















































Hoe selecteer je de optimale backgauge-as voor je press brake
Het kiezen van de juiste achterste schijf-as voor je drukpers is een cruciale beslissing die rechtstreeks invloed heeft op de nauwkeurigheid, efficiëntie en veerkracht van je buigoperaties. Een onjuist gekozen as kan leiden tot productiestoringen, materiaalverspilling en inconsistentie in de resultaten. Deze gids neemt je mee door de belangrijkste overwegingen en helpt je om de beste achterste schijf-configuratie te identificeren voor je specifieke behoeften.
1. BG-1 (X-as): Eenvoud voor basisbuiging
De X-as is de meest fundamentele achterste schijf-instelling, met lineaire horizontale beweging van de achterste schijfvingers. Deze configuratie is ideaal voor eenvoudige buigtaken waarbij materialen consistent moeten worden gepositioneerd langs één vlak.

Voordelen:
Kosten-effectief en eenvoudig in gebruik.
Perfect voor herhalende bochten op kleine of eenvoudige onderdelen.
Minimale insteltijd voor gestandaardiseerde productieruns.
Beperkingen:
Ontbreekt flexibiliteit voor complexe of meervoudige hoeken.
Handmatige aanpassingen kunnen vereist zijn voor verschillende materiaaldiktes.
Het beste voor:
Operateurs die zich bezighouden met hoge volumes, lage complexiteit taken waarbij snelheid en eenvoud prioriteit hebben.
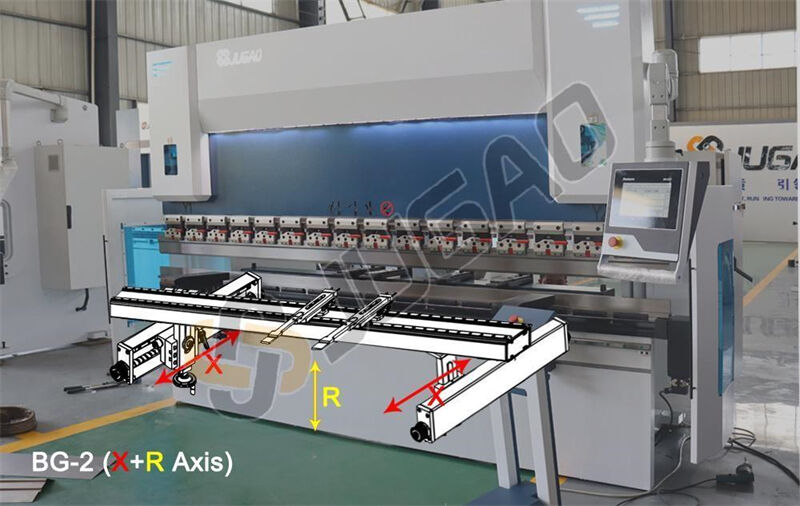
2. BG-2 (X+R As): Verbeterde Flexibiliteit voor Gekante Bochten
Het X+R As systeem combineert horizontale beweging met rotatieaanpassing, waardoor nauwkeurige positieering mogelijk is voor gekante of niet-lineaire bochten. De R As laat de achterste vingers roteren, wat ingewikkeldere onderdeelgeometrieën toelaat.
Voordelen:
Verbeterde nauwkeurigheid voor V-vormige of asymmetrische bochten.
Vermindert handmatige tussenkomst voor gekante aanpassingen.
Blijft efficiënt terwijl er matig complexe taken worden uitgevoerd.
Het beste voor:
Werkplaatsen die onderdelen produceren met variërende hoeken of waarvoor consistent herhaalbaarheid vereist is over meerdere bochten.
