















































Skjærestrekkefølge for bøyning av platemetall
De viktigste hensynene ved bøyning av platemetall er: prinsippet om at den forrige bøyningen ikke skal påvirke den påfølgende bøyningen, og prinsippet om at bøyningen ikke skal presse mot formen eller verktøymaskinen.
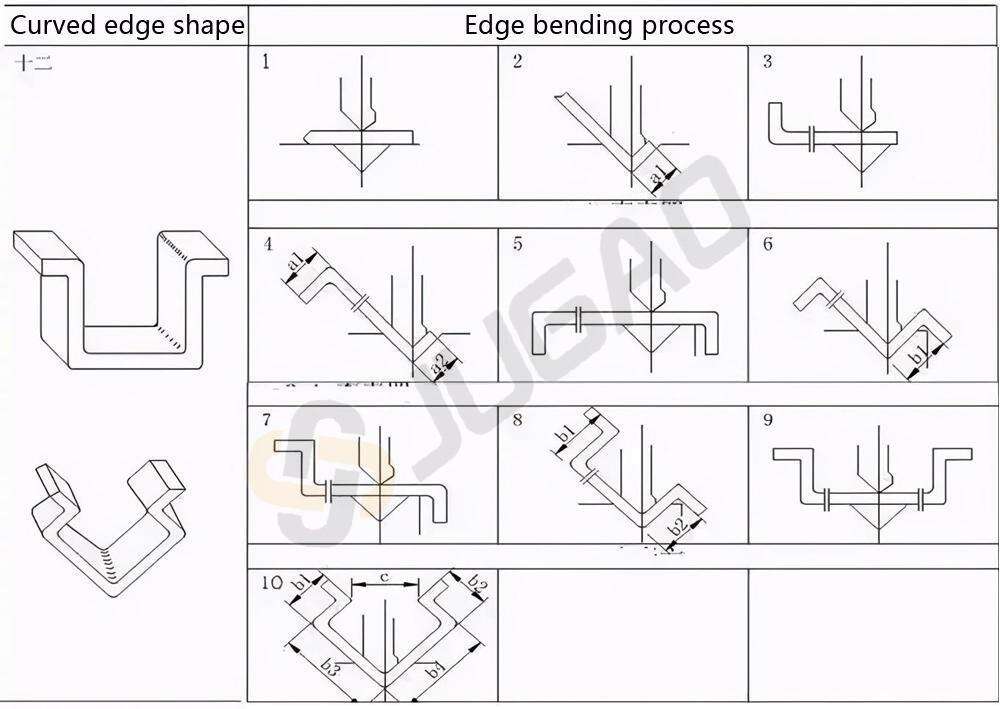
Følgende er en forklaring med henvisning til bilder:
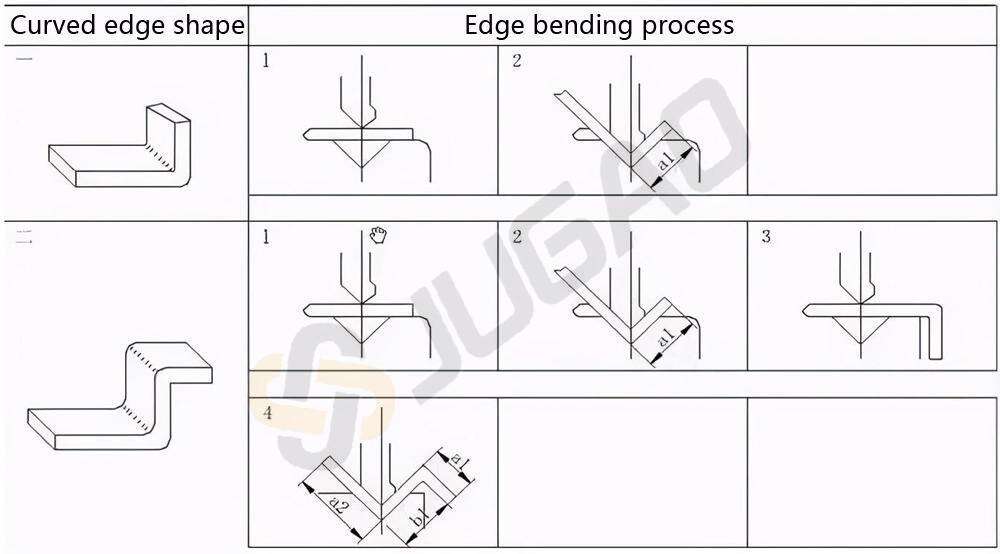
Som vist i figur 1 og 2: L-formede bøyninger tar hovedsakelig hensyn til minimumsbøyestørrelsen; Z-formede bøyninger tar hovedsakelig hensyn til minimumsbøyestørrelsen og minimumshøyden til den motsatte bøyningen.
