Basis-kennis over buigmatrijzen
1. Bovenste vormstuk voor buigen
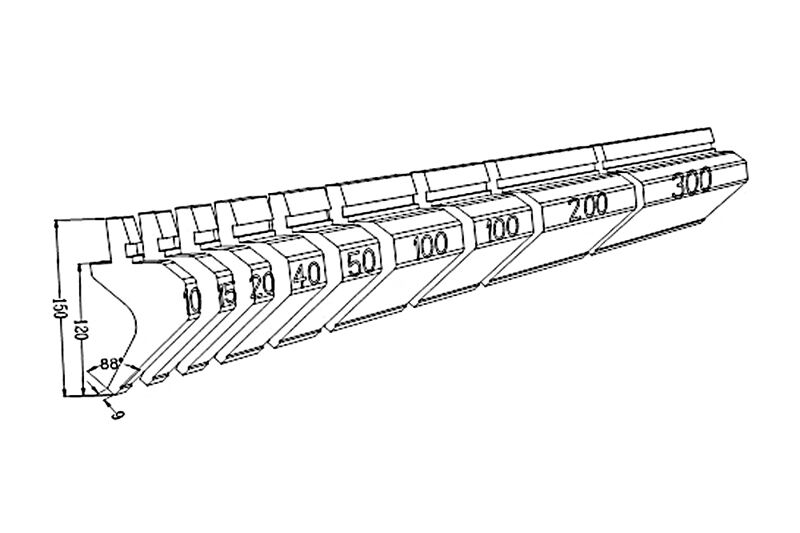
Het bovenste vormstuk wordt ook een vouwmes genoemd. Het is verdeeld in twee typen: geheel en gesplitst. De lengte van het gehele bovenste vormstuk is 415mm en 835mm. De lengte van het gesplitste type is 10, 15, 20, 40, 50, 100 (linkeroor), 100 (rechteroor), 200, 300 (mm); het gesplitste vormstuk kan worden gecombineerd tot verschillende buislengtes.
Het bovenste vormstuk is verdeeld in vier typen: rechthoekig mes, gebogen mes, boogvormig mes en speciaal mes.
(1) Typen en verwerkingseigenschappen van rechte messen
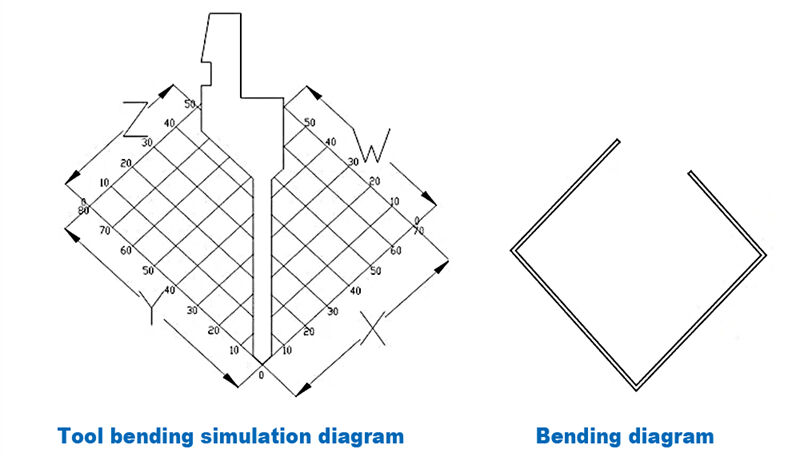
Geschikt voor het buigen van symmetrische producten, de voorkant en achterkant kunnen worden vermeden, de werkdikte is 6mm, dus de buigoog kan zo klein zijn als 6mm.
