















































Verbetere efficiëntie door te programmeren met DELEM DA-52S-producten
Wanneer het gaat om het optimaliseren van metaalbewerkingsprocessen, onderscheidt DELEM DA-52S Product Programming zich als een cruciaal onderdeel. Als u op zoek bent naar manieren om de productiviteit te verbeteren en de processen te stroomlijnen met deze krachtige tool, bent u hier aan het juiste adres. In dit artikel ga ik dieper in op hoe DELEM DA-52S Product Programming de efficiëntie van uw workflow aanzienlijk kan verhogen, waarbij ik de belangrijkste functies en voordelen belicht die het onmisbaar maken in moderne productie. Of u nu nauwkeurigheid wilt verbeteren, insteltijden wilt verkorten of de productieomvang wilt vergroten: deze gids biedt u waardevolle inzichten in het effectief inzetten van DELEM DA-52S voor maximale operationele doeltreffendheid.
Programmaselectie
Om een programma in het DELEM DA-52S-systeem te bewerken of aan te maken, volgt u deze stappen:

Druk op deze toets om de automatische modus te activeren, waardoor het systeem klaar is voor programmaselectie.

Druk op deze toets om de programmabibliotheek te openen. Hiermee wordt het scherm van de programmabibliotheek weergegeven.
Het scherm van de programmabibliotheek verschijnt:
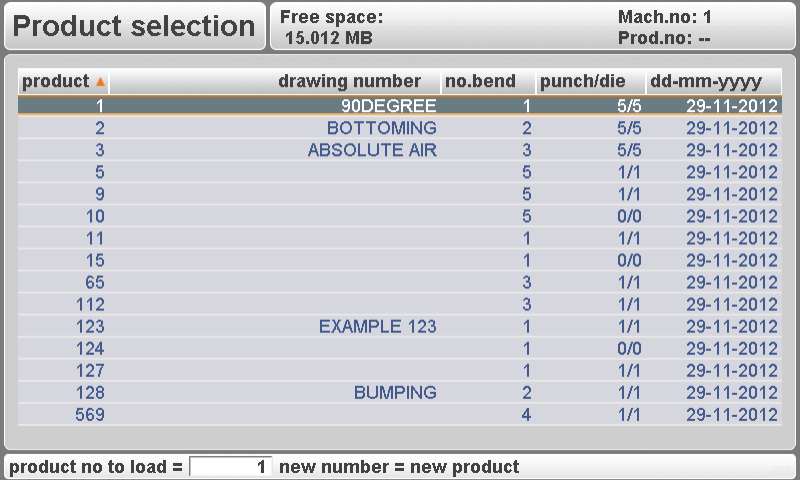
Gebruik de pijltoetsen om door de lijst met beschikbare programma’s te navigeren.

Druk op de ‘enter’-toets om het gemarkeerde programma te selecteren.
Een programma kan ook worden geselecteerd door direct het bijbehorende nummer in te voeren.
Om een nieuw programma aan te maken:
Voer een nummer in dat nog niet is gebruikt. Na het invoeren vraagt de besturing u om te bevestigen of u een nieuw programma wilt aanmaken.
Om een programma te verwijderen:
Navigeer naar het specifieke programma met behulp van de cursorbalk.

Druk op de ‘clear’-toets om het programmnummer in te stellen op nul.
Druk op ‘ENTER’ en de besturing vraagt of u het geselecteerde programma wilt verwijderen. Bevestig uw keuze door ‘ja’ (1) te selecteren of wijzig uw beslissing door ‘nee’ (0) te selecteren.
Efficiënte programmaselectie met DELEM DA-52S-productprogrammering minimaliseert stilstandtijd en vermindert het risico op fouten. Dit zorgt ervoor dat operators naadloos kunnen wisselen tussen taken, waardoor een productieve werkwijze wordt gehandhaafd en de algehele operationele efficiëntie wordt verbeterd.
