















































Stappen om DELEM DA-53T handmatige modus in te stellen
Inhoudsopgave
• Stap 1: Handmatige Modus Openen
• Stap 2: Parameters Begrijpen
◦ Buigparameters
◦ Krachtparameters
◦ Snelheidsparameters
◦ Functie-instellingen
◦ Producteigenschappen
◦ Gereedschapsinformatie
◦ Hulpassen
◦ Gereedschapsinstelling
• Stap 3: Parameters configureren
◦ Macrofunctie
• Stap 4: Handmatig verplaatsen van assen
• Correctiefunctie
• Diagnosefunctie
• IO-status
• Veelgestelde vragen (FAQ)
• Conclusie
Bij het configureren van de handmatige modus van de DELEM DA-53T-controller is het van cruciaal belang om elke operationele stap duidelijk te maken om de optimale prestaties van de ponsbank te bereiken. In dit artikel wordt u stap voor stap begeleid bij het instellen van de handmatige modus van de DELEM DA-53T, zodat u de apparatuurparameters efficiënt kunt afstemmen en het volledige prestatiepotentieel van de ponsbank kunt vrijmaken.
Via de handmatige modus hebt u volledige controle over het gehele buigproces, waardoor nauwkeurige aanpassingen mogelijk zijn en de kwaliteit van de geproduceerde onderdelen maximaal wordt. Of u nu voor het eerst een DELEM-controller gebruikt of uw bestaande instellingen wilt optimaliseren, in dit artikel vindt u gedetailleerde stappen om snel aan de slag te gaan en de functionele waarde van de ponsbank optimaal te benutten.
Stap 1: Toegang tot de handmatige modus
Start eerst de DELEM DA-53T-controller. Zodra het apparaat volledig is opgestart, navigeert u via de interfaceknoppen naar het hoofdmenu.
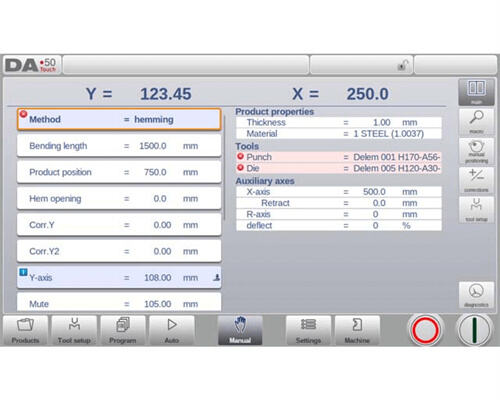
Zoek de optie "Handmatige modus" in de menulijst en selecteer deze; de controllerinterface schakelt dan van de automatische modus over naar de instellingsscherm van de handmatige modus.
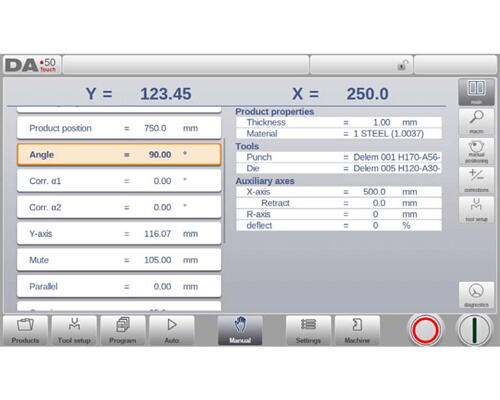
In het bovenste gedeelte van het scherm voor handmatige modus kunt u direct de huidige posities van de Y-as en de hoofd X-as bekijken; alle andere assen en functies worden in twee kolommen onderaan het scherm genoemd. Als de waarden van de Y-as en X-as gemarkeerd zijn, betekent dit dat deze twee assen de referentiepunten succesvol hebben herkend en dat hun huidige posities overeenkomen met de geprogrammeerde waarden.
Stap 2: Inzicht in parameters
Nadat u de handmatige modus heeft geopend, moet u de vereiste parameters invoeren voor de huidige bewerkingsoperatie, inclusief de slag, snelheid en positioneringsinstellingen van de plooihamer — deze parameters zijn cruciaal om de nauwkeurigheid van handmatige operaties te waarborgen. De handmatige modus wordt doorgaans gebruikt voor het testen van apparatuur, kalibratie en situaties met een enkele buiging.
