















































CYBELEC CybTouch 12: deskundigstips voor gereedschapsbeheer
Inhoudsopgave
• Inleiding
• Ponsconfiguratie
• Stapsgewijze aanmaak en wijziging van ponzen
• Matrijsconfiguratie
• Stapsgewijze aanmaak en wijziging van matrijzen
• Gestandaardiseerde gereedschapsnaamgevingsconventies
○ Ponsnaamgevingsregels
○ Matrijsnaamgevingsregels
• Bediening en veiligheid van de achterste afstandhouder
• Veelgestelde vragen (FAQ)
○ Hoe optimaliseer je de prestaties van het CYBELEC CybTouch 12 gereedschapsbeheer?
○ Wat moet je doen als het systeem een gereedschap niet herkent?
○ Kunnen gereedschapsinstellingen in het systeem worden aangepast?
• Conclusie
Efficiënt gereedschapsbeheer is de hoeksteen van gestroomlijnde CNC-bewerkingsprocessen, en het beheersen hiervan voor het CYBELEC CybTouch 12-systeem is essentieel om de precisie en productiviteit in de metaalbewerking te verbeteren. Deze handleiding bevat praktische, direct toepasbare strategieën voor het beheren van gereedschappen op het CybTouch 12-platform, specifiek afgestemd op zowel nieuwe gebruikers die kennismaken met het systeem als ervaren operators die hun werkstromen willen verfijnen. Door deze richtlijnen te volgen, ontsluit u het volledige potentieel van de gereedschapsbeheermogelijkheden van het systeem en minimaliseert u fouten in uw buigprocessen.
Inleiding
De module voor gereedschapsbeheer van de CYBELEC CybTouch 12 stelt gebruikers in staat om machinegereedschappen aan te maken en te configureren—een essentiële stap voor nauwkeurige buigberekeningen en -uitvoering. Nadat de juiste stempel en matrijs zijn geselecteerd en geconfigureerd, hoeven operators alleen de gewenste buighoek en flenslengte (L) in te voeren. Het CybTouch-12-systeem berekent vervolgens automatisch de exacte X- en Y-asposities die nodig zijn voor de buigbewerking, wat garant staat voor consistente nauwkeurigheid bij elke bewerkingsoperatie.
Stempelconfiguratie
Basisinstructies voor selectie
Om een vooraf geconfigureerde stempel te selecteren, navigeert u via de pijltoetsen op de interface door de stempelbibliotheek van het systeem en keert u terug naar de numerieke buigpagina om de selectie toe te passen.
Stapsgewijze aanmaak en wijziging van een stempel
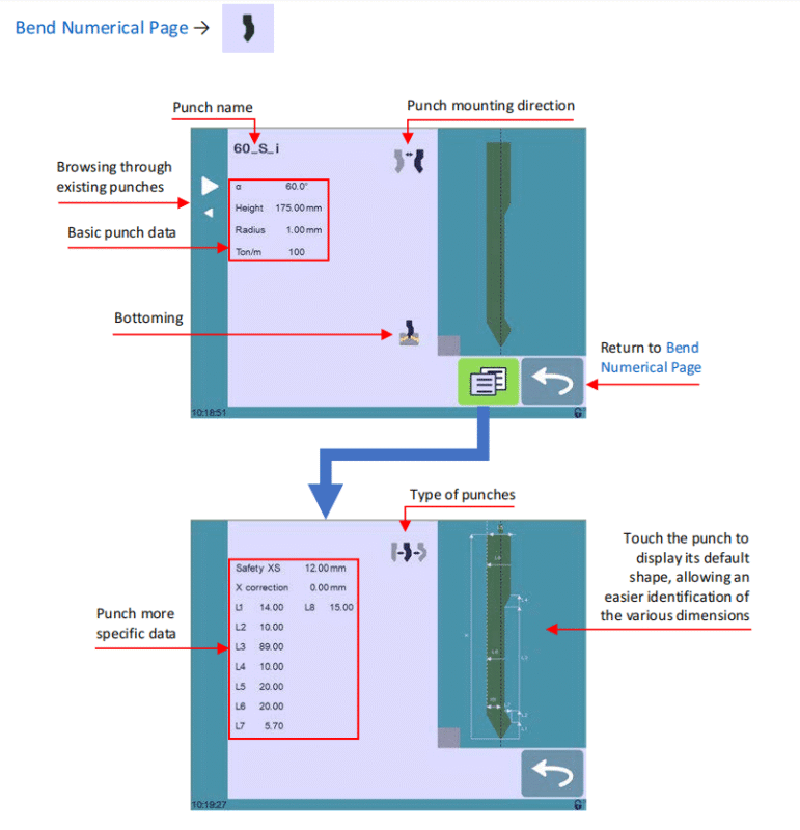
Als er nog geen stansgereedschap in het systeem is aangemaakt, wordt in het veld voor stansgereedschap standaard "???" weergegeven. Voor bestaande stansbibliotheken selecteert het systeem automatisch het laatst gebruikte stansgereedschap (bijv. 60_S_i); houd er rekening mee dat eventuele wijzigingen het oorspronkelijke stansgereedschap niet overschrijven, aangezien bewerkte instellingen worden opgeslagen onder een nieuwe, aangepaste naam. Volg deze 13 stappen om een stansgereedschap aan te maken of te wijzigen:
1. Tik op het pictogram voor stansgereedschap om de configuratieinterface voor stansdetails te openen.
2. Voer de belangrijkste fysieke parameters van het nieuwe stansgereedschap in: stanshoek (α), hoogte, straal en ton per meter (Ton/m).
3. Gebruik de knop voor de montageoriëntatie van het stansgereedschap om het stansgereedschap om te keren, indien de bewerkingsopstelling dit vereist.
4. Selecteer het pictogram 'Bottoming' om het stansgereedschap te markeren als een slijtvast gereedschap voor bottoming-operaties.
5. Tik op de knop 'Menu' om toegang te krijgen tot de pagina 'Meer' voor geavanceerde parameterinstellingen.
6. Gebruik het pictogram 'Soort stansgereedschap' om het structurele type van het stansgereedschap te selecteren: recht, normaal of gansnek.
7. Raadpleeg de grafische weergave van de tool aan de rechterkant van het scherm om de gedetailleerde afmetingswaarden (L1 tot Lx) in te voeren. Door op de afbeelding te tikken wordt de standaardafmetingsopstelling van de tool geladen, waardoor het identificeren en invoeren van elke parameter wordt vereenvoudigd.
De afmetingsnormen L1 tot Lx zijn identiek aan die gebruikt in de PC 1200-, DNC 880S- en ModEva-systemen. Voor gebruik van gereedschappen over meerdere systemen heen kunt u parameterlijsten exporteren uit de PC1200 en deze gebruiken om de CybTouch 12 te programmeren — wij raden aan om identieke namen toe te wijzen aan dezelfde gereedschappen in alle systemen, voor consistentie.
8. Voer de kritieke veiligheids- en kalibratiewaarden in:
○ Veiligheid XS: De veilige afstand tussen de stempel en de achterste richtmaat langs de X-as.
○ X-correctie: Kalibratiewaarde om eventuele misuitlijning van de stempel te corrigeren.
9. Ga terug naar de vorige configuratiepagina (een wachtwoord voor toegangsniveau 2 is vereist om elke gereedschapsconfiguratie in het systeem op te slaan).

10. Tik op de huidige stempelnaam (bijv. 60_S_i) om het opslagproces te starten.
11. Selecteer 'Opslaan pons' om de bestaande toolparameters te overschrijven, of selecteer 'Pons opslaan als' om de gewijzigde/nieuwe pons op te slaan onder een unieke naam.
12. Gebruik het alfanumerieke toetsenbord van het systeem om de nieuwe ponsnaam in te voeren, waarbij u zich houdt aan de gestandaardiseerde naamgevingsconventies die in de volgende sectie zijn beschreven.
13. Tik op de
terug-knop om terug te keren naar de hoofdprogrammapagina; de zojuist opgeslagen pons wordt automatisch geselecteerd en is direct klaar voor gebruik bij bewerkingsoperaties.
Matrijsconfiguratie
Basisinstructies voor selectie
De keuze van de matrijs verloopt op dezelfde manier als de keuze van de pons: blader via de pijltoetsen door de vooraf opgeslagen matrijsbibliotheek van het systeem en schakel vervolgens terug naar de numerieke buigpagina om de selectie te bevestigen.
