















































Veelvoorkomende problemen tijdens het lassen met lasrobots
Het lasresultaat van robots wordt beïnvloed door vele factoren. Veel klanten ondervinden diverse problemen voordat ze voldoende ervaring hebben opgedaan met het gebruik van lasrobots. Deze problemen worden over het algemeen veroorzaakt door onjuiste bediening of ongeschikte robotinstellingen en kunnen worden opgelost met geschikte aanpassingen. Hieronder bespreken we enkele veelvoorkomende problemen die optreden tijdens het gebruik van lasrobots, evenals de bijbehorende oplossingen.
I. Mislukte boogontsteking tijdens het lassen
1. Boog is nog niet ontstaan

Oorzaak: Het programma bevat geen overeenkomstige boogontstekingsopdracht voordat de boogafsluitingsopdracht wordt uitgevoerd.
Oplossing: Controleer of er een extra boogbeëindigingsopdracht of een extra booginitiatieopdracht is toegevoegd.
2. Mislukte booginitiatie, signaaldetectiefout

Methode voor probleemoplossing:
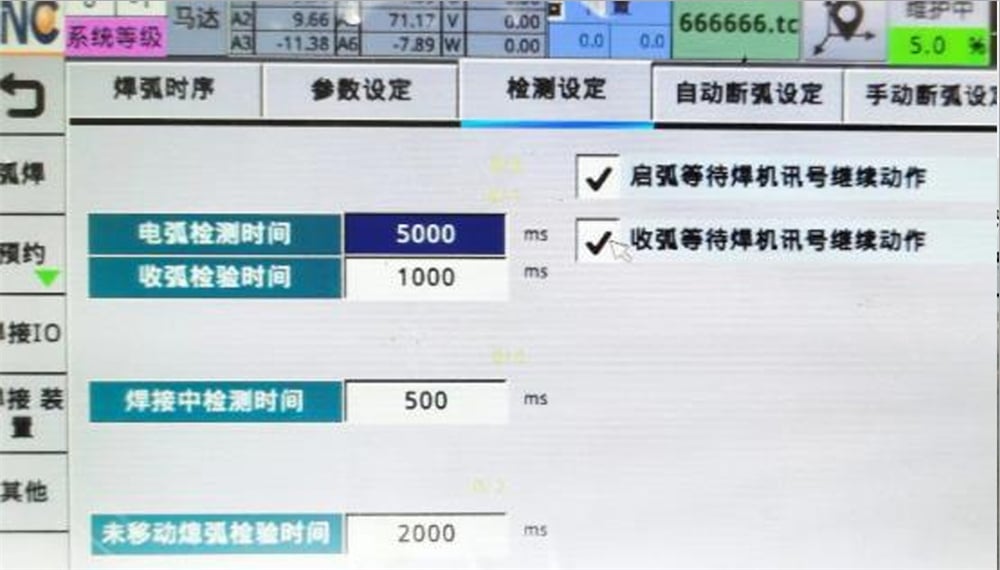
1) Controleer de instelling voor de tijd van onderbreking van de las op de parameterpagina. Over het algemeen is een tijdinstelling van 5000 ms geschikt.
2) Controleer of het signaal van de lasmachine succesvol naar het systeem wordt verzonden.
3) Controleer of het werkstuk is geaard.
3. Boogvorming en draadbreuk
Oorzaken:
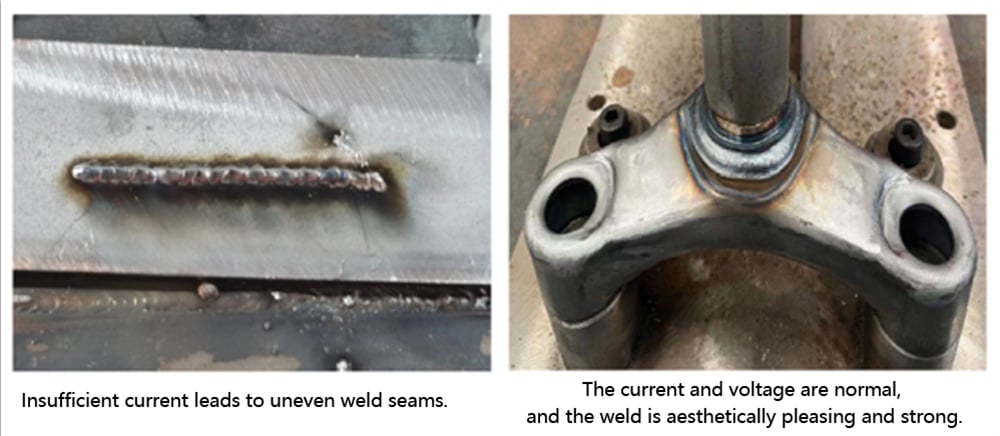
1) Stroom- en spanningsovereenkomst
Oplossing: We moeten de stroom en spanning instellen op basis van de werkelijke dikte van het werkstuk en de lasmachine.
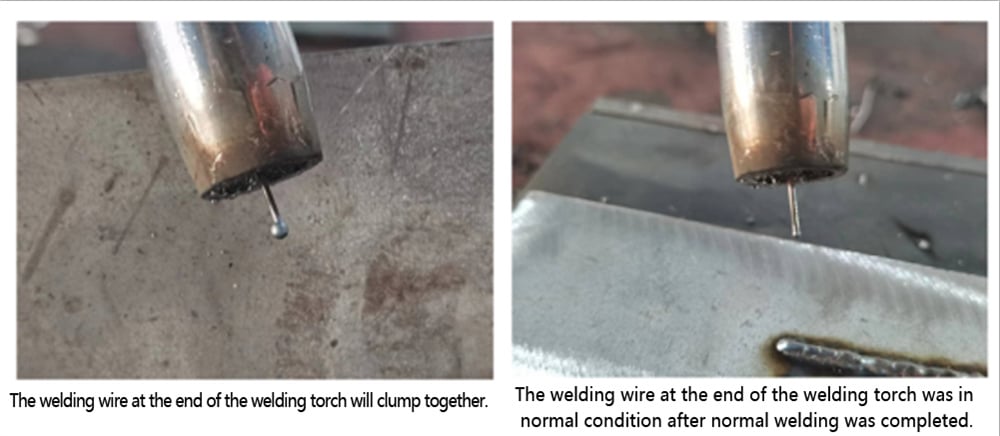
2) De lasdraadlengte is te lang.
Oplossing: Over het algemeen dient de lengte van de uitstekende lasdraad 10 tot 15 keer de diameter van de lasdraad te bedragen. Kies een geschikte lasdraadlengte op basis van de diameter van de lasdraad.
4. Automatische boogdoodstilling vindt plaats na het ontsteken van de boog.

