















































Optimale bedieningshandleiding voor DELEM DA53T/DA58T Z-asregelaar
Optimale bedieningshandleiding voor DELEM DA53T/DA58T Z-asregelaar
Een onjuiste configuratie van de DELEM DA53T/DA58T Z-asregelaar kan de operationele efficiëntie van kantelbanken ernstig verminderen. Deze uitgebreide handleiding beschrijft de juiste instellingen en bedieningsmethoden van de Z-asregelaar, met als doel operators te helpen bij het bereiken van een soepele en hoogprecieze bediening van de kantelbank door het beheersen van de kernfuncties en configuratieprocessen.
De DELEM DA53T/DA58T Z-ascontroller is een speciaal besturingscomponent dat is ontwikkeld voor het DELEM DA53T/DA58T CNC-systeem. Het is geïntegreerd met het Schneider Easy Harmony-touchscreen en de Schneider TM200 PLC; deze integratie breidt het DA53T/DA58T-systeem uit tot ondersteuning van 6+1-assige besturing, waardoor de operationele flexibiliteit en precisie van het systeem aanzienlijk worden verbeterd. Het gebruikte touchscreenmodel is HMIET6401, met een 7-inch display met een resolutie van 800 × 480 pixels en een TFT-LCD-scherm met 16 miljoen kleuren voor duidelijke en intuïtieve bediening.

1. Basisoverzicht van de bediening van de Z-ascontroller
Voor de DELEM DA5XT-serie systemen (waaronder DA53T/DA58T) kan de Z-as worden bestuurd via zowel eenprogrammeringsmodus met één stap als een programmeringsmodus met meerdere stappen — net als de X- en R-assen kan de besturingsmodus van de Z-as vrij worden aangepast op het DA5XT-systeem.
De kernstappen voor Z-asprogrammering zijn als volgt:
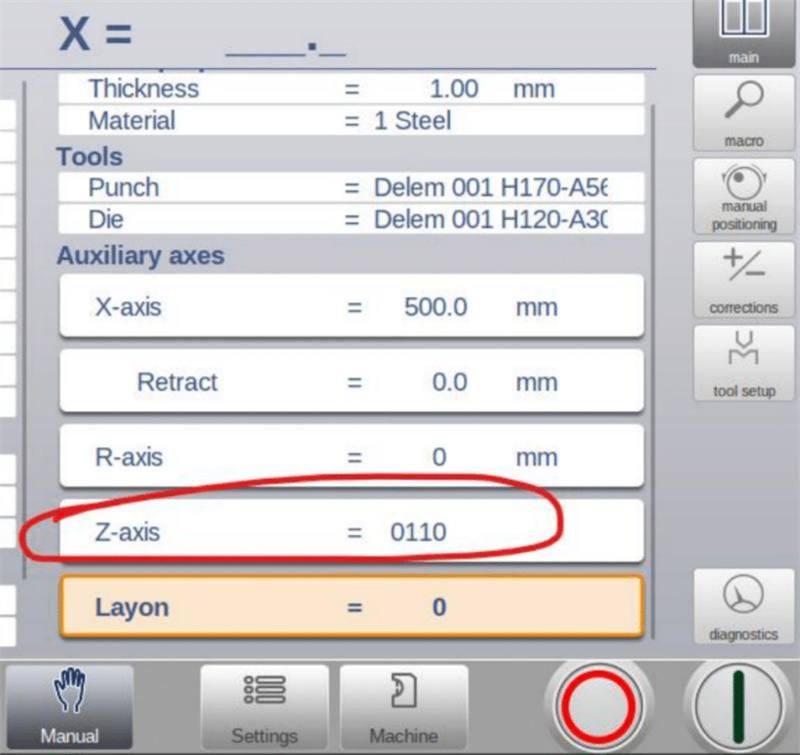
1. Voer op het JUGAO-touchscreen de nauwkeurige Z-as-programmeringscoördinaten in op basis van de werkelijke lengte van het plaatmateriaal en de ponspositie;
2. Wijs aan elke programmeerstap in het DA5XT-systeem een unieke Z-as-ID toe (de ID-waarde is in binaire vorm, met een configureerbaar bereik van 0000 tot 1111).
Zowel de enkelvoudige als de meervoudige Z-as-bewerkingsmodus ondersteunen het willekeurig instellen van Z-as-ID-waarden binnen het binaire bereik 0000–1111, en het systeem biedt visuele bedieningsvoorbeelden voor beide modi om de operator bij het begrijpen en uitvoeren te ondersteunen.
2. Gedetailleerde bediening op het JUGAO-touchscreen
Het JUGAO-touchscreen is de kernmens-machine-interface voor handmatige en automatische Z-as-bediening, met duidelijke en onderscheidende bedieningslogica voor verschillende werkmodi, evenals specifieke aanpakmethoden voor afwijkende situaties en dagelijkse kalibratie.
2.1 Handmatige bedieningsmethode
Handmatige bediening van de Z-as is alleen beschikbaar wanneer het specifieke pictogram voor handmatige bediening op het aanraakscherm wordt weergegeven; indien het pictogram niet wordt weergegeven, is handmatige bediening uitgeschakeld.