Stap-voor-stap aanmaken en wijzigen van een matrijs
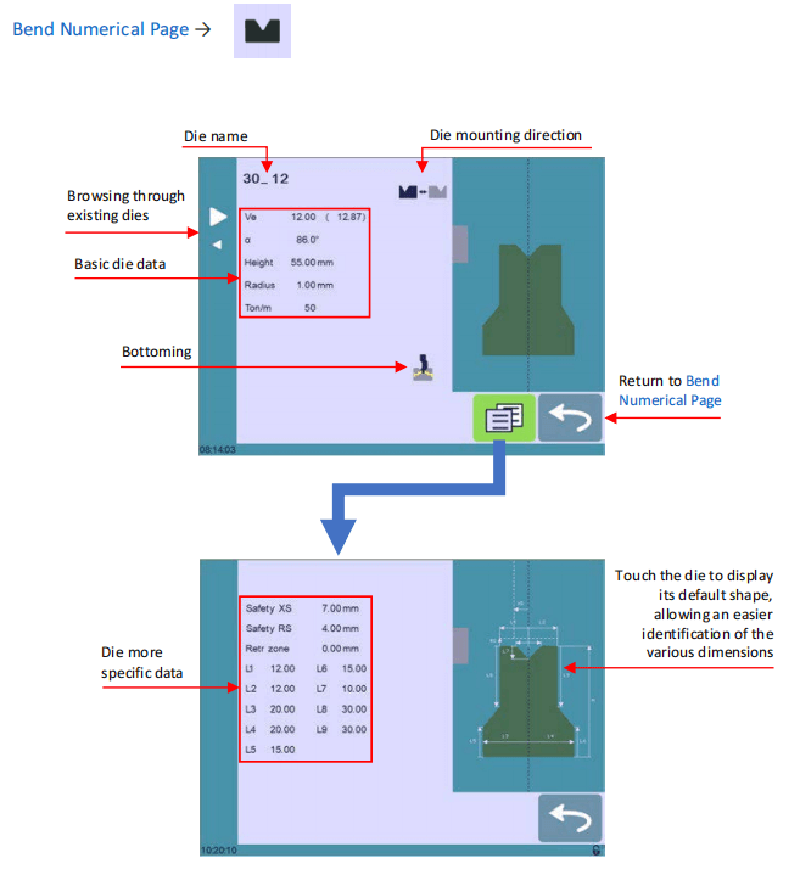
Als er geen stempel is geconfigureerd in het systeem, wordt op het stempelveld "???" weergegeven; voor bestaande stempelbibliotheken laadt het systeem de laatst gebruikte stempel (bijv. 30_12). Wijzigingen aan een bestaande stempel hebben geen invloed op de oorspronkelijke parameters, aangezien alle wijzigingen onder een nieuwe naam worden opgeslagen. Voltooi de volgende 12 stappen om een stempel te maken of te wijzigen:
1. Tik op het stempelpictogram om de interface voor gedetailleerde stempelconfiguratie te openen.
2. Voer de kernfysieke parameters van de nieuwe stempel in: stempelbreedte (Ve), hoek (α), hoogte, straal en tonnage per meter (Ton/m).
3. Gebruik de knop 'Montagerichting stempel' om de stempel om te keren indien nodig voor de bewerkingsopstelling.
4. Selecteer het pictogram 'Bottoming' om de stempel te classificeren als een slijtvaste tool voor bottoming-processen.
5. Tik op de knop 'MENU' om de pagina 'Meer' te openen voor geavanceerde afmetings- en veiligheidsinstellingen.
6. Raadpleeg de grafische stempelweergave aan de rechterkant van het scherm om gedetailleerde afmetingen in te voeren (L1 tot Lx). Door op de afbeelding te tikken wordt de standaardafmetingsopstelling van de stempel weergegeven, waardoor het invoeren van nauwkeurige waarden eenvoudiger wordt.
Net als stempels komen de L1 tot Lx-afmetingen voor matrijzen overeen met de normen van de PC 1200-, DNC 880S- en ModEva-systemen. Voor compatibiliteit tussen systemen kunt u stempelparameters exporteren vanuit PC1200 en deze gebruiken voor CybTouch 12-programmering; gebruik dezelfde namen voor identieke stempels in alle systemen.
7. Voer de geavanceerde veiligheids- en bedrijfswaarden in:
○ Veiligheid XS: Veilige afstand tussen de stempel en de achterste richtlijn langs de X-as.
○ Veiligheid RS: Veilige afstand tussen de stempel en de achterste richtlijn langs de R-as.