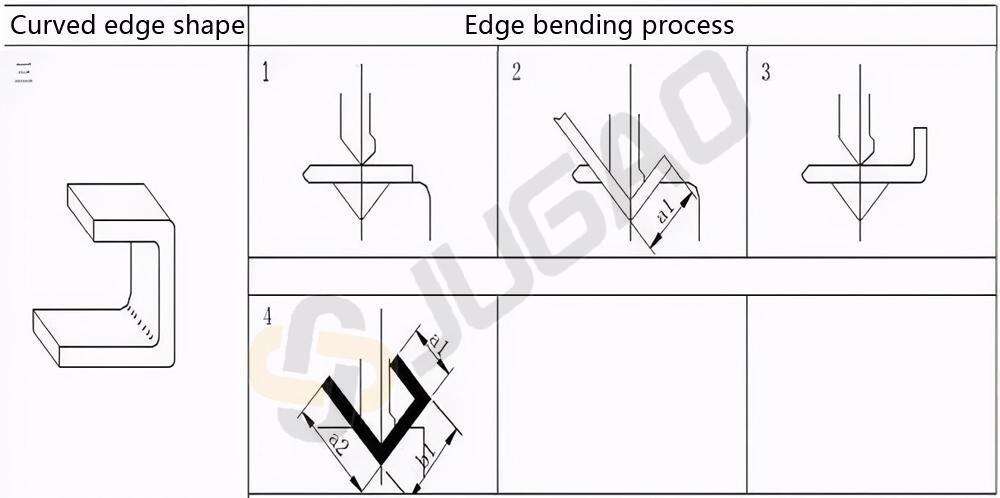
Som vist i figur 3: Ved bøyning av kanalstål er hovedhensyn forholdet mellom mål b1 og mål a1. Etter bøyning må ikke den første bøyningen kollidere med øvre bøyeformen.
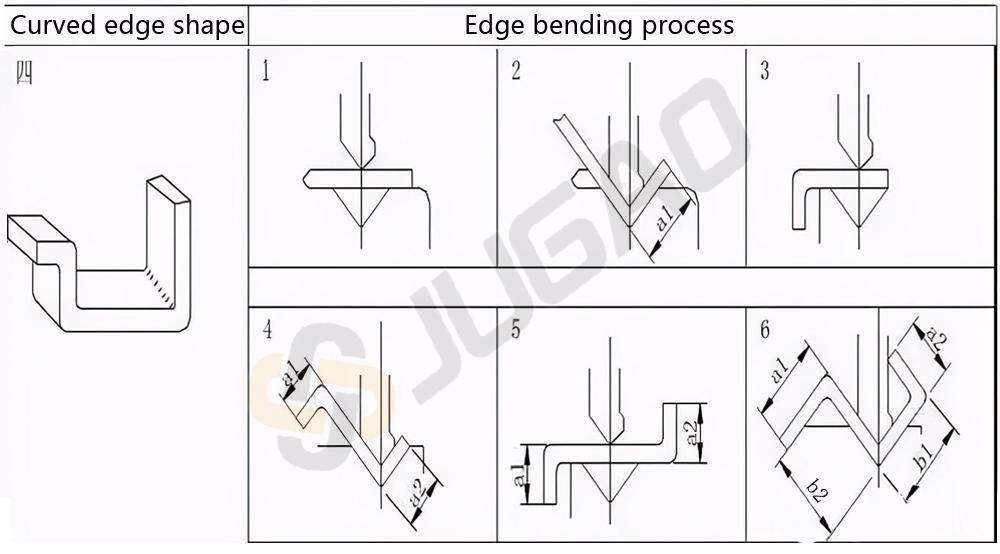
Som vist i figur 4: Denne bøyningen krever vurdering av ulike faktorer som framgår av figurene 1, 2 og 3. Vær oppmerksom på plasseringen av hånden som holder arbeidsstykket i trinn 5 for å unngå å kleme hånden.