Programma bewerken
Algemene eigenschappen
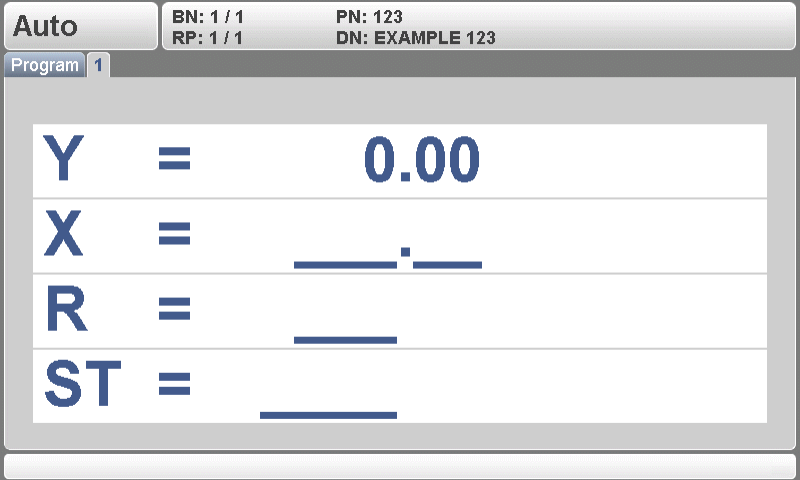
Zodra een programma is geselecteerd of aangemaakt, wordt een scherm weergegeven met de algemene productparameters.
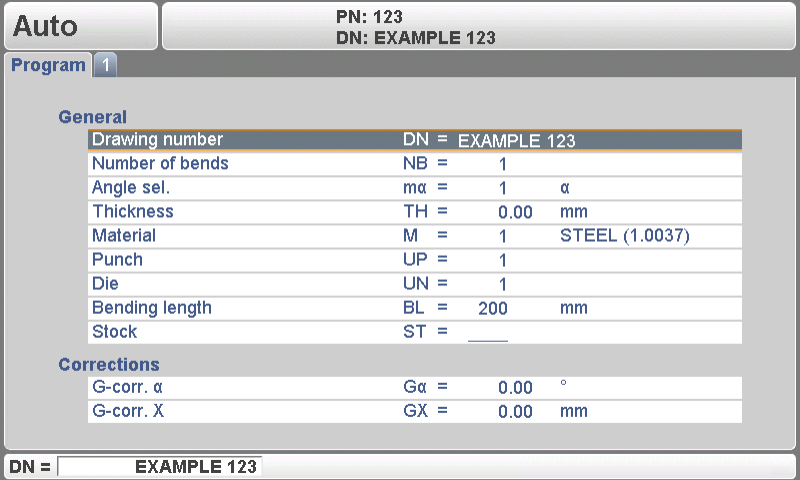
Deze parameters zijn voor elk buigtraject binnen het programma identiek en bieden zo een uniform overzicht van de belangrijkste gegevens.
Gebruik de pijltoetsen omhoog/omlaag om de cursor naar de gewenste parameter te verplaatsen.
Gebruik de pijltoetsen links/rechts om te bladeren tussen de verschillende pagina’s van het buigprogramma.
Na het indrukken van de Enter-toets wordt de geprogrammeerde waarde ingesteld op de bijbehorende parameter.
Uitleg van parameters
DELEM DA-52S biedt een uitgebreide functie voor uitleg van parameters, die gebruikers helpt om te begrijpen hoe elke instelling van invloed is op de uitvoer.
Tekeningnummer:
Een naam of beschrijving van het programma. De maximale lengte is 20 tekens.
Aantal bochten:
Het aantal bochten in het huidige programma.
Wanneer deze waarde wordt verhoogd, worden de extra bochten gekopieerd vanaf de laatste bocht.
Wanneer deze waarde wordt verlaagd, worden de overtollige bochten verwijderd.
Hoekselectie:
Selectie van de programmeermodus voor de Y-as.
0 = absoluut: programmeer de absolute Y-aspositie voor een bocht.
1 = a: programmeer de hoek om te buigen. De vereiste Y-aspositie wordt berekend.
