøyutstyret tilnærmet samsvarer med én av de forhåndsdefinerte dørtypene i ESA S875-systemet. Forhåndsinnstilte dører gir raskere oppsett og enklere justering av parametere. Fullt tegnede dører er det beste valget når døren har flere hull, en spesiell form eller ikke passer inn i noen av systemets forhåndsinnstilte kategorier.
Kan jeg kopiere en eksisterende dør under oppsett av dører på ESA S875?
Ja. ESA S875-styreenheten lar deg kopiere en eksisterende matrise og lagre den under et nytt navn. Denne funksjonen er svært nyttig for å lage lignende matriser med små justeringer av målene, siden den reduserer oppsettstiden og sikrer konsistens i verktøydataene gjennom hele produksjonsprosessene.
Hva er de vanligste feilene som bør unngås under oppsett av matriser på ESA S875?
De vanligste feilene inkluderer å angi feil matrisemål, å tegne matriser i feil retning og å bruke utdaterte eller unøyaktige matrisedata fra systemet. For å unngå disse problemene bør du alltid kontrollere de faktiske målene på matrisen før du angir dataene, følge systemets angitte tegneretning for egendefinerte matriser og utføre regelmessig vedlikehold av ESA S875s matrisebase.
Konklusjon
Riktig innstilling av ESA S875-stansverktøy er grunnleggende for å oppnå nøyaktige bøyeresultater, pålitelig kollisjonsdeteksjon og stabil pressebremseytelse. Ved å følge standardprosedyrene – å få tilgang til stansverktøylister, bruke forhåndsvisnings- og valgfunksjonene, håndtere stansverktøydata effektivt, angi nye stansverktøy og velge den riktige innstillingsmetoden (fullt tegnet eller forhåndsinnstilt) – kan operatører konfigurere ESA S875-styringen effektivt og minimere innstillingsfeil. Nøyaktige dimensjonsdata for stansverktøy og overholdelse av riktige tegningskonvensjoner bidrar direkte til bedre bøyepresisjon og sikrere maskindrift.
For best mulig produksjonsresultat anbefaler vi å holde stansverktøybiblioteket godt organisert, verifisere alle stansverktøyparametre før produksjonen starter og bruke forhåndsinnstilte stansverktøy når det er mulig, for å spare verdifull innstillings tid.
For ytterligere teknisk veiledning om ESA S875-styreenheten, bremseverktøy eller tilpassede bøyesolusjoner, ta kontakt med HARSLE for profesjonell støtte, eller utforsk vår relaterte tekniske dokumentasjon og produktressurser på vår offisielle nettside.

