















































Analyse av hovedfunksjonene i DELEM DA-58T-innstillingsmodus
Innholdsfortegnelse
1. Forord
2. Generelle innstillinger
3. Materialeinnstillinger
4. Funksjonalitet for sikkerhetskopiering og gjenoppretting av data
○ Sikkerhetskopiering av produktdata
○ Gjenoppretting av produktdata
○ Sikkerhetskopiering av verktøydata
○ Gjenoppretting av verktøydata
○ Sikkerhetskopiering og gjenoppretting av tabeller og innstillinger
○ Operasjoner for navigering i kataloger
5. Programinnstillinger
6. Standard- og beregningsinnstillinger
○ Grunnleggende konfigurasjon av standardverdier
○ Innstillinger for sentrale beregningsparametere
7. Produksjonsinnstillinger
8. Tids- og nettverksinnstillinger
○ Beregning av produksjonstid
○ Grunnleggende tidsinnstillinger
○ Nettverkskonfigurasjon (tilgjengelig bare etter installasjon av nettverksalternativet)
9. Ofte stilte spørsmål (FAQ)
○ Hvordan optimalisere prestasjonen til bremsepress via innstillingsmodus for DELEM DA-58T?
○ Hvordan angi grenser for lengdebegrensning i innstillingsmodus for DELEM DA-58T?
10. Konklusjon
Denne artikkelen gir en grundig analyse av de funksjonelle egenskapene til innstillingsmodusen i DELEM DA-58T-styringssystemet for bremsepress, og beskriver dets grunnleggende konfigurasjonsattributter samt hvordan disse innstillingene kan bidra til å forbedre driftseffektiviteten og bearbeidlingsnøyaktigheten til bremsepresser. Uansett om målet er å optimalisere utstyrets ytelse eller tilpasse driftsprosesser etter de faktiske behovene i metallbearbeiding, er det avgjørende å mestre de ulike funksjonene i denne innstillingsmodusen. Artikkelen tolker hovedpunktene i innstillingsmodusen for DELEM DA-58T på en klar og konsis måte, slik at du kan utnytte utstyrets anvendelsespotensiale fullt ut.
Innledning

DELEM DA-58T-styringssystemet kan byttes til innstillingsmodus ved å klikke på navigasjonsknappen «Innstillinger» på utstyrsbetjeningspanelet. Som en sentral konfigurasjonshub gjør denne modusen det mulig å foreta en enhetlig konfigurering av standardverdier og ulike eksklusive begrensningsparametre som kreves for produktprogrammering, og fungerer som en viktig inngangspunkt for personlig justering av bremsepresser.
Alle parametre i innstillingsmodus er delt inn i ulike faner etter funksjon og støtter horisontal gliding for bytte mellom faner. Brukerne trenger bare å klikke på den tilsvarende fanen og det spesifikke parameterelementet for å fullføre justeringen av ulike verdier. Driftslogikken er enkel og lett å forstå, noe som betydelig reduserer inngangsterskelen for parameterkonfigurering.
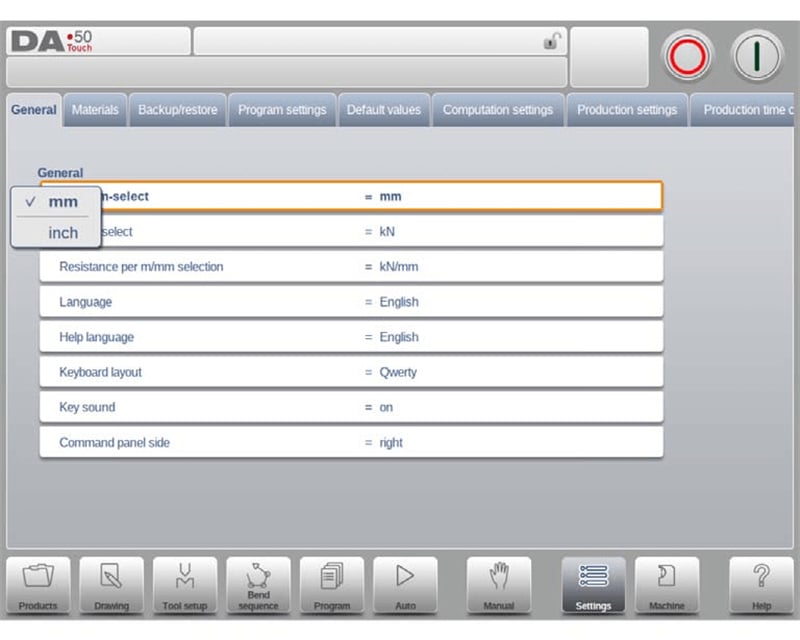
Generelle innstillinger
Modulen for generelle innstillinger i DELEM DA-58T støtter brukere med å tilpasse de grunnleggende driftsparameterne til utstyret, inkludert enhetsvalg (tommer/mm, tonn/kN), språk for brukergrensesnittet, tastaturoppsett og lyd fra tastene på inndatapanelen. Det visuelle bruks grensesnittet gjør valget av ulike innstillinger mer praktisk, kan fullt ut tilpasse seg driftsvanene til ulike brukere og skape en personlig brukeropplevelse.
