















































Hoe het drukongevenwicht van de persbreuk aanpassen
Heeft u te maken met inconsistente buiginghoeken op uw NC-pers? Het begrijpen van de onderliggende oorzaken en het toepassen van gerichte oplossingen kan u helpen bij het behalen van nauwkeurige en reproduceerbare resultaten. De methoden voor het aanpassen van drukonevenwicht in de pers omvatten voornamelijk het oplossen van externe factoren en machine-interne factoren. Allereerst dient u de oorzaak van het drukonevenwicht vast te stellen, wat meestal terug te voeren is op externe of machine-interne factoren. Externe factoren zoals zware objecten in de buurt kunnen ervoor zorgen dat de glijders aan beide zijden van de werkende cilinder ongelijk belast worden, terwijl machine-interne factoren mogelijk het gevolg zijn van de twee werkende cilinders die druk uitoefenen op beide uiteinden van de glijder, waardoor het werkzwaartepunt naar het midden verschuift, wat op zijn beurt de vormgeving en verdere bewerking van het product beïnvloedt.
Oplossing
Los externe factoren op: verwijder zware objecten die de werking van de persgietvorm beïnvloeden, en zorg ervoor dat de sliders aan beide zijden van de werkingscilinder gelijkmatig belast worden.
Los interne machinefactoren op: pas de methoden voor afbuigingscompensatie en drukcompensatie toe, en plaats de vervormingshoeveelheid in de richting tegengesteld aan de krachtvervorming op de werktafel, om variabele compensatie van de slider en de werktafel te realiseren. Hierdoor wordt de drukverdeling van de werkingscilinders aan beide zijden van de persgietvorm uniformer.
Specifieke stappen
Aanpassing van externe factoren:
Verwijder zware objecten die de werking van de persgietvorm beïnvloeden.
Zorg ervoor dat er geen vreemde objecten op het lichaam van de persgietvorm aanwezig zijn, en let altijd op de werkomstandigheden van de persgietvorm om ongelijke druk aan beide zijden zoveel mogelijk te voorkomen.
Aanpassing van interne machinefactoren:
Plaats een vervormingshoeveelheid in de tegenovergestelde richting van de krachtvervorming op de werkbank tussen de glijder en de bovenmatrijs van de persinstallatie om buigcompensatie te realiseren.
Gebruik hydraulische compensatie en mechanische compensatie om drukcompensatie te realiseren.
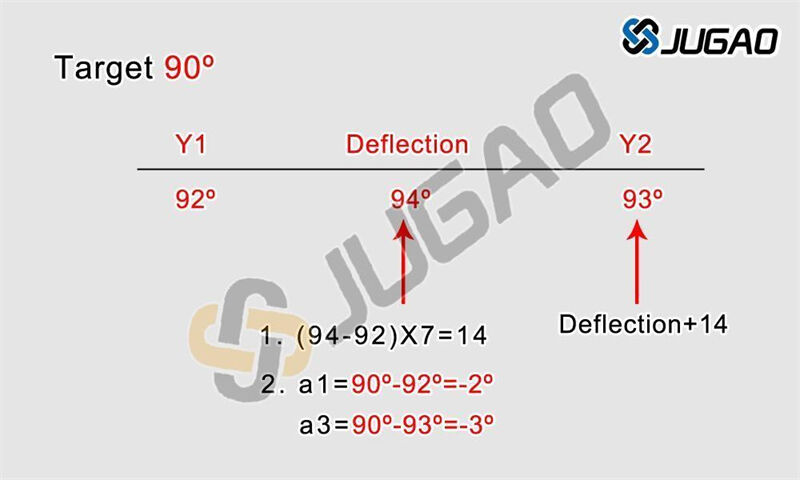
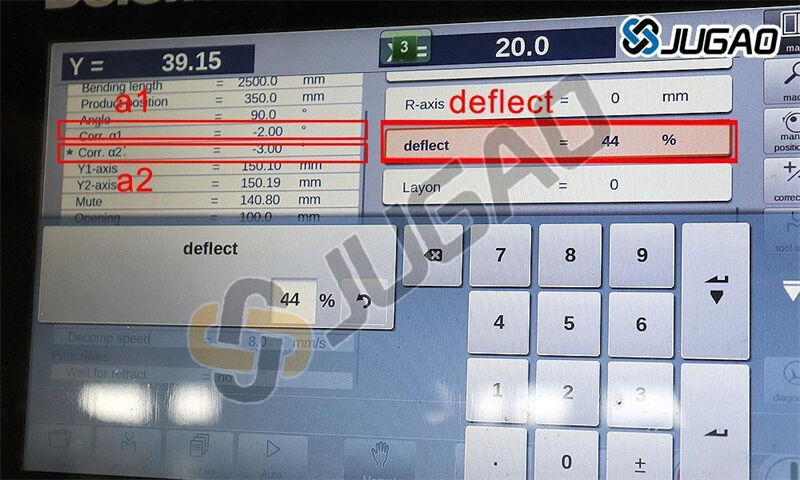
Neem de volgende figuur als voorbeeld

Controleer en stel gereedschappen uit
Verkeerd uitgelijnde of versleten gereedschappen zijn een veelvoorkomende oorzaak van hoekafwijkingen. Zorg ervoor dat de boven- en ondermatrijzen correct zijn uitgelijnd en vrij van beschadigingen. Vervang versleten onderdelen om nauwkeurigheid te behouden.

Herkalibreer de CNC-regelaar
Na verloop van tijd kan de machinecontroller afwijken van de oorspronkelijke instellingen. Herkalibreer het CNC-systeem om ervoor te zorgen dat het buwcommando's nauwkeurig interpreteert en uitvoert.
Controleer materiaaleenparigheid
Verschillen in materiaaldikte, hardheid of korrelrichting kunnen de buigresultaten beïnvloeden. Controleer de materiaaleigenschappen en zorg voor uniformiteit voordat u met het buigen begint.
Voer Regelmatig Onderhoud Uit
Routineonderhoud, inclusief smering, hydraulische systeemcontrole en mechanische inspecties, kan veel problemen voorkomen voordat ze ontstaan. Een goed onderhouden machine werkt betrouwbaarder.
Machine-instellingen finetunen
Pas parameters aan zoals buigsnelheid, druk en positie van de achtersteun om de prestaties te optimaliseren voor specifieke materialen en ontwerpen.
Veelvoorkomende scenario's oplossen
Een veelvoorkomend probleem bij hydraulische NC-persen is ongelijke hoeken langs dezelfde buiglijn. Bijvoorbeeld: een doelhoek van 90° kan resulteren in 89° aan één kant en 91° aan de andere kant. Dit probleem wordt vaak veroorzaakt door ongelijkmatige drukverdeling of onjuiste uitlijning.

Door op een systematische manier het gereedschap uit te lijnen, de controller te kalibreren en materiaalcontroles uit te voeren, kunt u de precisie van uw buigwerk herstellen.
Voorzorgsmaatregelen
* Controleer voordat u de pers gebruikt of er geen vreemde objecten op het machinehuis aanwezig zijn en let altijd op de werkingstoestand van de pers.
* Reinig en onderhoud de persbrug regelmatig om het aantal storingen te verminderen.
* Volg de specifieke bedieningsinstructies in de handleiding van de fabrikant om veilige en effectieve afstellingen te garanderen.
Conclusie
Het behouden van consistente buighoeken vereist een combinatie van juiste machine-instelling, regelmatig onderhoud en aandacht voor materiaaldetails. Volg deze best practices op om fouten te minimaliseren en de efficiëntie van uw NC-persbrug te verbeteren.