Afhankelijk van deze parameter verschijnt in een bochtstap ofwel de parameter ‘hoek’ ofwel de parameter ‘bochtpositie’.
Dikte: Dikte van de plaat.
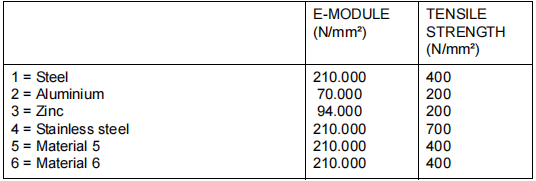
Materiaal:
Selectie van één van de geprogrammeerde materialen, die worden gebruikt om de buigdieptes te berekenen. De besturing bevat 4 vooraf geprogrammeerde materialen en 2 programmeerbare materialen. In totaal kunnen 6 materialen op de besturing worden geprogrammeerd. Zie het hoofdstuk over het programmeren van constanten voor informatie over het programmeren van materialen.
Pons: Nummer van de pons in de bibliotheek.
Matrijs: Nummer van de matrijs in de bibliotheek.
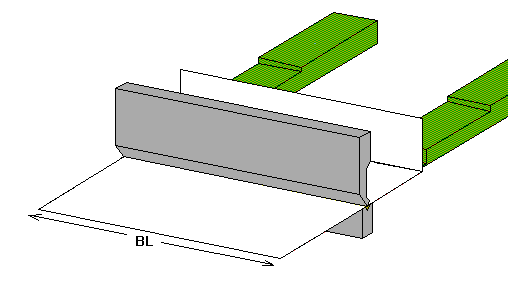
Buiglengte: Lengte van de plaat tussen de gereedschappen.
Bij het programmeren van een bocht wordt aangenomen dat de geprogrammeerde gereedschappen de benodigde lengte hebben.
Voorraad: Het aantal producten dat met dit programma moet worden gemaakt.
G-Corr α:
Algemene correctie van de hoek, geldig voor elke bocht in het programma. De waarde moet op dezelfde manier worden geprogrammeerd als de correctie per bocht.
G-Corr X:
Algemene correctie van de positie op de X-as, geldig voor elke bocht in het programma. De waarde moet op dezelfde manier worden geprogrammeerd als de correctie per bocht.
Bochtprogrammering
Inleiding
Bochtprogrammering staat centraal in de mogelijkheden van de DELEM DA-52S en biedt gebruikers ongeëvenaarde precisie en flexibiliteit. De parameters van één bocht zijn verdeeld over twee schermpagina’s. Het bochnummer, het productnummer en het tekeningsnummer worden weergegeven in de bovenste rij op het scherm.

Gebruik de toets ‘weergave wijzigen’ om over te schakelen naar een andere pagina met bochtparameters. Wanneer deze toets opnieuw wordt ingedrukt, verschijnt een scherm met uitvergrote waarden.
De parameters onder de lijn zijn correcties. Ze zijn niet noodzakelijk bij het programmeren van een product, maar worden gebruikt om het machinegedrag tijdens de productie te corrigeren.
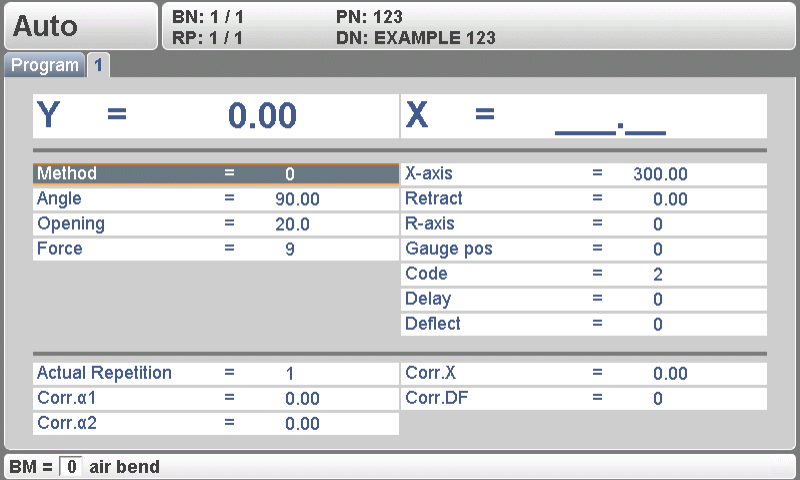
Bochtparameters – Eerste pagina
De eerste pagina van de buigparameters geeft een overzicht van de primaire bedieningselementen.