Språk for grensesnitt
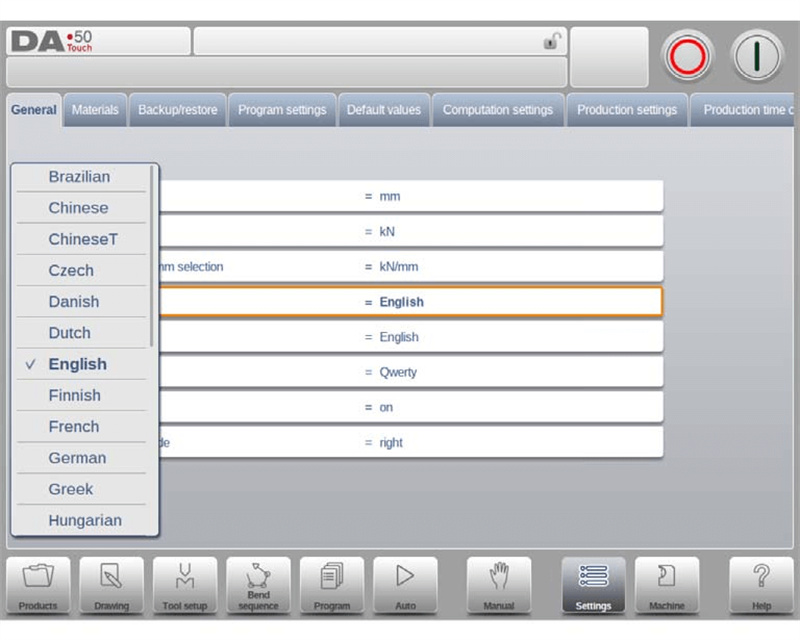
Visningsspråket for bruks grensesnittet kan velges direkte fra systemlisten. Antallet språktyper i listen er større enn det som opprinnelig vises. Brukerne kan se alle tilgjengelige språk ved å dra opp og ned i listen, og fullføre språkbyttet med ett enkelt klikk. Merk at hvis et språk som inneholder spesielle, ikke-standard alfanumeriske tegn velges, vil kontrollsystemet automatisk starte på nytt for å fullføre konfigurasjonen.
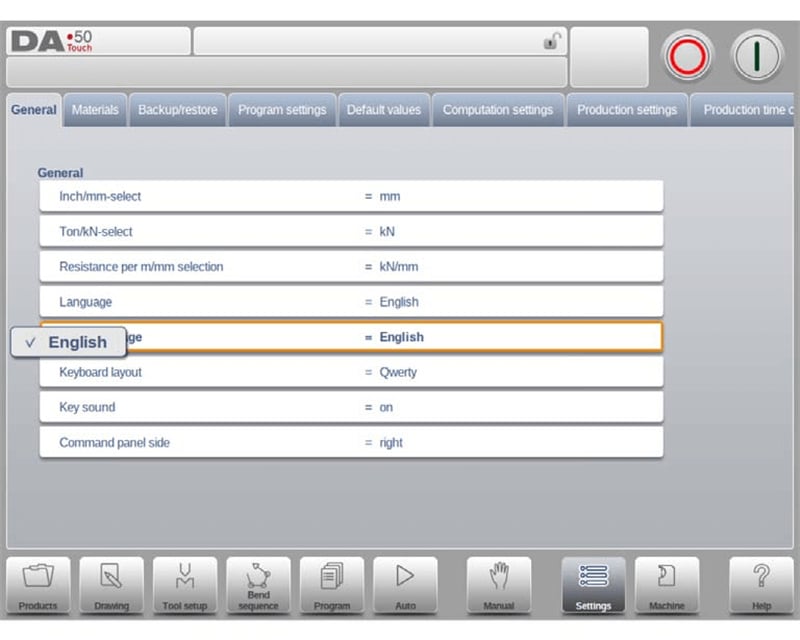
Språk for hjelpedokumentasjon
Standardvisningsspråket for funksjonen nettbasert hjelp er konsistent med språket i brukergrensesnittet. Hvis det ikke finnes et tilsvarende nettbasert hjelpedokument for det valgte språket, vil systemet automatisk bytte til engelsk visning. Når brukeren velger alternativet «Hjelpespråk», vises den utvidede funksjonen «Legg til hjelpespråk» i grensesnittet. Nytt språkpakker for hjelpedokumenter kan installeres i kontrollsystemet via denne funksjonen. Før installasjonen må du sikre deg at de nødvendige språkpakkene er lagret på lokal disk i utstyret, på en USB-minnepinne eller på en tilgjengelig nettverksplassering, og systemet vil automatisk identifisere og fullføre installasjonen.
Tastaturlayout
Systemet støtter bytte mellom tre tastaturoppsett: Qwerty, Qwertz og Azerty. Standardkonfigurasjonen er Qwerty-oppsettet, som er tilpasset innskrivingsvanene til brukere i ulike regioner.
Tastelyd
Lyden fra inndatapanelen kan fritt slås på eller av. Systemet har lyd aktivert som standard, noe som er praktisk for brukere for å bekrefte inntastingen av driftsinstruksjoner.
Plassering av kommandopanel
Kommandopanelen for drift kan byttes til å vises på venstre side av skjermen, og systemet viser den på høyre side som standard. Brukerne kan justere dette etter sine vanlige bruksmønstre.
Materialinnstillinger
I fanen «Materialinnstillinger» støtter DELEM DA-58T-innstillingsmodus programmering av parametere for opptil 99 prosesserte materialer, og hvert materiale kan konfigureres uavhengig med grunnleggende fysiske egenskaper som strekkfasthet og elastisitetsmodul. Denne funksjonen muliggjør en nøyaktig tilpasning av bearbeidingen til ulike materialer, sikrer at bøyingsoperasjonen er svært godt tilpasset materialegenskapene og forbedrer bearbeidingsnøyaktigheten.