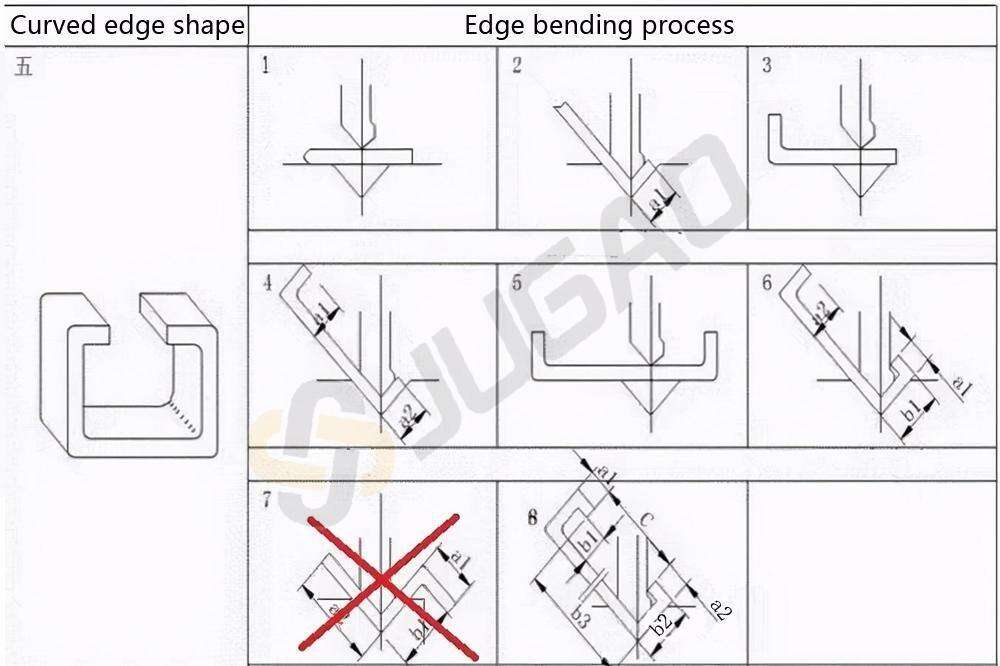
Som vist i figur 5: Trinn 7 er feil og unødvendig, og må slettes.
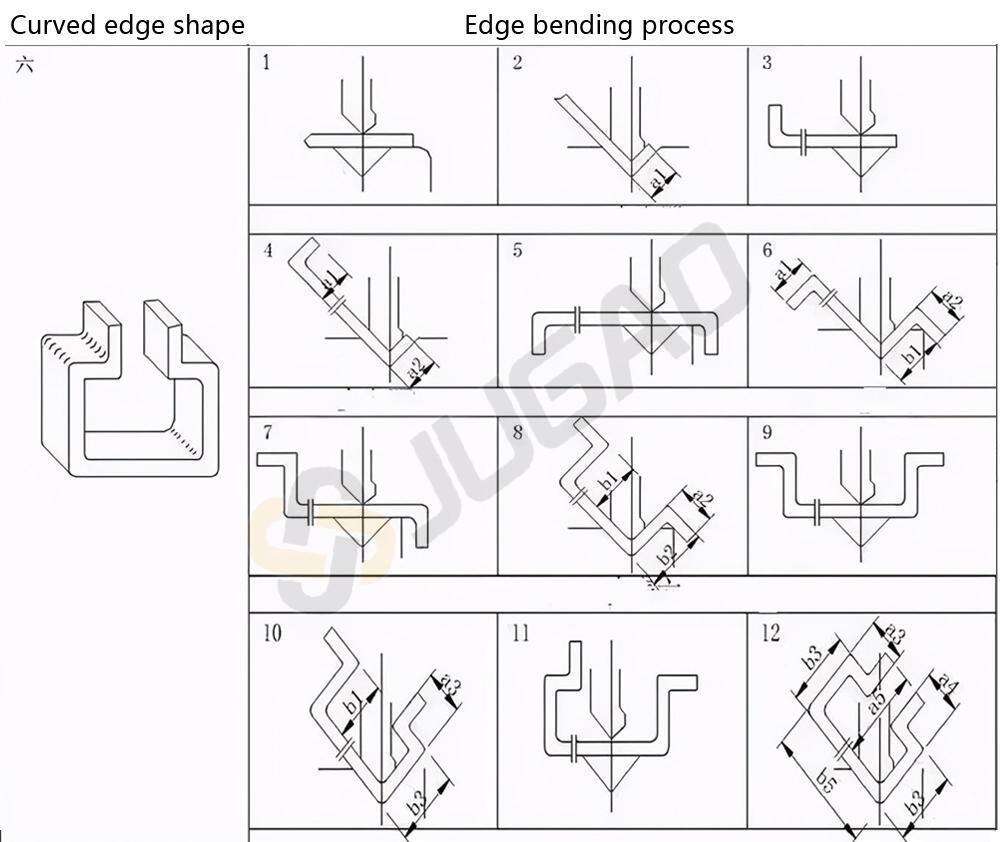
Som vist i figur 6: Merk at lengden til det siste trinnet, b5, er relativt lang. Ingen bøyning må kollidere med formen, la stå at gå inn i formen. Unntak gjelder spesialformer.
