















































Kokie yra vamzdžių lenkimo mašinos priežiūros saugos reikalavimai?
1. Hidraulinės sistemos priežiūra
Alyvos valdymas: reguliariai tikrinkite hidraulinės alyvos lygį ir, jei reikia, papildykite tos pačios prekės ženklo ir rūšies alyva. Pakeiskite hidraulinę alyvą po pirmųjų 500 eksploatavimo valandų, o vėliau – kas 2000–3000 valandų arba kasmet. Alyvos užterštumas ar emulsifikacija yra dažna hidraulinių vožtuvų prilipimo ir netinkamo cilindrų veikimo priežastis.
Alyvos temperatūros stebėjimas: Ideali hidraulinės alyvos veikimo temperatūra yra 35 ℃–55 ℃. Ilgalaikis veikimas aukštesnėje nei 60 ℃ temperatūroje pagreitins alyvos oksidaciją ir sandarinimo elementų senėjimą. Patikrinkite, ar radiatorių ventiliatorius veikia normaliai, ir reguliariai valykite radiatorių grotelėse sukauptą alyvą ir dulkes.

Filto keitimas: Reguliariai keiskite grąžinamosios alyvos filtrą ir įsiurbiamosios alyvos filtrą pagal įrangos naudojimo instrukcijas, kad būtų užkirstas kelias priemaišoms patekti į hidraulinę sistemą ir neleistų pažeisti siurblių bei vožtuvų.
2. Formos ir šerdies priežiūra
Valymas ir korozijos prevencija: Kiekvieno vamzdžio keitimo ar pamainos pabaigoje išvalykite lenkimo formą, spaustukų formą, raukšlių prevencijos formą ir šerdį nuo metalo drožlių ir dumblo. Ilgesniam laikui nenaudojamoms formoms taikykite korozijos prevencijos alyvą.
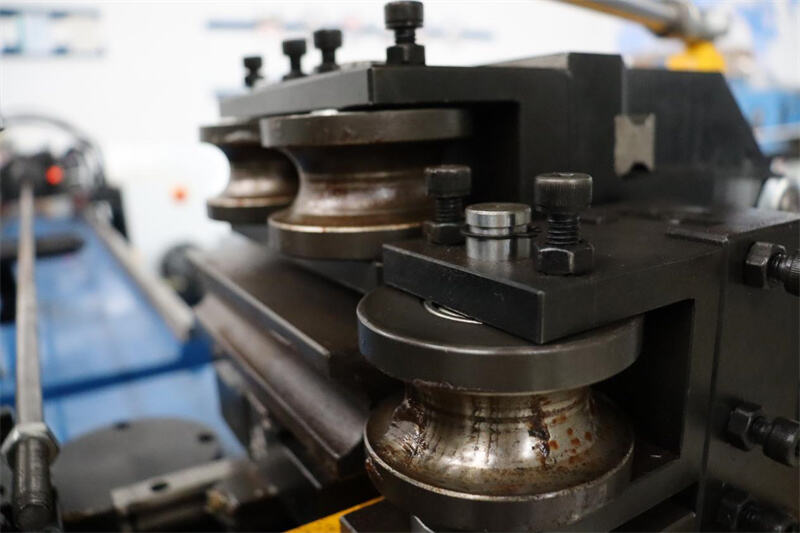
Dėvėjimosi patikrinimas: reguliariai tikrinkite šablonų darbo paviršių dėl įdubimų, brūkšnių ar vietinio dėvėjimosi. Per didelis dėvėjimasis gali sukelti raukšles ir per didelį ovalumą lenkiamose vamzdyne; laiku reikia remontuoti ar keisti šablonus.
Šerdies būklė: rutulio galvos šerdies sujungimai turi laisvai suktis. Reguliariai tikrinkite šerdies strypą dėl išsilenkimo ir brūkšnių. Netikslus šerdies pozicionavimas ar dėvėjimasis yra pagrindinė plonosienių vamzdynų įlinkimo ir lenkimo priežastis.
3. Elektros ir variklių priežiūra
Valymas ir šilumos šalinimas: reguliariai valykite dulkes iš elektros valdymo skydo ir tikrinkite aušinimo ventiliatoriaus veikimą. Tikslūs komponentai, pvz., dažnio keitikliai ir servovarikliai, yra jautrūs dulkiams; sunkiose aplinkos sąlygose rekomenduojama įdiegti filtrus arba oro kondicionavimą elektros valdymo skyde.
laidų patikrinimas: kas ketvirtį patikrinkite variklio galus ir kontaktoriaus kontaktus dėl atlaisvinimo, oksidacijos ar degimo žymių. Vienfazis veikimas gali sukelti variklio perkaitimą ir greitą jo nudegimą.