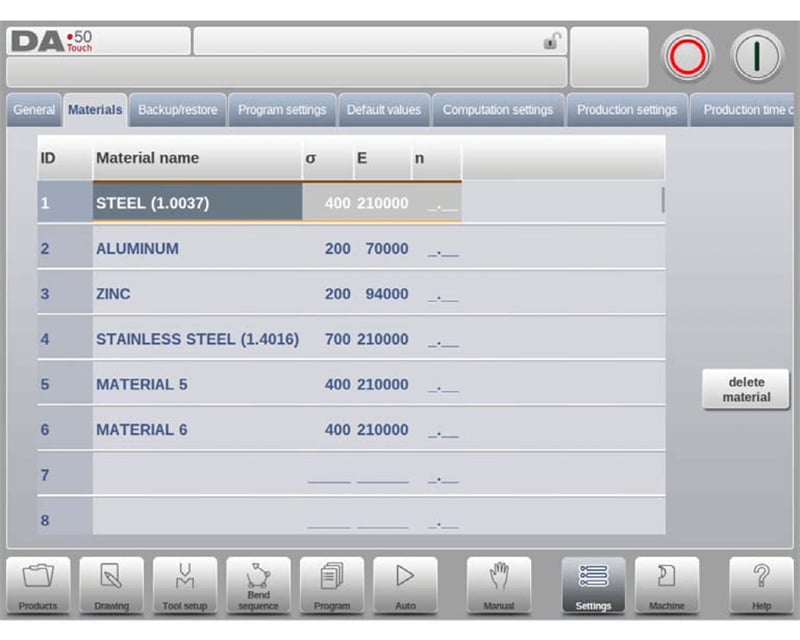
Systemet konfigurerer tre grunnleggende attributter for hvert materiale som kan vises og redigeres: Materiale-navn, strekkstyrke og elastisitetsmodul. Materiale-navnet vises direkte på programmeringsgrensesnittet, med en maksimal navnlengde på 25 tegn, og må begynne med en bokstav; strekkstyrke og elastisitetsmodul er direkte knyttet til de fysiske bearbeidingskarakteristikkene til materialet og utgjør viktige grunnlag for beregning av bøye-prosessparametre.
Materialisten er opprinnelig sortert etter materialenummer (ID) i første kolonne. Brukere kan klikke på kolonneoverskriften for et hvilket som helst attributt for å sortere på nytt etter det aktuelle attributtet. For å endre parametrene for et eksisterende materiale, velger du bare den tilsvarende materieraden for å justere verdiene; for å slette et materiale, velger du målraden og klikker på «Slett materiale»; for å legge til et nytt materiale, velger du den tomme raden i listen og skriver direkte inn verdiene for hvert attributt for å fullføre konfigurasjonen.
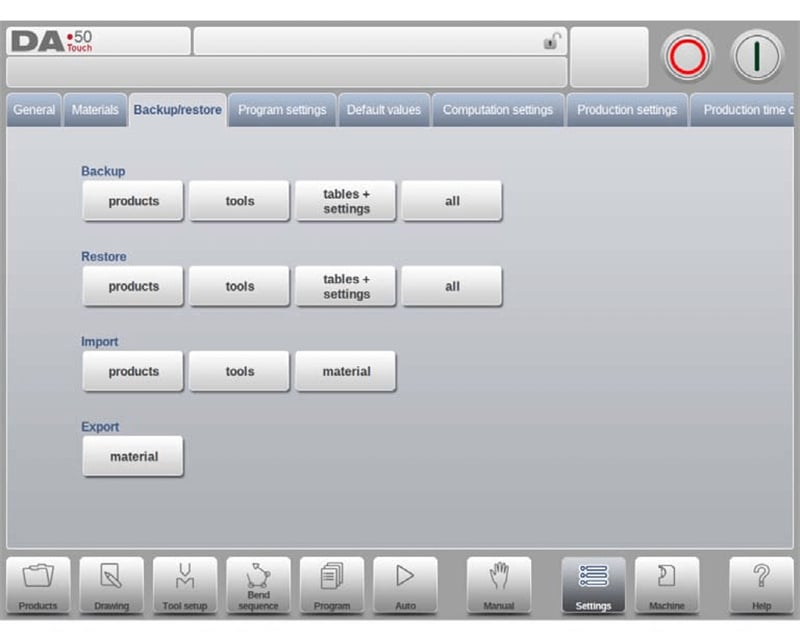
Funksjonalitet for sikkerhetskopiering og gjenoppretting av data
DELEM DA-58T-innstillingsmodus er utstyrt med en omfattende sikkerhetskopierings- og gjenopprettingsfunksjon, som kan utføre fullverdig sikkerhetskopiering og gjenoppretting av data for produktprogrammer, verktøyparametere, systeminnstillinger og ulike konfigurasjonstabeller. Den sikrer ikke bare sikkerheten til produksjonsdata, men muliggjør også sømløs datamigrering mellom ulike typer kontrollsystemer. For produkt- eller verktøydata i eldre kontrollsystemer har denne modusen også en innebygd importfunksjon for å oppnå rask integrasjon av historiske data.
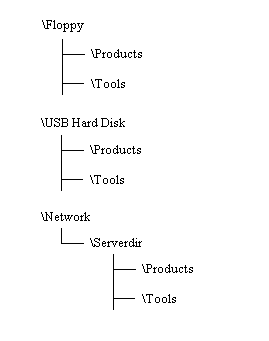
Operasjonsprosessene for sikkerhetskopiering og gjenoppretting av produkt- og verktøydata er svært standardiserte. Uansett om datatransmisjon utføres via nettverk eller USB-minnepinne, brukes standardiserte operasjonstrinn, noe som reduserer brukenes operasjonssværhet. Sikkerhetskopieringsmappen består av en valgt lagringsenhet (USB-minnepinne, nettverksdisk osv.) og en brukerdefinert mappe. Brukere kan opprette og velge en egen sikkerhetskopieringsmappe i henhold til behovene sine. I tillegg kan sikkerhetskopieringsstiene for produkt- og verktøydata settes uavhengig av hverandre for å realisere klassifisert dataadministrasjon.