○ Intrekkingsgebied: Het vooraf ingestelde intrekkingsgebied voor de stempel tijdens de bedrijfsvoering.
8. Ga terug naar de vorige configuratiepagina (een wachtwoord van niveau 2 is verplicht om stempelconfiguraties op te slaan).
9. Tik op de huidige stempelnaam (bijv. 30_12) om de opslagprocedure te starten.
10. Kies 'Opslaan' om de oorspronkelijke stempelparameters te overschrijven, of kies 'Opslaan als' om de nieuwe/gewijzigde stempel op te slaan onder een aangepaste naam.
11. Gebruik het alfanumerieke toetsenbord om de nieuwe stempelnaam in te voeren, volgens de gestandaardiseerde naamgevingsregels van het systeem.
12. Tik op de
terug-knop om terug te keren naar de hoofdprogrammapagina; de zojuist opgeslagen stempel wordt automatisch geselecteerd en is direct klaar voor gebruik.
Gestandaardiseerde naamgevingsconventies voor gereedschap
Het toepassen van een consistente naamgevingsconventie voor ponsen en stempels is essentieel voor efficiënt gereedschapsbeheer op de CYBELEC CybTouch 12. Een duidelijk en uniform naamgevingssysteem maakt snelle en nauwkeurige identificatie van elk gereedschap in de bibliotheek mogelijk; teams kunnen bovendien aanvullende aangepaste regels vaststellen op basis van hun specifieke productiebehoeften om de organisatie-efficiëntie verder te verbeteren en fouten bij de gereedschapsselectie te verminderen.
Regels voor ponsnamen
Ponsnamen moeten bestaan uit drie opeenvolgende onderdelen: pons-hoek → pons-type → inversiestatus.

Afkortingen voor pons-type:
• N = Normaal
• S = Recht
• G = Zwaanenhals
Afkorting voor omkering:
• i = Omgekeerd (weglaten als de stempel zich in de standaard, niet-omgekeerde positie bevindt)
Voorbeelden: 90_N_i, 60_G, 30_S
Regels voor het benoemen van matrijzen
De naamgeving van matrijzen volgt een vergelijkbaar gestructureerd formaat als dat van stempels, met drie kerncomponenten: matrijsbreedte (Ve-afmeting) → matrijshoek → omkeringsstatus. Gebruik dezelfde afkorting voor omkering (i = omgekeerd) bij matrijzen en laat de afkorting weg als de matrijs zich in de standaard montagepositie bevindt.
Voorbeelden: 12_86_i, 16_86, 20_30
Bediening en veiligheid van de achterste aanslag
De cyclusfunctie van de achterste aanslag is een essentiële functie voor veilig en efficiënt gereedschapsbeheer op de CYBELEC CybTouch 12, specifiek ontworpen voor aanpassingen van de achterste aanslag. Deze functie beweegt de achterste aanslagen volledig naar voren, zodat operators de nodige kalibraties en aanpassingen kunnen uitvoeren zonder hun handen of armen tussen de machinesgereedschappen te plaatsen — waardoor een belangrijke veiligheidsrisico in het bewerkingsproces wordt geëlimineerd.
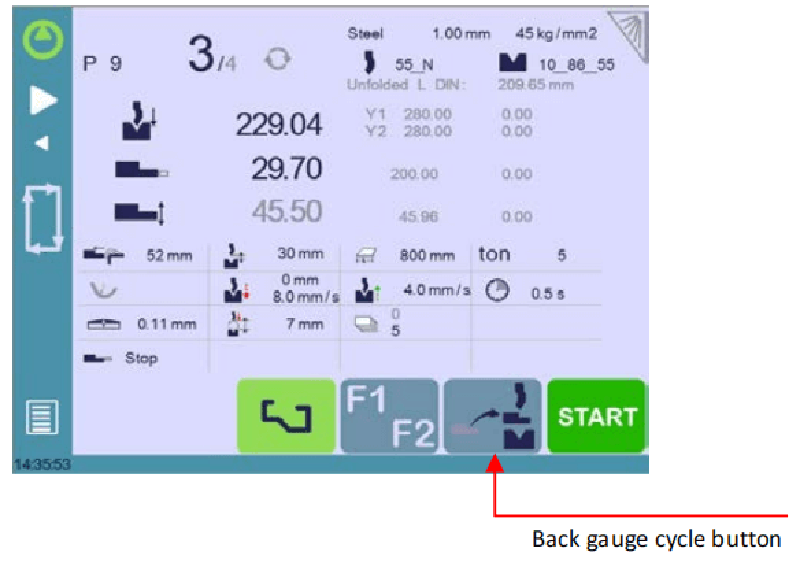
Belangrijke opmerking: De zichtbaarheid en beschikbaarheid van de achtermaat-cyclusfunctie is afhankelijk van de huidige configuratie en indexeringsstatus van de machine en kan mogelijk niet toegankelijk zijn in alle bedrijfsmodi.