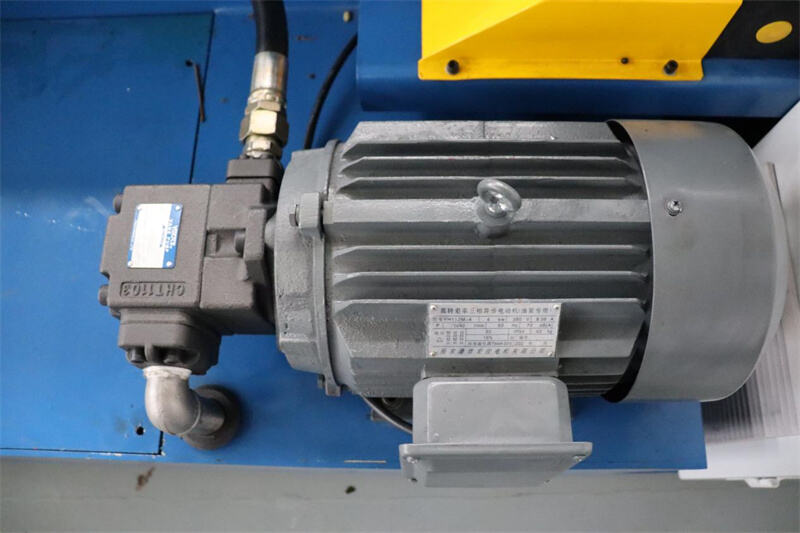
Variklio tepimas: varikliams su guolių tepimo skylutėmis periodiškai papildykite tepalą. Jei pasigirsta netipiniai garsai ar padidėja virpesiai, nedelsdami patikrinkite guolių nusidėvėjimą.
4. Mechaninis perdavimas ir tepimas
Vadovaujančiosios bėglių ir grūdelinės veržlės: padavimo ašies ir sukimosi ašies tiesiaeigės vadovaujančiosios bėglių ir rutulinės veržlės reikalauja reguliaraus valymo ir specialaus tepalo papildymo. Pažeistos vadovaujančiųjų bėglių apsauginės dangtelės turi būti nedelsiant pakeistos, kad būtų užkirstas kelias šukoms patekti ir pažeisti ritinėjimo elementų.
Reduktorius ir pavaros: patikrinkite reduktoriaus tepalo lygį ir reguliariai keiskite pavaros tepalą pagal įrangos reikalavimus. Lenkimo rankenos pavaros turi būti nuolat tepamos; bet koks stiprus pavaros dantų nusidėvėjimas ar įdubimai reikalauja nedelsiant imtis veiksmų.
Fiksuojančiųjų detalių patikrinimas: Ilgalaikis įrangos virpėjimas gali sukelti tvirtinimo varžtų ir formos fiksavimo varžtų atlaisvinimą; prieš kiekvienos pamainos pradžią reikia atlikti greitą patikrinimą.
5. Aušinimo ir filtravimo sistema
Alyvos aušintuvas / Vandens aušintuvas: Jei įranga turi atskirą aušintuvą, kondensatoriaus radiatorių lankstus reikia reguliariai valyti, taip pat tikrinti šaldymo skysčio slėgį ir vamzdžių nutekėjimus.
Oro filtras: Hidraulinės alyvos bako oro filtras turi būti laikomas švariu, kad neleistų dulkių patekti į baką, kai keičiasi alyvos lygis.
6. Eksploatacijos tvarka ir kasdieniniai patikrinimai
Išankstinis įkaitinimas: Ypač žemose temperatūrose po paleidimo įrenginį reikia veikti tuščiąja eiga 5–10 minučių, kad hidraulinė alyva cirkuliuotų ir įšiltų prieš pradedant gamybą.
Kasdieninis patikrinimas: Reikia sudaryti kasdieninio patikrinimo žurnalą, kurio sudėtyje būtų įtraukti alyvos lygis, netipiniai garsai, alyvos nutekėjimai, formos ausimas ir oras (jei naudojama pneumatinė formos prilaikymo sistema).
Netinkamas išjungimas: jei pastebėsite netipinius garsus, virpesius, lėtą judėjimą ar staigius lenkimo kokybės pokyčius, nedelsdami sustabdykite įrenginį gedimų šalinimui, kad būtų užkirstas kelias problemos paaštrėjimui.
7. Periodinė kalibracija ir tikslumo tikrinimas
Lenkimo kampo kalibravimas: kas šešis mėnesius arba pakeitus šabloną naudokite kampų matuoklį, kad patikrintumėte atitiktį tarp įrenginio lenkimo kampo ir enkoderio grįžtamojo ryšio duomenų.
Kartotinio pozicionavimo tikslumas: patikrinkite įtempimo ilgio ir pasukimo kampo kartojamumą. Jei kartojamumas viršija leistiną nuokrypį, sureguliuokite servorajų parametrus arba patikrinkite mechaninį tarpą.
Vamzdžių lenkimo mašinos priežiūra – tai ne „tik tada remontuoti, kai ji sugenda“, o sisteminga kasdieninė užduotis. Kad įranga visada veiktų su didžiausia tikslumu ir efektyvumu, būtina taikyti keturių žingsnių ciklą – valymas, tepimas, priveržimas ir patikrinimas – kartu su standartizuota alyvos tvarkymo ir šablonų priežiūros sistema.