Sikkerhetskopiering av produktdata
Velg alternativet «Produkter» i sikkerhetskopieringsområdet på fanen «Sikkerhetskopiering/gjenoppretting» for å starte diskens sikkerhetskopieringsprosess for produktprogrammer. Etter at den første sikkerhetskopieringsmappen er konfigurert, vil systemet automatisk gå inn i grensesnittet for produktets sikkerhetskopiering. De spesifikke operasjonstrinnene er som følger:
1. Vis produkter: Alle produktprogrammer i den valgte katalogen kan vises i sikkerhetskopieringsgrensesnittet, og de grunnleggende funksjonene som er konsistente med Produktmodus kan brukes til å bla gjennom og finne produktprogrammene som skal sikkerhetskopieres;
2. Bekreft stier: Øverst i grensesnittet vises i sanntid den nåværende kildestien for produktprogrammene og den angitte lagringsstien for sikkerhetskopiering. Bekreft at stiene er riktige før du utfører handlingen;
3. Velg produkter: Klikk på produktprogrammet i listen for å markere det som et produktprogram som skal sikkerhetskopieres, og systemet viser en sikkerhetskopieringsmarkering for å bekrefte valget; hvis det finnes et produktprogram med samme navn i sikkerhetskopieringsstien, viser systemet en melding som ber brukeren velge om det skal overskrives;
4. Massesikkerhetskopiering: Klikk på knappen «Alle» for å sikkerhetskopiere alle produktprogrammene i listen på én gang og dermed forbedre sikkerhetskopieringseffektiviteten;
5. Endre kilomappe: Hvis du må justere kilomappen for produktprogrammene som skal sikkerhetskopieres, klikker du på alternativet Kilomappe og velger en ny kilosti via mappebrowseren;
6. Endre sikkerhetskopieringsmappe: Klikk på alternativet Sikkerhetskopieringsmappe for å navigere til en ny lagringsplass og velge den som målmappe for sikkerhetskopiering.
Gjenoppretting av produktdata
Velg alternativet Produkter i gjenopprettingsområdet på fanen Sikkerhetskopiering/gjenoppretting for å gjenopprette produktprogrammene på disken til kontrollsystemet.

Etter at du har fullført innstillingen av den opprinnelige gjenopprettingsmappa, går du inn på grensesnittet for produktgjenoppretting. Operasjonsstegene er som følger:
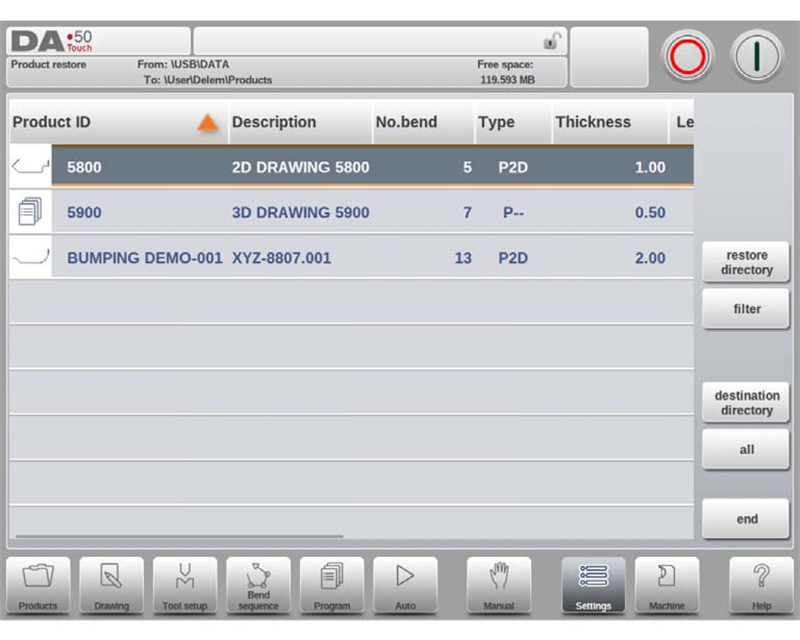
1. Åpne gjenopprettingsgrensesnitt: Vis alle produktprogrammer i den valgte gjenopprettingsmappa;
2. Juster visning: Finn raskt de produktprogrammene som skal gjenopprettes ved hjelp av funksjonen for visningsjustering;
3. Bekreft baner: Bekreft kilobanen for produktprogrammene som skal gjenopprettes og mållagringsbanen på enheten;
4. Velg produkter: Klikk på målproduktprogrammet for å markere det for gjenoppretting;
5. Behandle dupliserte filer: Hvis det finnes et produktprogram med samme navn på enheten, vil systemet spørre brukeren om å velge om det skal erstattes;