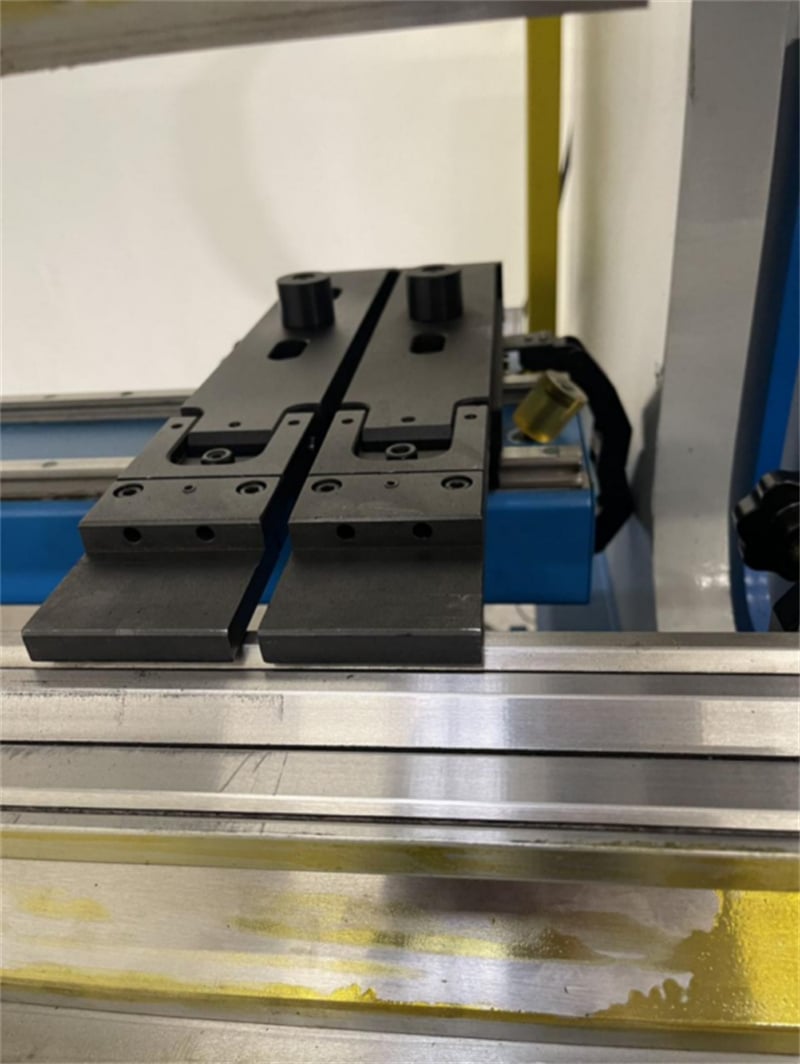
• Druk op de voorwaartse bedieningstoets om Z1 of Z2 te laten bewegen in de richting van een toename van de positiewaarde (de Y1-kant correspondeert met de positie van de minimale Z-aswaarde, en de Y2-kant correspondeert met de positie van de maximale Z-aswaarde);
• Druk op de achterwaartse bedieningstoets om Z1 of Z2 te laten bewegen in de richting van een afname van de positiewaarde; de beweging stopt onmiddellijk zodra de toets wordt losgelaten;
• Overschakelen tussen Z1 en Z2: druk op de asselectietoets; Z2 wordt dan blauw weergegeven, wat aangeeft dat Z2 zich in de handmatig bedienbare staat bevindt; druk opnieuw op de toets om Z2 terug te zetten naar zwart, waarna de handmatige bediening automatisch weer overschakelt naar Z1.
2.2 Automatische bedieningsmethode
De automatische bediening van de Z-as wordt geactiveerd door de speciale automatische starttoets op het JUGAO-aanraakscherm, met een voorafgaande controle van de apparatuurstatus:
• Als de oliepomp van de persrem niet is gestart, geeft het scherm de operator een melding om eerst de oliepomp te starten;
• Als de oliepomp zich in de normale werktoestand bevindt, zal het indrukken van de toets voor automatische start de Z-as doen bewegen naar de vooraf ingestelde positie die overeenkomt met Id0000;
• Druk op elk gewenst moment op de speciale stop-toets op het scherm om de automatische beweging van de Z-as onmiddellijk te stoppen.
2.3 Afhandeling van afwijkingen bij botsingsongevallen
In geval van een botsing tussen de eindstops van Z1 en Z2 tijdens bedrijf, dient de afwijking als volgt te worden afgehandeld:
1. Controleer eerst of de aandrijfmodule van de Z-as een alarmsignaal heeft; indien een alarm is geactiveerd, schakel dan de stroom naar de aandrijfmodule uit en start deze opnieuw om het alarm te resetten;
2. Voer de kalibratieoperatie 'inleren' uit voor zowel de Z1- als de Z2-as;
3. Voer de werkelijke, actuele positiewaarden van Z1 en Z2 in op het aanraakscherm; nadat deze zijn bevestigd, kan het systeem de normale verdere bewerkingen hervatten.
2.4 Belangrijkste vereisten voor Z-as-instructie (calibratie)operatie
De juiste Z-as-instructie (calibratie) is de fundamentele voorwaarde voor een normale en nauwkeurige werking van de gehele Z-asregelaar, en deze operatie moet worden uitgevoerd in de volgende situaties:
1. De eerste proefdraai en inbedrijfstelling van een nieuwe kantpers die is uitgerust met de DA53T/DA58T Z-asregelaar;
2. Een eventuele onbedoelde botsing van de Z-as-stoptangen of andere abnormale mechanische schokken op de Z-as.
Let op dat de Z-asregelaar een stroomuitvalgeheugenfunctie heeft: de gecalibreerde Z-aspositieparameters worden automatisch door het systeem opgeslagen. Nadat de installatie is uitgeschakeld en opnieuw is gestart, hoeft de operator de instructie- (calibratie)operatie niet opnieuw uit te voeren; het systeem kan direct de opgeslagen parameters oproepen voor gebruik.