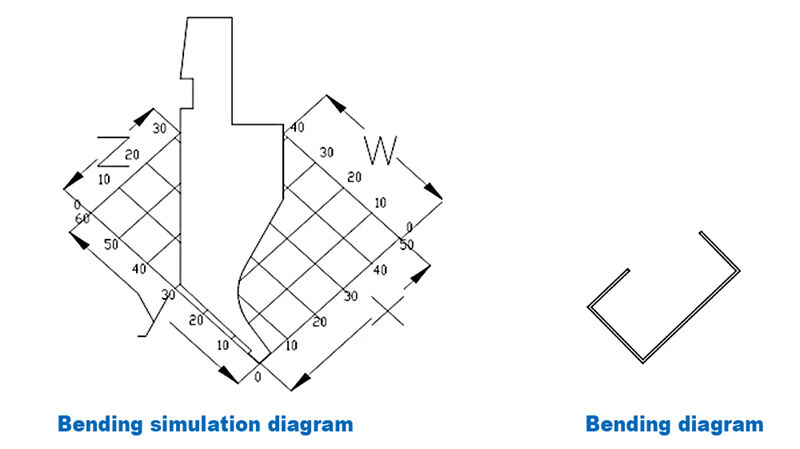
Uit de simulatiediagrammen van gereedschap-buigen kan worden gezien dat de voorkant en achterkant van het gereedschap kunnen worden vermeden, maar de lengte van Z en W is kleiner dan die van X en Y. De punt hoek van dit gereedschap is 88 graden, en de punt R-hoek is 0,2. Daarnaast worden gereedschappen met punt hoeken van 30 graden en 45 graden veel gebruikt.
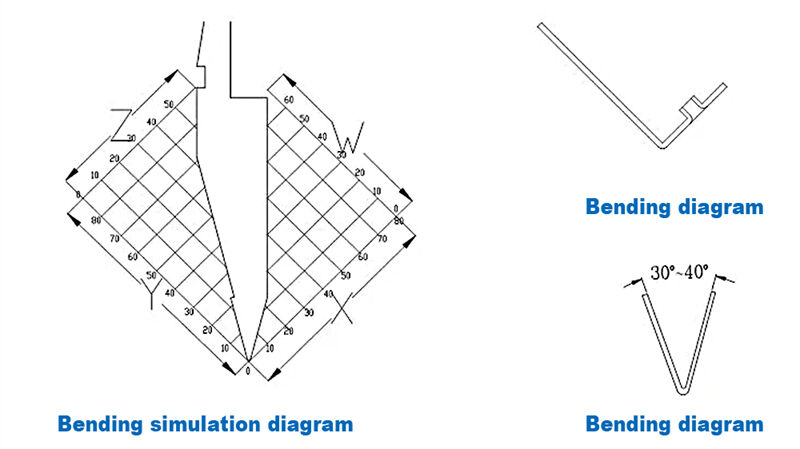
De punt hoek is 30 graden, en de punt R-hoek is 0,67, dus de buighoek kan variëren tussen 30 en 180 graden. De kleine hoek aan het uiteinde van het gereedschap kan worden gebruikt om een gat of moer te vermijden, etc. Het kan ook worden gebruikt als een diep invoegvorm, en het gereedschap kan de voorkant en achterkant vermijden.
(2) Typen en verwerkingseigenschappen van gebogen messen
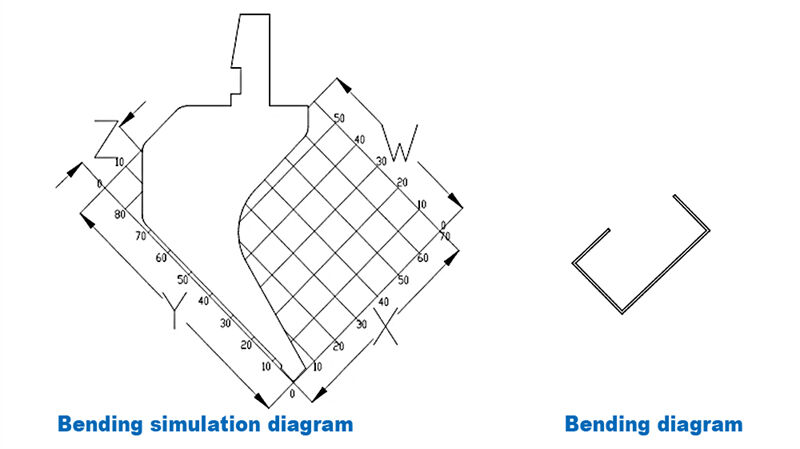
Tijdens het buigproces gebruikt het gereedschap voornamelijk de ontwijkingsbeweging in de W-richting. Wanneer X>15MM, wordt de ontwijkingss effect steeds slechter. Wanneer Y>30, is de buigconditie vervuld, anders zal het de achterkant van het mes raken. Dit type gereedschap wordt vaak een klein gebogen mes genoemd.