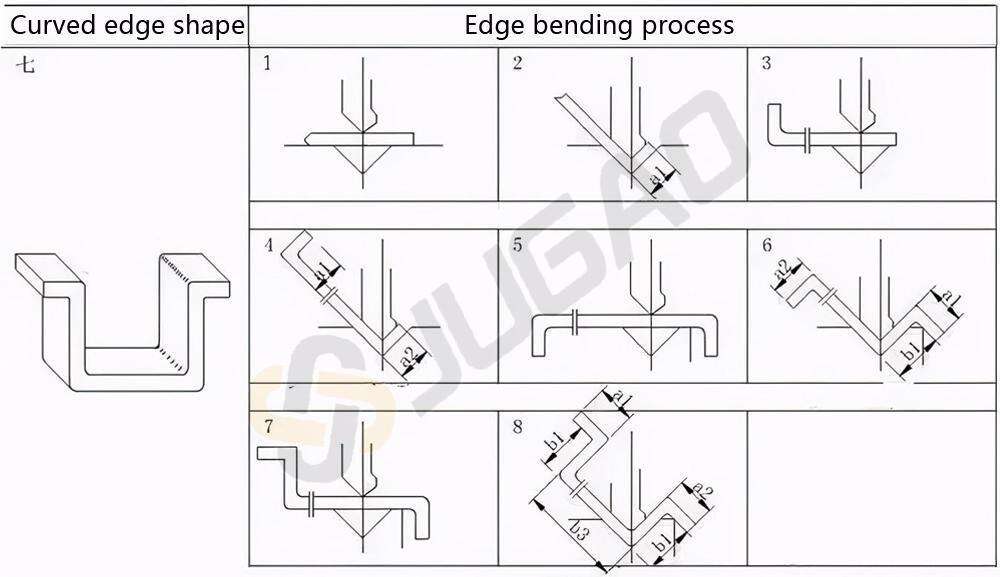
Som vist i figur 7: Denne typen bøyning er en vanlig form for forsterkningsribber, og bøyesekvensen må læres.
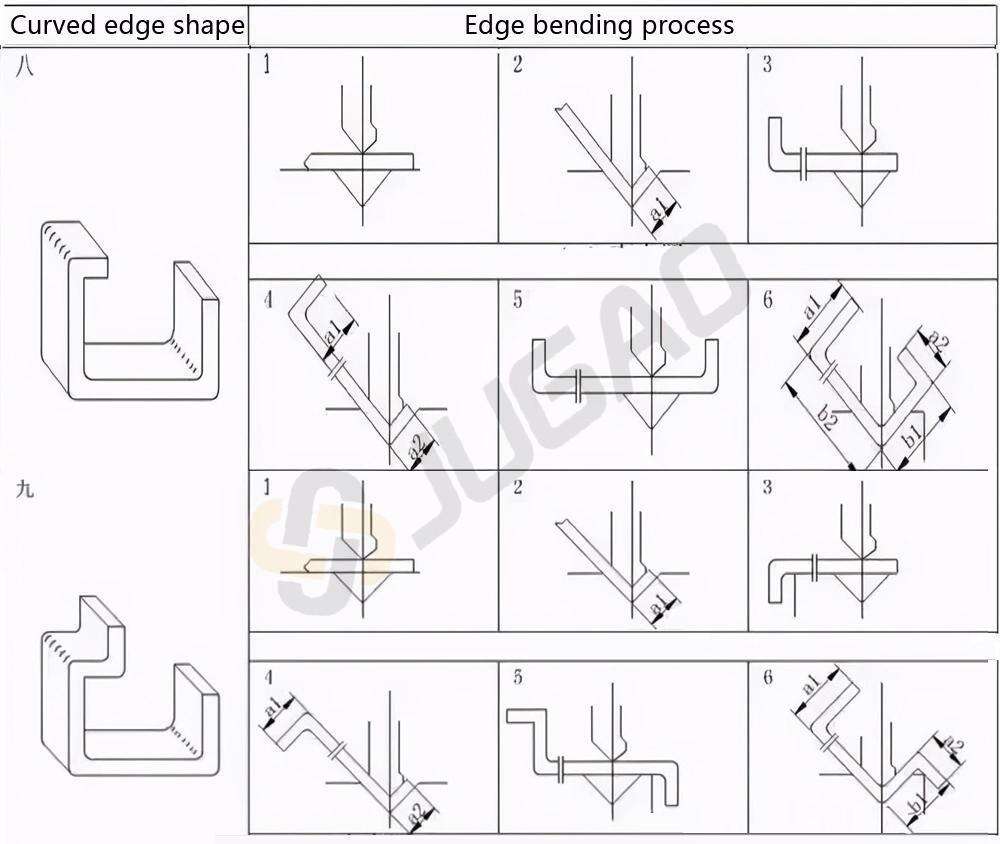
Figurene 8 og 9 viser bøyesekvensen ovenfor; hvis du forstår denne, bør dette ikke være vanskelig.