U kunt numerieke waarden invoeren die overeenkomen met uw gewenste instellingen via de toetsen voor gegevensinvoer. De details van de beschikbare parameters in de handmatige modus zijn als volgt:
Buigparameters
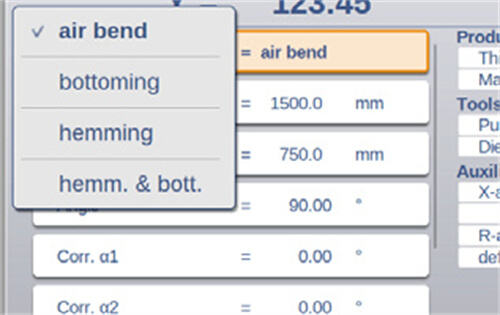
• Methode: Selecteer de vereiste buigmethode. DELEM DA-53T Handmatige Modus ondersteunt meerdere methoden zoals Luchtbuigen, Bodembuigen, Inklappen en Inklappen & Bodembuigen. Gedetailleerde beschrijvingen van elke methode vindt u in de documentatie van de Programma Modus.
• Buiglengte: Voer de buiglengte van de plaat in om een databasis te bieden voor precieze bewerking.
• Productpositie: Stel de absolute positie in de Z-richting in en houd deze bij, waarbij het nulpunt aan de linkerkant van de machine als referentiepunt dient.
• Hoek: Definieer de vereiste buighoek. Indien er een afwijking is tussen de werkelijke buighoek en de verwachte hoek, kalibreer deze door de correctiewaarden α1 (Corr.α1) en α2 (Corr.α2) aan te passen. Bijvoorbeeld: als de geprogrammeerde hoek 90 graden is maar de daadwerkelijk gemeten hoek 92 graden is, stelt u Corr.α in op -2.
• Inklapopening: Stel de openingafstand tussen de flenzen in tijdens het inklappen. Standaardparameters zijn zichtbaar in de instellingenmodus.
•
• Corr.Y: Als de Bottoming-methode is geselecteerd, kan met deze parameter de positie van de Y-as worden gecorrigeerd.
• Y-as: De geprogrammeerde of berekende Y-aswaarde die nodig is om een specifieke buighoek te bereiken.
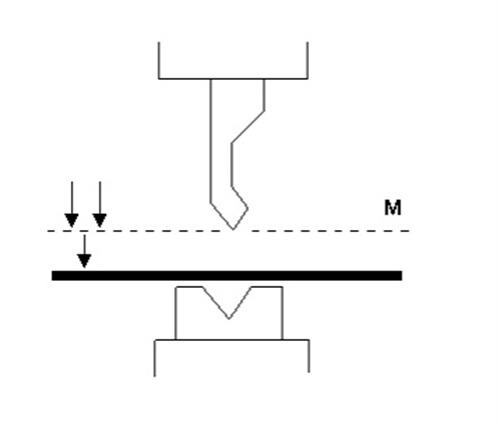
• Dood punt: Het punt waarop de Y-as overgaat van snelle sluitsnelheid naar perssnelheid, hier geprogrammeerd als een Y-as positiewaarde. Deze geprogrammeerde waarde komt overeen met de Y-aspositie boven het blad.
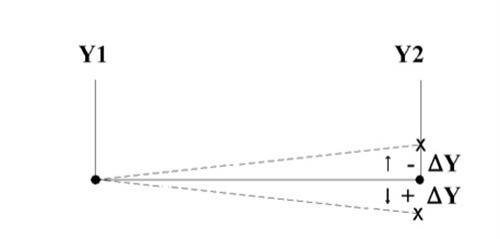
• Parallel: Het positieverschil tussen de linker- en rechtercilinders (Y1 en Y2). Indien de waarde positief is, betekent dit dat de rechtercilinder lager staat; indien negatief, staat de rechtercilinder hoger. Deze geprogrammeerde waarde is van invloed onder het klemmenpunt.
• Opening: Deze parameter wordt gebruikt om de opening tussen stans en mal in te stellen nadat de buigbewerking is voltooid. Een positieve waarde betekent dat de opening boven het Dood punt ligt; een negatieve waarde betekent dat de opening onder het Dood punt ligt. Als u de productafhandelingstijd korter wilt maken, kunt u deze parameter instellen op een kleine positieve of negatieve waarde.
Krachtparameters
• Kracht: Programmeer de benodigde perskracht voor de buigbewerking om ervoor te zorgen dat de druktoepassing voldoet aan de bewerkingsvereisten en de beste resultaten oplevert.
• Inwerktijd en decompressie: Stel de inwerktijd op het buigpunt en de decompressieafstand in om het drukontlastingsproces redelijk te beheersen en de bewerkingsstabiliteit te waarborgen.