Tijdens het buigproces gebruikt het gereedschap voornamelijk de ontwijkingsbeweging in de W-richting. Wanneer X>25MM, wordt de ontwijkingseffect steeds slechter. Wanneer Y>75, is de buigconditie vervuld, anders zal het de achterkant van het mes raken. Dit type gereedschap wordt vaak een groot gebogen mes genoemd.
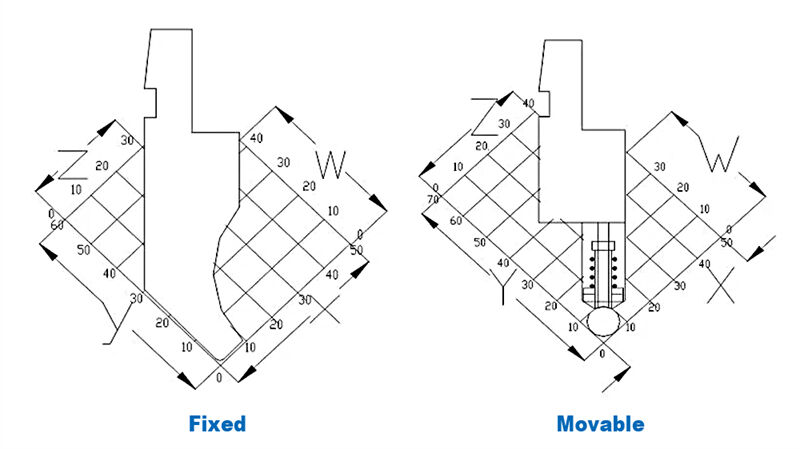
(3) Soorten en bewerkingskenmerken van boogsnijders
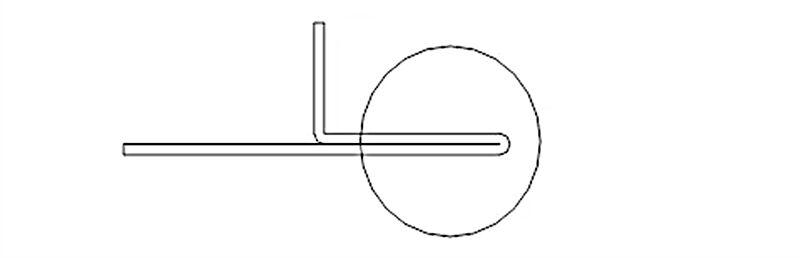
Boogscharen worden onderverdeeld in vaste en beweeglijke typen. Boogscharen voldoen aan verschillende boogbuigverwerkingstoestanden door ronde staven te vervangen. Wanneer de X-dimensie van een vaste boogschaar >10MM is, is het vermijdings-effect hetzelfde als dat van een kleine gekromde schaar. Het algemene selectiestandaard voor de onderste V-groef is de diameter van de boog plus twee plaatdiktes.