1. Methode (BM)
Kies tussen luchtbuigen en bottoming.
Bij luchtbuigen worden Y-as-berekeningen gebruikt voor nauwkeurige hoeken.
Bij bottoming wordt het plaatmateriaal gecomprimeerd, waarbij de positie afhankelijk is van de tonnage.
2. Hoek (α)
Stelt de gewenste buighoek in.
Essentieel in de hoekprogrammeermodus voor luchtbuigmethode.
3. Buigpositie (Y)
De Y-as-positie bepaalt de locatie van de bocht.
Kritiek voor absolute programmering en bij gebruik van bottoming-methoden.
4. Opening (DY)
Regelt de afstand tussen stempel en matrijs na het buigen.
Positieve waarden verminderen de handelingstijd.
5. Herhaling (CY)
Geeft het aantal herhalingen voor een bocht aan.
Verbeterde procesconsistentie met maximaal 99 herhalingen.
6. X-as (X)
Stelt de positie van de achterste geleider in.
Maakt incrementele afmetingsketting mogelijk.
7. Intrekken (DX)
l Geeft de intrekkingsafstand van de achtergeleider aan.
l Zorgt voor nauwkeurige materiaalafhandeling.
8. Hulpas (R/Z/Hulp)
Parameters voor extra assen, waardoor complexe bewerkingen mogelijk zijn.
9. Code (CX)
Bepaalt het activeringsmoment voor de parameters van de volgende bocht.
Biedt flexibiliteit in opties voor stapwijzige wijzigingen.
Boogparameters – Tweede pagina
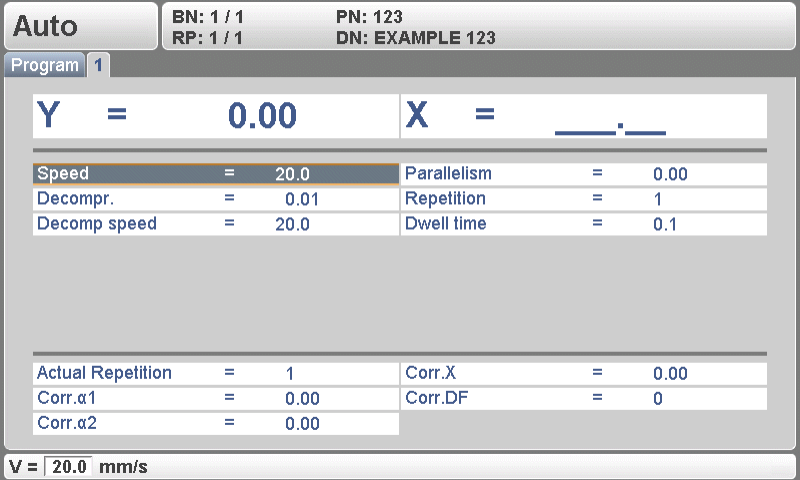
DELEM DA-52S-productprogrammering biedt verdere verfijning op de tweede pagina van de boogparameters, waardoor essentiële gedetailleerde aanpassingen mogelijk zijn:
Kracht (P): Automatisch berekend op basis van materiaal, dikte, buiglengte en V-opening van de stempel om een optimale perskracht te garanderen.
Snelheid (V): Werkt vanuit een standaardwaarde om de productkwaliteit te behouden, met instelbare perssnelheid.
Uitstoottijd (T): Regelt de tijd waarin de stempel op het buigpunt wordt gehandhaafd voor consistente resultaten.
Ontlasten (DC): Verlaat de druk na het buigen om zowel het materiaal als de machine te beschermen.
Ontlastsnelheid (BS): Instelbaar om de snelheid van de ontlastbeweging aan te geven, wat de materiaalverwerking verbetert.