Snelheidsparameters
• Snelheid: De bewegingssnelheid van de Y-as tijdens het buigen.
• Decompressiesnelheid: De programmeerbare bewegingssnelheid van de balk binnen de decompressieafstand.
Functie-instellingen
• Wachten op terugtrekken: Stel in of de Y-as wacht tot de terugtrekbeweging is voltooid voordat deze gaat verplaatsen, of dat de verplaatsing direct begint zodra de terugtrekking start, om de efficiëntie van de werkvloei te optimaliseren.
Producteigenschappen
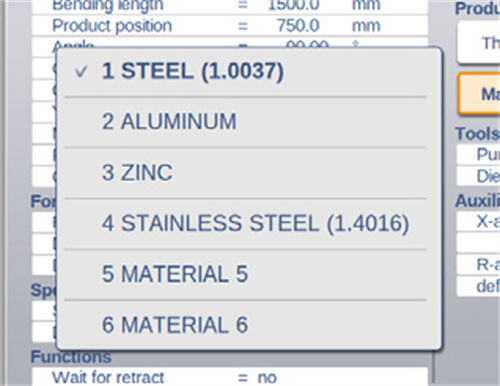
• Dikte en materiaal: Voer de plaatdikte in en selecteer het bijbehorende materiaal uit 99 aangepaste materiaalopties in de controller om essentiële gegevensondersteuning te bieden voor de berekening van de buigdiepte.
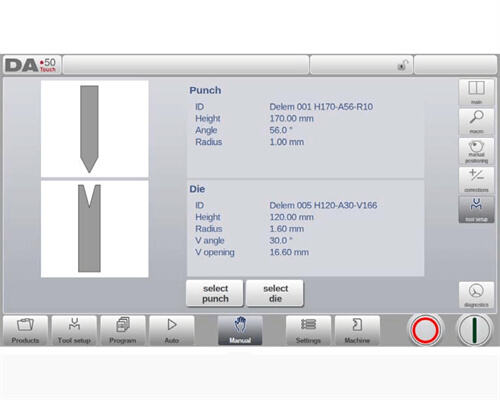
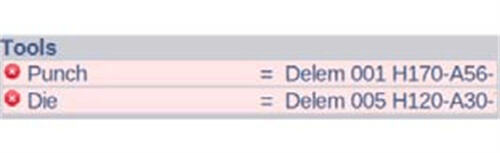
Gereedschapsinformatie
• Pons en matrijs: Selecteer of wijzig de pons- en matrijs-ID's die nodig zijn voor de huidige bewerking uit de bijbehorende gereedschapsbibliotheken om ervoor te zorgen dat de gereedschappen overeenkomen met de bewerkingsvereisten.
Hulpassen
• Parameters hulpas: Indien de machine is uitgerust met één of meer hulpassen (zoals X-as, R-as of Z-as), worden hier de bijbehorende parameters weergegeven.
• Intrekken: De intrekafstand van de hulpas tijdens het buigproces. "Achtersteun intrekken" begint bij het klemmen.
• Snelheid: De bewegingssnelheid van de hulpas bij de huidige buigbewerking, instelbaar als percentage van de maximale snelheid.
Door de bovenstaande parameters correct te programmeren in de handmatige modus van de DELEM DA-53T, kunt u de nauwkeurigheid van de buigbewerking waarborgen. Nadat u heeft gecontroleerd dat alle parameterinstellingen juist zijn, drukt u op de startknop om deze configuraties te activeren.
Gereedschap instellen
De gereedschapsinstelling programmering in DELEM DA-53T Handmatige Modus is sterk vergelijkbaar met die in Automatische Modus. Beide modi staan een onafhankelijke gereedschapsinstelling toe, en de gereedschapsinstelling uit Automatische Modus kan direct worden toegepast in Handmatige Modus. Bij overschakeling naar Handmatige Modus geeft de DELEM DA-53T-controller de optie om "de bestaande gereedschapsinstelling te gebruiken". Houd er echter rekening mee dat de gebruiker voorzichtig moet zijn als de huidige instelling afwijkt van de vorige programmering, om te voorkomen dat de bewerkingsnauwkeurigheid wordt beïnvloed.
• Gereedschappen toevoegen (ponsen/vormen): Dit komt overeen met de werking in de functie "Gereedschapsinstelling", waarbij de benodigde ponsen of vormen kunnen worden toegevoegd via de functie "Toevoegen".