Figur 10 er slettet fordi bøyningsskissene gjentas, og hovedbildet samsvarer ikke med bøyningsseriediagrammet.
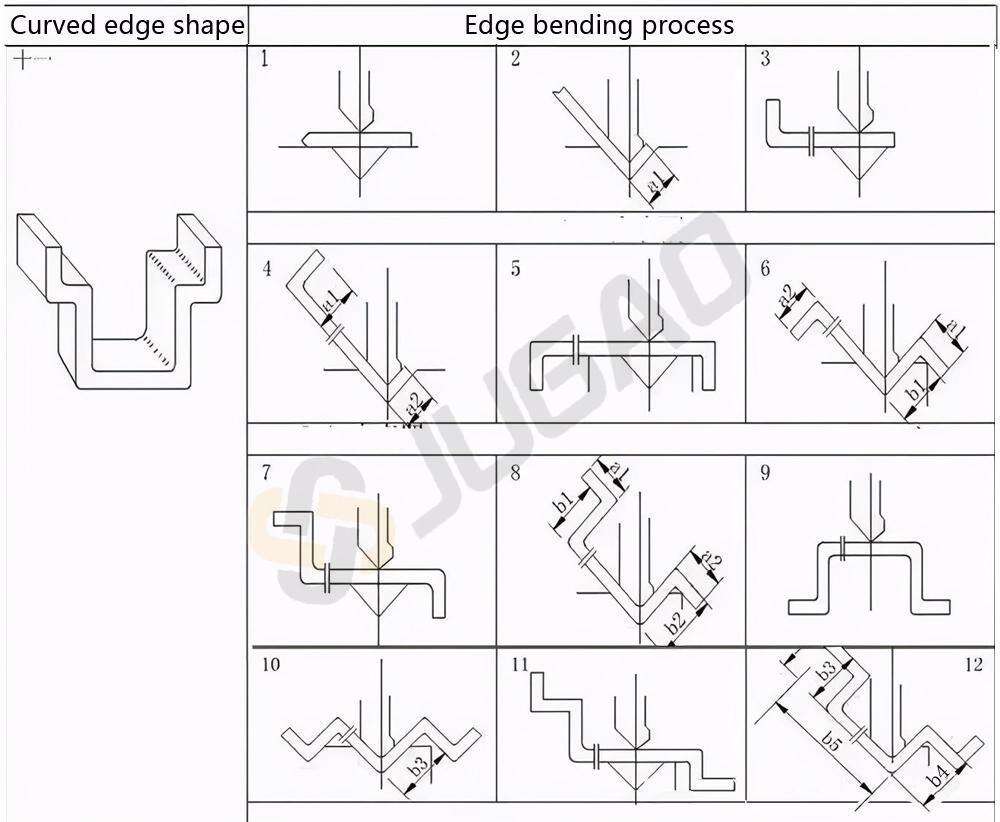
Som vist i figur 11: Selv om det er mange trinn, er bøyningen faktisk ikke vanskelig. Vær oppmerksom på den brutte ledningen, tenk over det, og du vil forstå. Det er veldig enkelt.
Bøyning av plate metall krever erfaring; observer hvordan erfarne håndverkere bøyer plater og hvorfor de gjør det på den måten. For å lære mer om bøymaskiner eller bøype prosesser, vennligst kontakt vårt JUGAO CNC MACHINE-team.