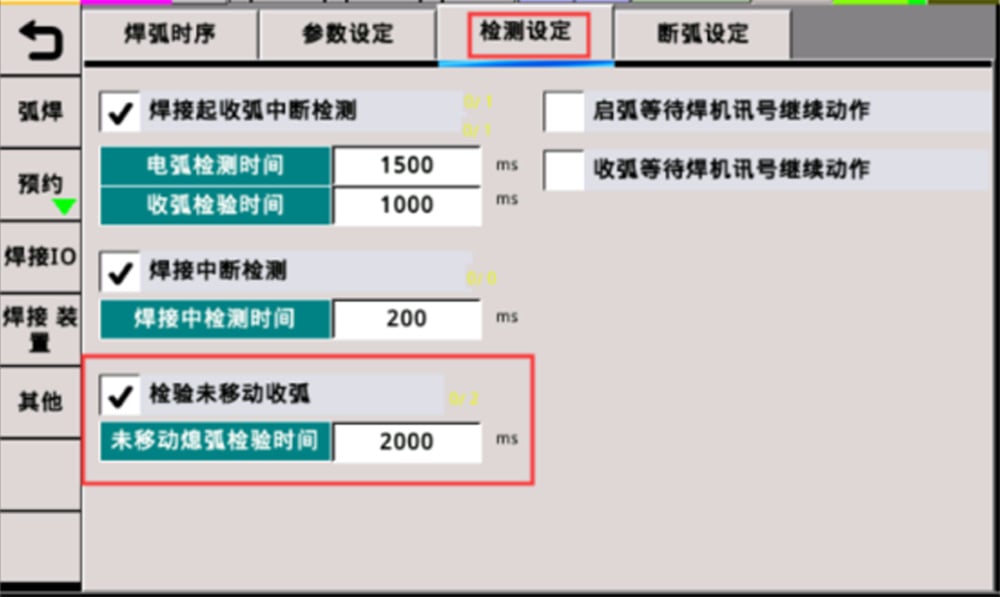
Probleemoplossing: Controleer of er een probleem is met de tijdinstelling van de parameter en controleer of de laspistool is verplaatst.
II. Boogonderbreking treedt op tijdens het lassen.
Oorzaken:
1. De lasdraad raakt het werkstuk niet, waardoor een boogonderbrekingsalarm wordt geactiveerd.
Oplossing: Stel de positie van de lasdraad en het werkstuk opnieuw in om volledig contact tijdens het lassen te garanderen. (De draad mag echter niet te dicht bij het werkstuk komen, omdat dit doorbranding kan veroorzaken.)
2. Een onjuist laspad veroorzaakt een botsing van de laspistool, waardoor deze automatisch omhooggaat.
Oplossing: Stel het laspad opnieuw in.
3. Slecht contact tussen de positieve en negatieve elektroden van de lassmachine.
Oplossing: Controleer de bedrading van de positieve en negatieve elektroden.
III. Redenen voor mislukte boogdoodstilling na het lassen:
1. Mislukte boogbeëindiging door fout bij signaaldetectie.
Oorzaak: De lasmachine heeft geen signaal ontvangen van de robot, waardoor de boogbeëindiging door de robot is mislukt.
Probleemoplossing:
(1) Controleer of de instelparameters redelijk zijn.
(2) Controleer de I/O-signalen en of het signaal voor de boogbeëindigings-I-punt abnormaal is. Als het I-puntsignaal constant AAN blijft staan...
(3) Controleer of er een kortsluiting in de stroomkring is en of de aardedraad abnormaal is aangesloten.
2. Er is geen boogbeëindigingsopdracht ingesteld na het starten van de boog.

Oorzaak: Wanneer deze alarmmelding op de teachpendant verschijnt, controleer dan of de boogbeëindigingsopdracht is vergeten.
Oplossing: Voeg een boogbeëindigingsopdracht toe na de boogstartopdracht in het programma.
Dit artikel behandelt voornamelijk problemen met betrekking tot boogstart, boogbeëindiging en onderbreking van de boog tijdens het lassen met lasrobots. Gebruikers kunnen, indien zij dergelijke problemen ondervinden, de hierboven genoemde oplossingen raadplegen. Indien het probleem niet kan worden opgelost, neem dan contact op met het technische personeel van JUGAO.
De lasrobot is een geautomatiseerde robot die meerdere lasfuncties integreert, zoals gasbeschermde lassingen, argonbooglassen, plasma-uitsnijden en laserlassen. Hij biedt een hoge flexibiliteit, sterke aanpasbaarheid, een hoog lasrendement en een stabiele laskwaliteit, en kan op grote schaal worden ingezet in diverse sectoren, zoals machinebouw, automobielproductie, precisie-elektronica en kolenmijnbouw.