Stap 3: Parameters configureren
Elke parameter in DELEM DA-53T Handmatige Modus kan onafhankelijk worden geprogrammeerd. Het systeem berekent automatisch de invloed van elke parameter op de andere, en de relaties tussen parameters worden intuïtief weergegeven door middel van symbolen en achtergrondkleuren, zodat de gebruiker deze gemakkelijk kan herkennen.
• Nadat een parameter is gewijzigd, verschijnt er een informatiepictogram op de interface om aan te geven dat de parameter is bijgewerkt.

• Als een parameterwaarde afwijkt van de door het systeem berekende controlewaarde, wordt een ster-pictogram weergegeven—deze functie is met name handig wanneer parameters bewust op verschillende waarden moeten worden ingesteld of beperkt zijn.

• Als een parameterwaarde onjuist is ingesteld (bijvoorbeeld een kanteling is geprogrammeerd maar er zijn geen kantelgereedschappen gemonteerd), wordt een foutpictogram weergegeven om de gebruiker eraan te herinneren correcties aan te brengen.
Weergaveopties
De opdrachtknoppen aan de rechterkant van het scherm geven toegang tot andere weergaven dan de hoofdweergave, waaronder de macro-weergave, de handmatige positioneringweergave, de correctieweergave en de diagnoseweergave.
Macrofunctie
Wanneer de Macrofunctie is ingeschakeld, schakelt de DELEM DA-53T Handmatige Modus over naar een nieuw overzicht, waarbij de aswaarden vergroot op het scherm worden weergegeven. Dit lay-outontwerp stelt operators in staat om de aswaarden duidelijk te lezen, zelfs wanneer ze enigszins op afstand van de controller werken, wat het bedieningsgemak verbetert.
Stap 4: Handmatig verplaatsen van assen
Verplaatsingsprocedure
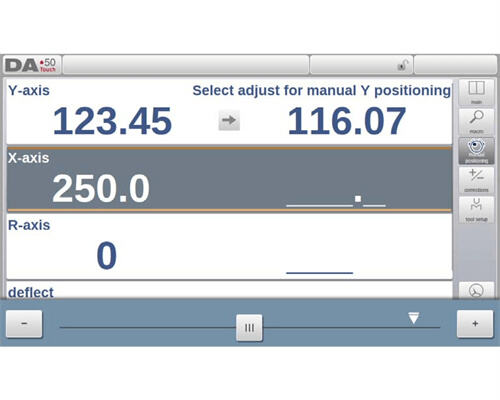
Om een as handmatig te verplaatsen in de DELEM DA-53T Handmatige Modus, gebruikt u de schuifregelaar onderaan het scherm. Nadat u op het hoofdscherm "Handmatig Pos" (Handmatige Positionering) hebt geselecteerd, verschijnt een nieuwe bedieningsinterface. Pas de schuifregelaar aan vanuit de middenpositie in de gewenste richting om een as die op de interface wordt weergegeven te verplaatsen; de schuifregelaar keert automatisch terug naar de middenpositie wanneer deze wordt losgelaten.
Verplaatsen van hulpassen
Zorg ervoor dat de controller in een gestopte toestand verkeert (druk op de Stop-knop) voordat u een hulpas verplaatst. Selecteer eerst de benodigde achterstoppas, plaats de cursor op die as en bedien vervolgens de beweging van de as met behulp van de schuifregelaar.
De Y-as verplaatsen
De handeling om de persbalk (Y-as) handmatig te verplaatsen is vergelijkbaar met die van hulpassen, maar de volgende voorwaarden moeten worden vervuld:
1. De besturing moet in een geactiveerde staat verkeren (druk op de Startknop).
2. Activeer de "aanpas"-functie—als deze functie niet is geactiveerd, verschijnt er een bericht rechtsboven op het scherm.
3. De Y-as moet onder het Mute-punt staan.
4. Er moet een CNC-persopdracht zijn gegeven.
Positie opslaan (Teach)
Nadat u een as handmatig heeft verplaatst, kunt u de huidige positie opslaan door op de asnaam in de kolom "Programmering" te klikken. Het systeem kopieert dan de waarde uit de kolom "Werkelijk" (linkerkant) naar de kolom "Programmering" (rechterkant).

Bij terugkeer naar het standaard Handmatig Modus-scherm behoudt de parameter van deze as de meest recent opgeslagen waarde.
Door de bovenstaande stappen te volgen, zorgt u voor soepele en nauwkeurige bewegingen van de assen in de Handmatige Modus van de DELEM DA-53T.
Correctiefunctie
In DELEM DA-53T Handmatige Modus worden de correctieparameters voor de buigbewerking die in deze modus zijn geprogrammeerd, weergegeven.