6. Endre kilomappe: Naviger til en ny gjenopprettingskilde-mappe for produktprogrammer etter behov;
7. Angi målmappe: Velg lagringsmappen for de gjenopprettede produktprogrammene på enheten.
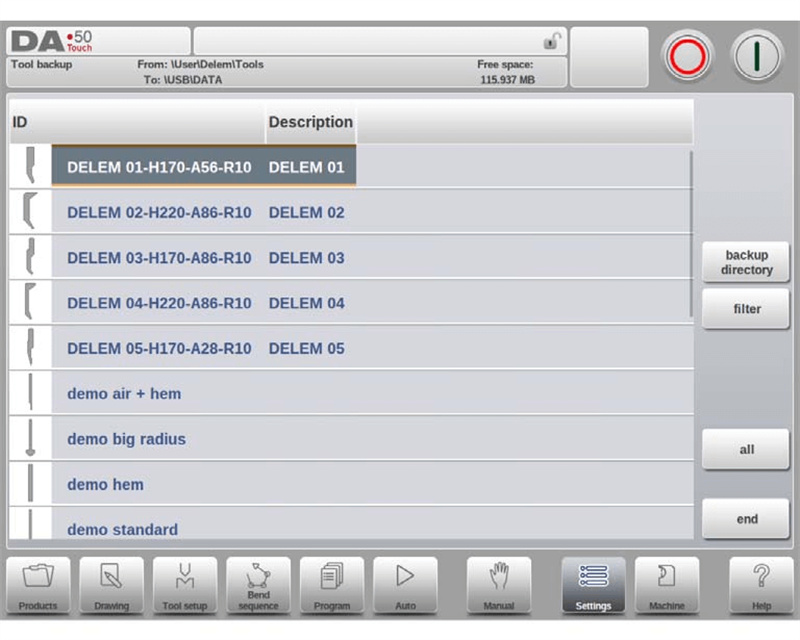
Verktøydata-sikkerhetskopi
Velg alternativet «Verktøy» i sikkerhetskopieringsområdet på fanen «Sikkerhetskopi/gjenoppretting» for å starte diskens sikkerhetskopi av verktøyparametre. Etter at du har angitt den opprinnelige sikkerhetskopimappa, går du inn i grensesnittet for verktøy-sikkerhetskopiering.
Forskjellige verktøyparametre, som stanser, matriser og utstyr for formingsverktøy i kontrollsystemet, kan sikkerhetskopieres på en enhetlig måte. Operasjonsprosessen er nøyaktig den samme som for sikkerhetskopiering av produktdata, noe som realiserer en forenklet og ensartet operasjonslogikk.
Gjenoppretting av verktøydata
Gjenopprettingsprosessen for verktøyparametere er identisk med gjenopprettingsprosessen for produktdata. Brukere kan fullføre gjenopprettingen av verktøydataene i henhold til standardiserte trinn og raskt gjenopprette prosesskonfigurasjonsparameterne for verktøyene.
Sikkerhetskopiering og gjenoppretting av tabeller og innstillinger
Fanen Sikkerhetskopiering/Gjenoppretting er utformet med eksklusive sikkerhetskopierings- og gjenopprettingsfunksjoner for brukerdefinerte systeminnstillinger og ulike konfigurasjonstabeller, og driftsprosessen er identisk med sikkerhetskopierings- og gjenopprettingsprosessen for produkt- og verktøydata. Systemet tilbyr også funksjonen «Alt» (All). Ved å klikke på denne aktiveres automatisk en full sikkerhetskopiering eller gjenoppretting av produkter, verktøy, tabeller og systeminnstillinger i rekkefølge, noe som betydelig øker effektiviteten ved batchoperasjoner.
Navigasjon i katalogstruktur
Etter å ha klikket på «Sikkerhetskopieringskatalog», viser systemet et vindu med en liste over tilgjengelige sikkerhetskopieringskataloger. For å forenkle navigering og administrasjon av katalogstrukturen, er de spesifikke trinnene som følger:
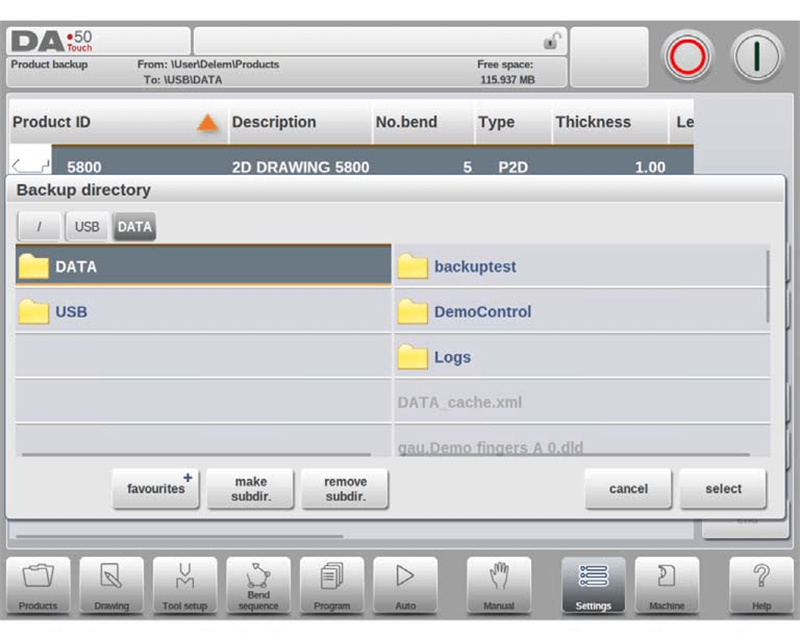
1. Navigering i kataloger: Klikk på prikkikonet for å gå inn i en underkatalog, klikk på ikonet for overordnet katalog for å gå tilbake til katalogen på et høyere nivå, og klikk på Velg for å bekrefte gjeldende operasjonskatalog;
2. Bytte av enhet: Klikk gjentatte ganger på ikonet for overordnet katalog inntil du kommer til katalogen på toppnivå, deretter velg på nytt lagringsenheten og den tilsvarende underkatalogen;
3. Nettverkstilgang: Hvis enheten er koblet til nettverket, velg først alternativet Nettverk, deretter målvolumet på nettverket, og de påfølgende navigeringsoperasjonene følger samme mønster som for lokal lagringsenhet;
4. Administrasjon av underkataloger: Klikk på Opprett underkatalog for å opprette en egen lagringskatalog, og klikk på Slett underkatalog for å fjerne unødvendige kataloger; etter å ha gått inn i en hvilken som helst underkatalog, klikk på Velg for å fullføre bekreftelsen av katalogen.