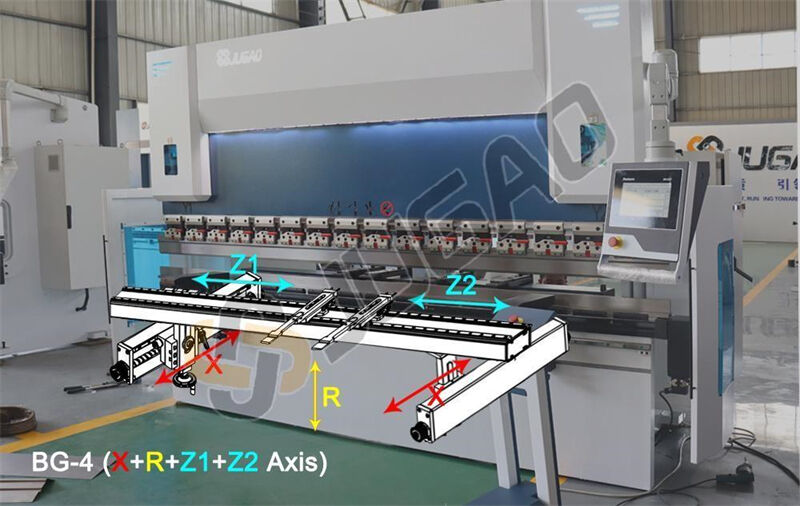
3. BG-4 (X+R+Z1+Z2 As): Nauwkeurigheid voor Multi-Dimensioneel Buigen
De configuratie van de X+R+Z1+Z2 As voert verticale aanpassingen (Z1 en Z2) in naast horizontale en rotatiebeweging. Deze opstelling is ontworpen voor toepassingen met hoge precisie waarbij de materiaaldikte of buigdiepte varieert.
Voordelen:
Maakt hoogteaanpassingen mogelijk voor dikke of meerdere lagen materialen.
Ideaal voor onderdelen die achtereenvolgende buigen op verschillende dieptes vereisen.
Minimaliseert veranderingen in instellingen tussen operaties.
Het beste voor:
Productieomgevingen met veel verschillende producten waarin verscheidenheid en precisie essentieel zijn.
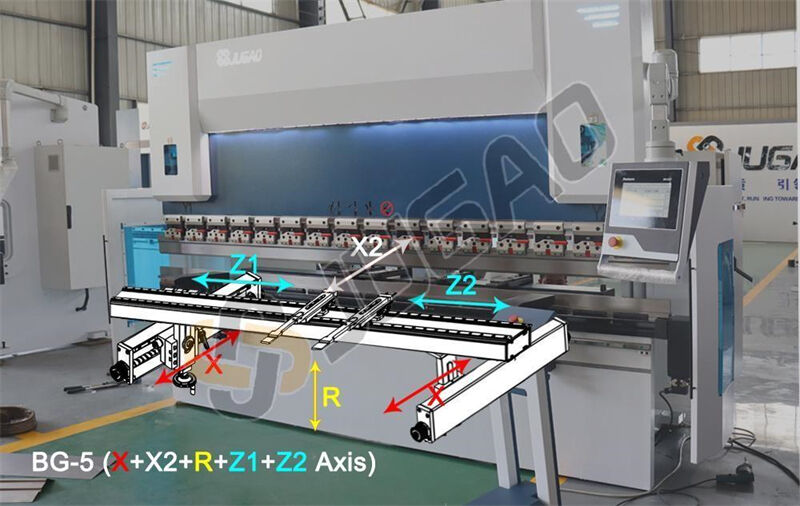
4. BG-5 (X+X2+R+Z1+Z2 As): Geavanceerde Controle voor Complexe Onderdelen
Het systeem van de X+X2+R+Z1+Z2 As voegt een tweede horizontale as (X2) toe, wat onafhankelijke beweging van backgauge vingers toelaat. Dit is bijzonder nuttig voor grote of onevenmatig gevormde onderdelen met niet-uniforme buigvereisten.
Voordelen:
Ondersteunt gelijktijdig positioneren voor meerdere buigpunten.
Verhoogt efficiëntie voor oversized- of asymmetrische componenten.
Combineert rotatie- en verticale aanpassingen voor maximale aanpasbaarheid.