Aangezien de Handmatige Modus doorgaans een enkele buigbewerking omvat, wordt slechts één regel correctie-informatie op de interface weergegeven. De geprogrammeerde correctiewaarden in de Handmatige Modus kunnen op dezelfde manier worden gecontroleerd als die in de Automatische Modus. Daarnaast zijn hier ook records in de correctiedatabase en initiële correctiewaarden zichtbaar. Toegang tot de correctiedatabase is van cruciaal belang, omdat de daarin opgeslagen gegevens een grote invloed hebben op de uiteindelijke buigresultaten. Deze functie is met name handig bij het aanpassen van correctiewaarden tijdens testbuigen en het opslaan van de optimale resultaten in de database.
Diagnosefunctie
In DELEM DA-53T Handmatige Modus, kunt u door op "Diagnostiek" te klikken de status van elke as bekijken. Dit venster toont de huidige status van alle beschikbare assen en blijft actief nadat de controller is gestart. Met behulp van deze functie kunt u de bedrijfsstatus van de controller tijdens de buigcyclus in real-time monitoren, wat de operationele nauwkeurigheid verder verbetert.
IO-status
In DELEM DA-53T Handmatige Modus geeft het klikken op het tabblad "I/O" in de Diagnostiek-interface een uitgebreid overzicht van de huidige status van ingangen (I) en uitgangen (O). Deze interface blijft actief nadat de controller is gestart, waardoor operators effectief de bedrijfsstatus van het systeem kunnen volgen gedurende de buigcyclus en anomalieën tijdig kunnen detecteren.
Geschaalde IO-weergave
Als u op een of meer (tot 5) pinnen klikt, genereert het systeem een extra 'Zoomed IO'-pagina, die de geselecteerde IO in een vergroot beeld weergeeft. De geselecteerde pinnen worden in grotere afmeting getoond, waardoor operators op afstand gemakkelijker kunnen toezien en de operationele flexibiliteit wordt verbeterd.
Frequently Asked Questions (FAQ)
1. Welke voorzorgsmaatregelen moeten worden genomen bij het bedienen van de DELEM DA-53T in handmatige modus?
Tijdens het bedienen dient u alle veiligheidsvoorschriften na te leven: controleer zorgvuldig het werkgebied om er zeker van te zijn dat er geen obstakels aanwezig zijn; draag beschermende kleding; en maak uzelf bekend met de functies van de handbedieningsknoppen om ongevallen tijdens het gebruik te voorkomen.
2. Wat is de aanbevolen onderhoudsfrequentie voor de DELEM DA-53T in handmatige modus?
Regelmatig onderhoud dient elke 500 bedrijfsuren te worden uitgevoerd, inclusief het controleren van de integriteit van belangrijke componenten, het schoonmaken van het apparatuuroppervlak en het smeren van bewegende delen, om zo een vlotte werking van de installatie te garanderen en de levensduur te verlengen.
3. Kan de DELEM DA-53T handmatige modus worden gebruikt voor alle soorten buigbewerkingen?
Hoewel de DELEM DA-53T handmatige modus zeer veelzijdig is, is deze vooral ontworpen voor bedieningssituaties die handmatige aanpassing en realtime bewaking vereisen. Voor complexere of geautomatiseerde bewerkingen wordt aangeraden de CNC-functies van de DA-53T te gebruiken om de efficiëntie en nauwkeurigheid te verbeteren.
Conclusie
Bij het configureren van de DELEM DA-53T handmatige modus is het volgen van de in dit artikel beschreven stappen essentieel om de normale werking van de apparatuur te garanderen en optimale prestaties te bereiken. Het hele proces omvat het opstarten van de besturing, het kiezen van de handmatige bedieningsmodus en het instellen van de benodigde parameters om te voldoen aan de specifieke eisen van de ponsbank. Deze beknopte en systematische werkwijze draagt bij aan een hogere efficiëntie en minder bedieningsfouten.
Een correcte opstelling van de machine en regelmatig onderhoud zijn cruciaal om de levensduur van de ponsbank te verlengen en de prestaties te waarborgen. Door de richtlijnen in dit artikel te volgen en regelmatig onderhoud uit te voeren, kunt u stilstand minimaliseren en de productie-efficiëntie verbeteren. Als u verdere gedetailleerde problemen ondervindt of technische ondersteuning nodig heeft, aarzel dan niet om contact op te nemen met ons team. Daarnaast raden we u aan om andere documenten op onze officiële website te raadplegen voor meer professionele inzichten en technische hulp.