Vertragingsduur (TX): Programmeerbare vertraging van 0–30 seconden voor nauwkeurige volgorde-timing ter vermindering van cyclusduur.
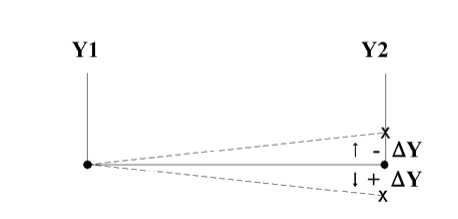
Parallelheid (Y2): Past de parallelheid van de cilinders aan om precisie en consistentie in de eindproducten te waarborgen.
Deze gedetailleerde instellingen binnen de programmeeromgeving van het DELEM DA-52S-product optimaliseren de bewerkingen, verhogen de efficiëntie en waarborgen hoogwaardige resultaten.
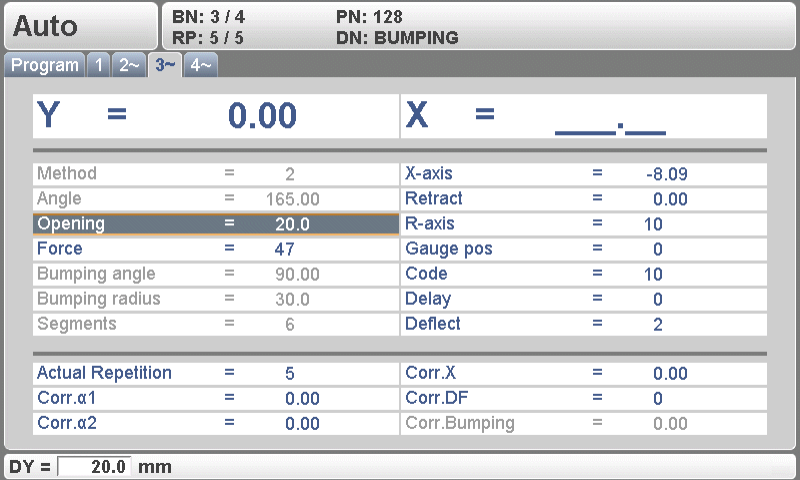
Buigparameters – Derde pagina
Deze pagina is ontworpen voor gespecialiseerde taken met grote, karaktergrote 'actuele' waarden, waardoor deze ideaal is voor operators die op afstand werken. Belangrijke waarden zijn gemakkelijk zichtbaar, wat efficiënt toezicht en besturing van complexe processen mogelijk maakt.
Gebruikers kunnen snel overschakelen naar deze geavanceerde instellingenweergave of terugkeren naar de eerste pagina door op de knop 'weergave wijzigen' te drukken, wat een naadloze navigatie waarborgt.
Alle boogweergave
Het DELEM DA-52S-productprogrammeersysteem optimaliseert de efficiëntie door een uitgebreid overzicht te bieden van alle geprogrammeerde bochten. Door op de knop 'weergave wijzigen' op de algemene eigenschappenpagina te drukken, kunnen operators alle bochten in één weergave bekijken, wat consistentie waarborgt en het vroegtijdig signaleren van mogelijke problemen mogelijk maakt.
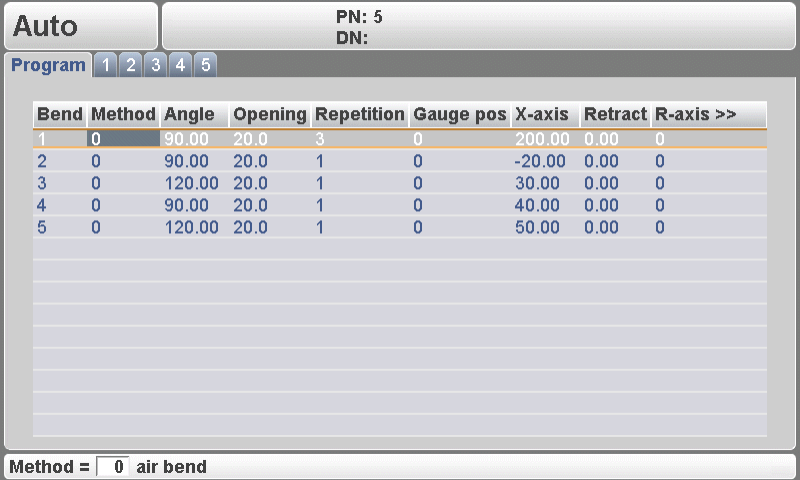
Met deze functie kan direct besturing worden gestart en snel wordt teruggekeerd naar de eigenschappenpagina, waardoor de processen worden gestroomlijnd en de productiviteit wordt verbeterd.