Stapsgewijze werkwijze voor de achtermaat-cyclus
1. Controleer of de machine correct geïndexeerd is; de knop voor de achtermaat-cyclus is grijs en niet beschikbaar als de indexering onvolledig is.
2. Druk langer dan 2 seconden op de knop voor de achtermaat-cyclus om de functie te activeren.
3. De achtermatten bewegen naar hun uiterste voorwaartse positie, tussen de stempel en de matrijs. Als de balk van de machine zich niet in de bovenste dode punt (TDC) bevindt, beweegt deze eerst volledig omhoog voordat de achtermatten beginnen te bewegen.
4. Nadat alle aanpassingen van de achtermatten zijn voltooid, tikt u opnieuw op de cyclusknop om de functie te deactiveren en drukt u vervolgens op de START-knop om de normale machinebedrijfsvoering te hervatten.
Frequently Asked Questions (FAQ)
Hoe optimaliseert u de prestaties van het CYBELEC CybTouch 12 gereedschapsbeheer?
Voor optimale prestaties van de toolbeheermodule van de CybTouch 12 moet elk gereedschap in de bibliotheek nauwkeurig worden geïdentificeerd en volledig geparametriseerd met actuele fysieke en operationele gegevens. Voer regelmatig controles uit op de nauwkeurigheid van de gereedschapsgegevens en controleer de compatibiliteit tussen de gereedschapsinstellingen en de algemene machineconfiguratie—dit waarborgt een naadloze integratie tussen gereedschappen en bewerkingsprocessen en minimaliseert stilstand.
Wat te doen wanneer het systeem een gereedschap niet herkent?
Als de CYBELEC CybTouch 12 een stans- of matrijsgereedschap niet detecteert, controleer dan eerst of het gereedschap correct is ingebracht en mechanisch uitgelijnd in de machine. Controleer vervolgens de parameters van het gereedschap in de gereedschapsbeheerinterface van het systeem en voer eventueel onjuiste gegevens opnieuw in of corrigeer ze. Bevestig ten slotte dat de systeemsoftware bijgewerkt is naar de nieuwste versie om eventuele software-gereedschapcompatibiliteitsproblemen op te lossen.
Kunnen gereedschapsinstellingen in het systeem worden aangepast?
Ja, volledige aanpassing van de toolinstellingen is beschikbaar op de CYBELEC CybTouch 12. Open de toolbeheerinterface om alle relevante parameters aan te passen, waaronder de fysieke afmetingen van stans/matrijs, het type werkstukmateriaal en compensatiewaarden, zodat deze overeenkomen met de specifieke eisen van uw bewerkingsprocessen. Zorg er altijd voor dat alle aangepaste instellingen correct worden opgeslagen in het systeem om consistente resultaten te garanderen tijdens productieruns.
Conclusie
Het beheersen van de toolbeheermogelijkheden van de CYBELEC CybTouch 12 vereist een duidelijk begrip van de kernfunctionaliteiten van het systeem, een goed georganiseerde toolbibliotheek en consistente onderhouds- en updateprocedures voor alle toolconfiguraties. Door de stapsgewijze richtlijnen, naamgevingsconventies en veiligheidsprotocollen die in deze handleiding zijn uiteengezet toe te passen, kunt u uw CNC-bewerkingsworkflow optimaliseren, operationele fouten aanzienlijk verminderen en zowel de precisie als de efficiëntie van uw metaalbewerkingsprocessen verbeteren.
Voor persoonlijke ondersteuning om het potentieel van uw machine maximaal te benutten of om specifieke uitdagingen op het gebied van gereedschapsbeheer op te lossen, neemt u contact op met ons technische ondersteuningsteam. Verder kunt u onze bibliotheek met gerelateerde technische documenten raadplegen om uw expertise te verdiepen en de volledige kracht van het CYBELEC CybTouch 12-gereedschapsbeheersysteem te ontsluiten.