Programinnstillinger
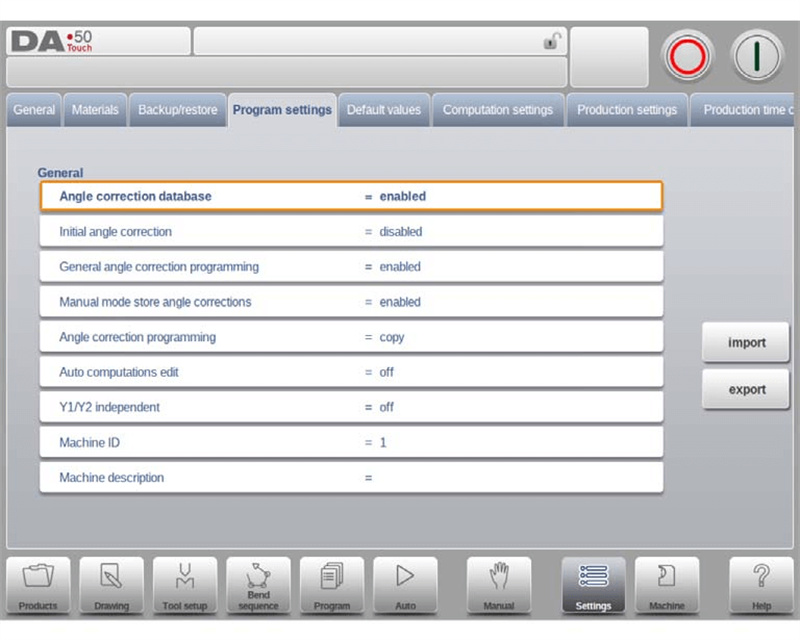
Vinkelkorrektur-databasen er en av de sentrale funksjonene i DELEM DA-58T-innstillingsmodus. Denne databasen kan lagre vinkelkorrekturparametre som angis under produksjon i sanntid, sikrer konsekvensen i bearbeidingsnøyaktighet for ulike materialer og ulike bøyetyper, og er en viktig konfigurasjon for å sikre bearbeidingsnøyaktighet i produktprogrammering. For å utnytte vinkelkorrektur-databasens rolle fullt ut og optimalisere bruken av innstillingsmodus, er de spesifikke konfigurasjonspunktene som følger:
Vinkelkorrektur-database
1. Aktiver database: Når denne parameteren er aktivert, vil databasen automatisk lagre vinkelkorrekturverdiene som angis i produksjonsmodus (automatisk modus); under produksjon vil systemet automatisk sjekke om det finnes korrekturparametre for lignende bøyer i databasen, hente dem direkte hvis de finnes, eller generere adaptive korrekturverdier ved hjelp av interpolasjonsalgoritmen hvis de ikke finnes;
2. Regler for matching av bøyeegenskaper: Systemet vil sammenligne flere kjerneegenskaper ved bøyeoperasjonen, inkludert materialegenskaper, platemtykkelse, stempelåpningens størrelse, stempelradius, punch-radius og bøyevinkel. De fem første egenskapene må være helt identiske, og korreksjonsverdiene for bøyevinkelen hentes eller interpoleres basert på likheten;
3. Initial vinkelkorreksjon: Denne parameteren er en uavhengig programmeringspost som kun vises i automatisk modus og er egnet for finjustering av små vinkler. Verdien legges til den visualiserte korreksjonsverdien for å danne den endelige totale vinkelkorreksjonsverdien;
4. Generell vinkelkorreksjonsprogrammering: Denne korreksjonsparameteren gjelder alle bøyeoperasjoner i et program, er ikke satt for en spesifikk bøyevinkel, og de tilsvarende verdiene lagres ikke i vinkelkorreksjonsdatabasen;
5. Lagring av korreksjonsverdier i manuelt modus: Etter at denne funksjonen er aktivert, vil vinkelkorreksjonsverdiene som genereres i manuelt modus bli lagret for å gi datastøtte til senere produktprogrammering;
6. Metoder for vinkelkorreksjonsprogrammering: Når du justerer vinkelkorreksjonsverdiene, kan du velge å kopiere de opprinnelige verdiene, beholde delta-verdiene eller justere de to sentrale parameterne Cα1 og Cα2 uavhengig av hverandre for å tilpasse seg ulike prosesskorreksjonsbehov.
Rediger automatisk beregning
Når du endrer materialetype, arktykkelse, prosesslengde eller stans- eller matrisekonfigurasjon, vil systemet automatisk gjennomføre nye beregninger av sentrale prosessindikatorer, som bøyekraft, dekompressjonsavstand og parametere for utjevningsanordning, basert på spesifikke scenarier som bøyemåter – uten manuell beregning – og dermed forbedre programmeringseffektiviteten.
Uavhengig programmering av Y1 og Y2
Den støtter innstilling av de to Y-aksene til uavhengig programmeringsmodus eller integrert programmeringsmodus. Brukerne kan velge den adaptive programmeringsmodusen i henhold til nøyaktighetskravene til bøyeoperasjonen for å oppfylle akselstyringsbehovet ved komplekse bøyeoperasjoner.
Maskin-ID og beskrivelse
En unik maskin-ID kan konfigureres for hver bøyeskive for å lette en enhetlig administrering av produksjonsprogrammer; samtidig kan maskinbeskrivelsesinformasjon legges til for å realisere rask identifisering og klassifisering av utstyr i offlinemaskinprogrammeringssystemer som JUGAO, og dermed optimalisere prosessen for produksjonsadministrering.
Standard- og beregningsinnstillinger
Denne modulen kan konfigurere grunnleggende standardverdier for bøyeoperasjonen, inkludert åpningstørrelse på Y-aksen, pressehastighet, ventetid osv.; samtidig kan den justere kjerneberegningens parametere, som f.eks. aktivering av tabellen for bøyetillatelse, konfigurasjon av datatilberedning osv., slik at produktprogrammeringen fullt ut kan tilpasses ulike produksjons- og prosesseringsbehov og forbedre prosessens fleksibilitet.