Bumping-programmering
Het DELEM DA-52S-productprogrammeersysteem verhoogt de efficiëntie aanzienlijk, met name bij complexe ontwerpen die het gebruik van bumping vereisen. Dit wordt bereikt via gespecialiseerde bumping-programmeerfuncties die nauwkeurigheid en veelzijdigheid garanderen bij bewerkingsprocessen op de kantbank.
Voor taken met grote boogstralen kan met het DELEM DA-52S eenvoudig numeriek worden geprogrammeerd. De operator heeft de keuze uit de geschikte buigmethode:
l 0 = Luchtbuigen
l 1 = Aanliggen
l 2 = Bumping
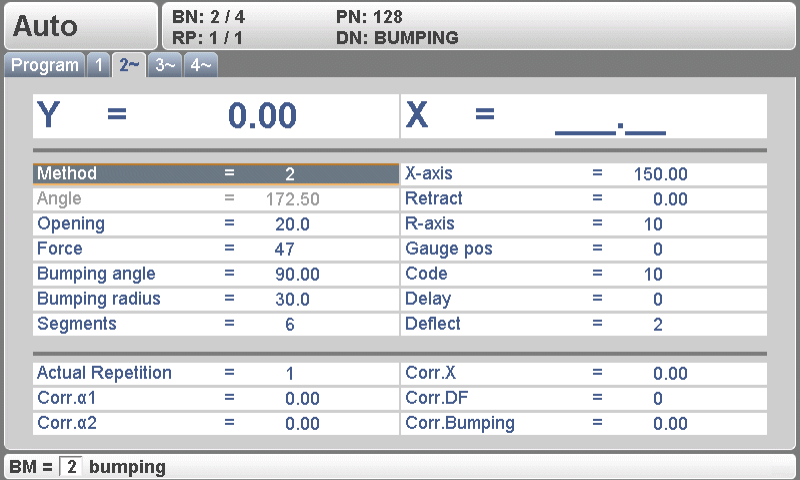
Bij het kiezen van de buigmethode ‘Bumping’ kan de operator de volgende parameters programmeren:
Gewenste bumping-straal.
Totale bumping-hoek.
Aantal segmenten in de straal.
De besturing berekent:
Het aantal vereiste bochten
De hoeken van de afzonderlijke bochten
De positie van de achterste aanslag voor de afzonderlijke bochten
De eerste bocht heeft een absolute positie van de achterste aanslag; de overige bochten worden behandeld als gekoppelde bochten met relatieve posities van de achterste aanslag.
Conclusie
Concluderend kan het beheersen van de DELEM DA-52S-productprogrammering de efficiëntie van uw operaties aanzienlijk verbeteren. Door het programma-selectieproces, de bewerkingsmogelijkheden en de gedetailleerde parameters voor bochtprogrammering te begrijpen, kunt u de productie stroomlijnen en de insteltijden verkorten. Een efficiënt gebruik van de DA-52S vergemakkelijkt soepelere werkstromen en optimale machineprestaties, waardoor uw productieprocessen concurrerend en effectief blijven.
Voor wie zijn gebruik van de DELEM DA-52S tot het maximale wil benutten, raden wij aan om dieper in te gaan op de specifieke programmeerrichtlijnen en alle beschikbare bronnen te benutten. Mocht u verdere vragen hebben of persoonlijkere begeleiding nodig hebben, aarzel dan niet om contact op te nemen met ons deskundige team.