Het beste voor:
Fabrikanten die te maken hebben met complexe, multi-buig onderdelen of aangepaste fabricage.
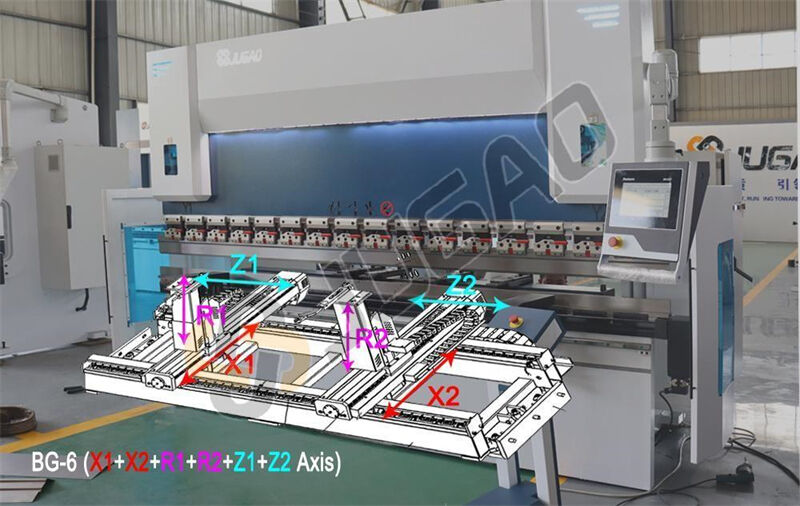
5. BG-6 (X1+X2+R1+R2+Z1+Z2 As): Uitstekende precisie voor eisenrijke toepassingen
De X1+X2+R1+R2+Z1+Z2 As staat voor de top van backgauge-technologie, met onafhankelijke controle over twee horizontale, twee rotatie- en twee verticale assen. Deze configuratie is ontworpen voor de meest uitdagende buigtaken.
Voordelen:
Ongeëvenaarde precisie voor luchtvaart-, automobiel- of zware machineriescomponenten.
Hanteert ingewikkelde geometrieën met meerdere buigen en hoeken.
Vermindert fouten en herwerken in hoge productie-eisen.
Het beste voor:
Bedrijven die absolute nauwkeurigheid vereisen en in staat moeten zijn om zeer complexe onderdelen te verwerken.
Belangrijkste Selectiecriteria
Bij het kiezen van een achterste ondersteuningassen, overweeg de volgende factoren:
Materiaalsoort: Dikkere of hardere materialen vereisen mogelijk multi-as aanpassingen.
Buiscomplexiteit: Eenvoudige buizen hebben minder assen nodig, terwijl ingewikkelde ontwerpen geavanceerde configuraties vereisen.
Productievolume: Hoge volumes profiteren van automatiseringsvriendelijke opstellingen.
Onderdeelgrootte: Grotere of onevenmatig gevormde onderdelen vereisen vaak dubbele as of rotatiecontrole.

Conclusie
Het selecteren van de juiste achterste ondersteuningas is een balans tussen je operationele behoeften en de mogelijkheden van je persbrander. Door de sterktes van elke configuratie te begrijpen, kun je je werkstroom optimaliseren, afval verminderen en consistent hoge kwaliteit bereiken.
Voor op maat gemaakte adviezen raadpleegt u een specialist in pressbrakes of de fabrikant JUGAO CNC MACHINE om ervoor te zorgen dat uw apparatuur aansluit bij uw productiedoelen. De hoofdproducten van JUGAO CNC MACHINE omvatten lasersnijmachines, CNC hydraulische buigmachines, laserweldmachines, schermachines en buismachines, enz., die worden gebruikt in bladmateriaalbewerking, chassis kasten, verlichting, mobiele telefoons, 3C, keukengerei, badkamer, autodelen bewerking en hardware industrieën. Welkom om online te consulteren om meer informatie over de machine te verkrijgen.
Verbeter vandaag uw buikproces—nauwkeurigheid begint met de juiste achterstand!