Konfigurasjon av grunnleggende standardverdier
1. Standardverdi for Y-åpning: Angi den initielle åpningverdien for Y-aksen for å gi grunnleggende akskontrollparametere for bøyeoperasjonen;
2. Pressehastighet: Angi den initielle pressehastigheten for det nyopprettede prosesseringsprogrammet;
3. Vent på tilbakeføring: Den initielle innstillingen for funksjonen «Vent på tilbakeføring» i bøyeprogrammet er aktivert (Ja);
4. Trinnendringskode: Standardtrinnendringskoden er UDP;
5. Forsinkelsestid: Standardventetiden for trinnendring på X-aksen er 0;
6. Ventevarighet: Angi standardventetiden for bøye-programmet for å sikre ønsket bøyeeffekt;
7. Forbøyevinkel: Angi standardforbøyevinkelen for grafisk produktprogrammering;
8. Kantåpning: Standardkantåpningen for bjelkeposisjonen er 0,0 mm;
9. Mål: Angi standardgrunnleggende dimensjonsparameter (D1) for grafisk tegning.
Innstillinger for kjerneregneparametre
1. Aktiv bøyemargtabell: To beregningsmodi kan velges: én er å beregne bøyemargen ved hjelp av standardformelen, og den andre er å bruke korreksjonstabellen (som kan redigeres direkte hvis den finnes). Denne innstillingen muliggjør presisjonskorreksjon langs X-aksen som følge av plateforkortning;
2. Forberedelse av data – Bøyetillatelse: Den inneholder tre konfigurasjonsmodi. Hvis korreksjon er slått av, inkluderes ikke bøyetillatelsen i programmeringsberegningen; hvis korreksjon er slått på, vises og kan redigeres korreksjonsverdien under produksjonen; denne innstillingen påvirker ikke postbehandlingsprosessen i tegningsmodus, og systemet inkluderer automatisk bøyetillatelsen i beregningen når det genererer et CNC-program i tegningsmodus. Hvis bøyetillatelsetabellen er aktivert, kan tabellverdiene justeres i et nytt vindu via funksjonen «Rediger tabell». Under drift velger du redigeringsfeltet med Tab-tasten, skriver inn den nye verdien og trykker Enter for å bekrefte. Dette menyvalget støtter ikke opprettelse av nye tabeller. For detaljerte konfigurasjonsspesifikasjoner angående bøyetillatelse, se den offisielle DELEM-bruksanvisningen. Hvis du må laste inn andre tabeller, finner og importerer du dem via funksjonen «Last inn tabell»;
3. Faktor for bunnkraft: Den spesifikke verdien for bunnkraften kan beregnes ved å multiplisere denne faktoren med luftbøyekraften, noe som gir et grunnlag for konfigurasjon av bøyetrykket;
4. Z-avstand: Denne parameteren er avstanden fra fingerens kant til arket hjørne. Hvis Z-aksen er montert på enheten, vil systemet automatisk beregne den optimale driftsposisjonen for fingeren for å forbedre presisjonen i posisjoneringen.
Produksjonsinnstillinger
Modulen «Produksjonsinnstillinger» i DELEM DA-58T-innstillingsmodus er spesielt utformet for å optimalisere produksjonseffektiviteten og støtter tilpasset konfigurasjon av sentrale parametre som lagerantallsmodus, automatisk bøyendringsmodus-trinn og parallellitetsforskyvning. Brukerne kan tilpasse produksjonsprosessen etter de faktiske kravene til produksjonsdriften for å oppnå en dobbel forbedring av både bearbeidingseffektivitet og nøyaktighet.
1. Lagerantellingsmodus: Støtter to moduser – opptelling og nedtelling. Ved nedtelling stopper tellingen automatisk når verdien er 0, og den opprinnelige verdien gjenopprettes etter omstart av enheten, noe som er egnet for produksjonsoppgaver med fast kvote; ved opptelling kan produksjonsfremskrittet telles i sanntid, noe som er egnet for fremdriftsoppfølging ved batchbehandling;
2. Automatisk bøyendring – trinn: I deaktivert tilstand kreves manuell valg og oppstart av parametrene for neste prosess; i aktivert tilstand laster systemet automatisk inn parametrene for neste prosess, og enheten fullfører automatisk posisjoneringen etter at startknappen trykkes, slik at prosessene skifter sømløst;
3. Parallelitetsavvik: Angi den totale parallelitetsparameteren for Y-aksen, som trer i kraft under klemepunktet (Y2 + avvik), for å sikre arkets parallelitet under bøyeprosessen;
4. Lås berøringskontoen ved oppstart: Etter at denne funksjonen er aktivert, låses berøringskontoen under enhetens drift for å forhindre feilbetjeninger som kan påvirke produksjonen;
5. Trykkkorreksjon: Oppnår nøyaktig styring av trykkventilen gjennom prosentverdien av den beregnede bøye kraften for å tilpasse seg bøyetrykkkravene for ulike materialer;
6. Klemmekorreksjon: Systemet beregner automatisk bjelkeposisjonen når arket klemmes. For å sikre en god klemmeeffekt kan det beregnede klemmepunktet justeres og forskjelles gjennom denne parameteren. En positiv verdi flytter bjelkeposisjonen nedover, og en negativ verdi flytter bjelkeposisjonen oppover;
7. Mellomliggende R for X-bevegelse: Angi midlertidig posisjon for R-aksen for å unngå kollisjon med enheten under bevegelse langs X-aksen; denne funksjonen kan kun aktiveres ved å angi en verdi som ikke er null;
8. Bakre måleanordning og X-posisjonssikkerhet: I henhold til posisjonen til sikkerhetssonen, vil systemet automatisk velge ulike bevegelsesstrategier for aksene:
○ Både gammel og ny posisjon ligger utenfor sikkerhetssonen: X-aksen og Z-aksen beveger seg synkront;
○ Gammel posisjon utenfor, ny posisjon innenfor: Z-aksen beveger seg først;
○ Gammel posisjon innenfor, ny posisjon utenfor: X-aksen beveger seg først;
○ Både gammel og ny posisjon ligger innenfor sikkerhetssonen: Beveg X-aksen til mellomposisjonen først, deretter Z-aksen, og juster til slutt X-aksen til målposisjonen.