(4) Typen en verwerkingskenmerken van speciale gereedschappen
De speciale gereedschappen van de vouwmachine omvatten stapelafnemers, verdrukkingsstempels en enkele speciaal gevormde bovenste buigstempels.
a: De bestaande stapelafnemers zijn verdeeld in twee typen: 415mm en 835mm. De matenpecificaties van de segmentvorm zijn consistent met de specificaties van het gereedschapsegment. De buigvorm van de vormdiagramspecificaties wordt gevormd. Toch, wanneer de dikte van de plaat dikker is, zoals T=2.0, rekening houdend met het ernstige insinking en de beperkingen van het stempel zelf, zal het moeilijk zijn om te vormen.

b: Het bovenste deel van het verpakkingsgereedschap is een platte vorm, en het onderste deel kan worden vervangen door een gewone buigvorm voor de onderkant, maar vermijd de V-groef. Het wordt voornamelijk gebruikt voor bewerkingsmethoden zoals vlakken van scherpe randen en vastzetten van moeren.
2. Buig gereedschap onderkant
Het onderste gedeelte van de vouwmachine omvat buig ondergereedschap, invoeg ondergereedschap, verpakkings ondergereedschap, enz.
(1) Buig ondergereedschap
De keuze van het buig ondergereedschap van de vouwmachine baseert zich voornamelijk op de dikte van het te verwerken product. Momenteel is de selectiestandaard voor ondergereedschap van Yixin Company 6T, wat als richtlijn dient voor ter-plaats operaties tenzij er bijzondere omstandigheden zijn. Wanneer grote V of kleine V-groeven verwerkt moeten worden wegens beperkingen in de verwerking, moet de buigcoëfficiënt dienovereenkomstig worden aangepast.
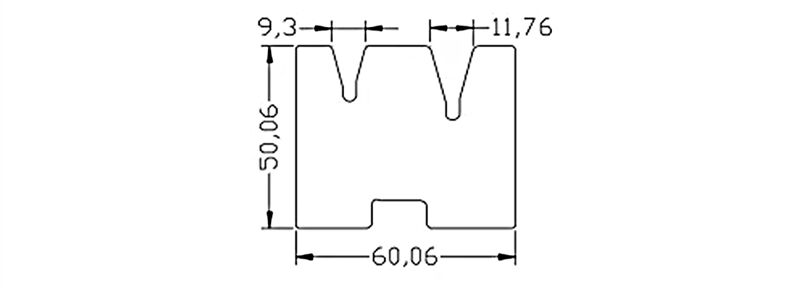
Mold analyse: De figuur toont een type onderste stempje. De typen V-groeven omvatten voornamelijk 4V, 6V, 7V, 8V, 10V, 12, 16V, 25V en enkele speciale grote V-groeven buiggereedschappen. Dit type buigend onderstel is hoofdzakelijk verdeeld in 46 hoog en 26 hoog volgens de hoogte.
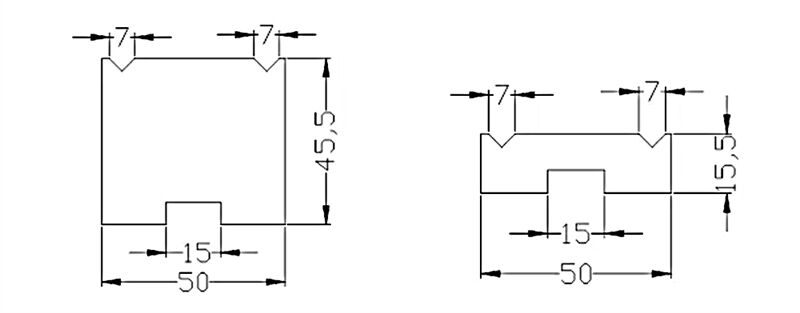
(2) Inzetdiepte onderste stempel
Mold analyse: De figuur toont een van de inzetdiepte onderste stempels. De typen V-groeven omvatten voornamelijk 4V, 6V, 8V, 12 en enkele speciale inzetdiepte onderste stempels. Het is geschikt voor het buigen en invoegen van elke hoek tussen 30-180 graden.