Formel for definisjon av sikkerhetssonen: SZ = X-sikker + SD (SD er sikkerhetsavstanden som er satt av utstyrsleverandøren).
Tids- og nettverksinnstillinger
Tidsinnstillinger lar brukere tilpasse visningsformatet for dato og klokkeslett for å sikre at enhetens klokkeslett er synkronisert med produksjonsdriftsplanen; nettverkskonfigurasjon kan bare aktiveres etter installasjon av nettverksfunksjonen, noe som muliggjør tilkobling mellom enheten og andre systemer og fullfører tverrsystemdeling av produksjonsdata.
Beregning av produksjonstid
I DELEM DA-58T-innstillingsmodus kan lagerantallsmodus automatisk beregne produksjonstiden under bøyefølgeberegningen ved å kombinere akselposisjoneringshastighet og produktbehandlingstid, og gir dermed datagrunnlag for utarbeiding av produksjonsplaner. Tiden brukt på manuelle operasjonslenker (for eksempel vriing av produkt) er direkte knyttet til produktets størrelse. Produkter med små dimensjoner i Z-retning tar mindre tid å vri, mens produkter med lange dimensjoner i X-retning krever mer tid for vriing.
Systemet setter tre nivåer av lengde-terskler (grense 1/2/3) som inndelingsstandard for produktstørrelse. Brukere kan selv konfigurere tidskrevende parametere for produktomdreining for produkter i ulike terskelintervaller, slik at tidsberegningen bedre samsvarer med den faktiske produksjonssituasjonen.
Grunnleggende tidinnstillinger
1. Visningstid: Innholdet i tittellinjen kan konfigureres, og støtter tre moduser: visning av dato og klokkeslett, kun visning av klokkeslett eller skjult klokkeslett;
2. Tidsformat: Støtter bytte mellom 24-timersformat og 12-timersformat, for å tilpasse seg ulike vaner for klokkeslettvisning;
3. Datoformat: Støtter tre visningsformater: dd-mm-åååå, mm-dd-åååå og åååå-mm-dd, som brukeren kan velge etter behov;
4. Juster tid: Datoen og klokkeslettet på enheten kan justeres direkte, og det kalibrerte klokkeslettet oppdateres automatisk i Windows-operativsystemet på enheten for å sikre at systemtidene er synkronisert.
Nettverkskonfigurasjon (tilgjengelig bare etter installasjon av nettverksalternativ)
Nettverksfunksjonen er en valgfri modul. Etter installasjon kan den realisere tilkoblingen mellom enheten og det lokale nettverket og produksjonsstyringssystemet, samt fullføre tvers gjennom enheter overføring og deling av produksjonsprogrammer og bearbeidingsdata. For spesifikke konfigurasjoner, se venligst i den offisielle utstyrsmanualen.
Vanlegaste spørsmål (FAQ)
Hvordan optimalisere bremsepresens ytelse via DELEM DA-58T-innstillingsmodus?
Kjernen i optimalisering av bremsepresens ytelse er å konfigurere nøyaktig de faktiske bearbeidingsdimensjonene til produktene og tidskravene for ulike operasjoner i DELEM DA-58T-innstillingsmodus; samtidig må utstyret kalibreres nøyaktig for å sikre at alle parameterinnstillinger er i samsvar med spesifikasjonene og kravene til produksjon og bearbeiding, slik at driftsparametrene for utstyret er høyt gradert tilpasset de faktiske produksjonsbehovene.
Hvordan setter du lengdegrensebegrensninger i DELEM DA-58T-innstillingsmodus?
Gå inn i konfigurasjonsområdet for lengdegrenser i innstillingsmodusen og angi spesifikke verdier for grense 1, grense 2 og grense 3 for å fullføre innstillingen av lengdegrensebegrensninger. En rimelig konfigurasjon av de tre nivåene av grenser sikrer at produkter av ulike størrelser kan tilpasses nøyaktige bøyetidsparametere, noe som forbedrer fornuftigheten i tidsskalkulering og produksjonsprosesser.
Konklusjon
Generelt sett er DELEM DA-58T-innstillingsmodus et sentralt verktøy for å forbedre driftsfunksjonene og bearbeidingsnøyaktigheten til bremsepresser. Dens omfattende funksjonskonfigurasjoner og høye grad av tilpassbarhet gjør det mulig å optimere produktprogrammering og produksjonsprosessflyt, og den utgjør en viktig garanti for presis produksjon av bremsepresser.
For å utnytte bremsepressens ytelse fullt ut og forlenge utstyrets levetid er standardiserte parameterinnstillinger og daglig vedlikehold av utstyret uunnværlige. En rasjonell bruk av de ulike funksjonene i denne innstillingsmodusen kan effektivt redusere utstyrets nedetid og betydelig forbedre produksjonseffektiviteten. Hvis du har spørsmål under bruk eller trenger profesjonell teknisk støtte, kan du kontakte det relevante tekniske teamet når som helst; samtidig kan du også se i de tilhørende støtdokumentene for å utforske flere praktiske ferdigheter for optimalisering av utstyret og ytterligere forbedre bruken av bremsepressen i produksjonen.

