















































Lazerio pjaustymo mašinos išdėstymo atsargumo priemonės
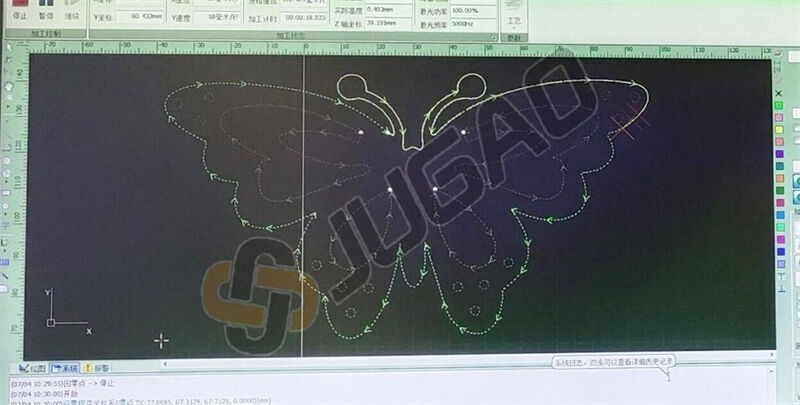
Dėl rinkos ekonomikos ir mokslo bei technologijų sparčios plėtros lazerinio pjaustymo technologija plačiai naudojama automobiliai, mašinų gamybos, elektros, stambaus ir buitinių prietaisų srityse. Paprastai prieš naudojant lazerinį pjaustymo įrenginį, mes importuosime paruoštus brėžinius į programą, o po to išdėstymo komanda išdėstys figūras ant lentos, kad lazerinis pjaustymo įrenginys galėtų apdoroti produktus partijomis. Nors išdėstymo procesas yra labai trumpas, jame slypi daug žinių. Jei išdėstymas bus neteisingas, tai turės didelę įtaką visos lentos pjaustymo efektui.

Išplanavimo metu reikia atkreipti dėmesį į šiuos aspektus:
1. Kampų lydymas
Kai lėtėja pjaunant plieno lakšto kampą, lazeris dėl perkaitimo gali išlydyti kampą, todėl kampuose susidaro mažas spindulys. Norint išlaikyti lazerio aukštą pjaustymo greitį, išvengti plokštės perkaitimo ir lydymo pjaustant kampus, kad būtų pasiektas geriausias pjaustymo kokybė, sumažintas pjaustymo laikas ir padidinta našumas.
2. Dalių tarpas
Apibendrinant, pjaustant storus ir karštus lakštus, tarp dalių turėtų būti didesnis tarpas, nes storųjų ir karštų lakštų šilumos poveikis yra didesnis. Pjaustant kampus, aštrius kampus ir mažus vaizdus, gali būti sudeginti kraštai, o tai daro įtaką pjaustymo kokybei.
3. Pradedančiųjų nustatymas
Storų plokščių pjūvio procese, kad būtų užtikrintas pjūvio siūlės tinkamas sujungimas ir išvengta degimo pradžioje bei pabaigoje, dažnai nubrėžiama pereinamoji linija pjūvio pradžioje ir pabaigoje, vadinama atitinkamai įvedimo linija ir išvedimo linija. Įvedimo linija ir išvedimo linija pačiai detalė neturi naudos, todėl jos turėtų būti planuojamos už detalės ribų. Tuo pačiu reikia stengtis neplanuoti įvedimo linijos aštriais kampais ar kitose vietose, kur šiluma blogai išsisklaido. Jungtis tarp įvedimo linijos ir pjūvio siūlės turėtų būti padaryta lanksto formos perėjimu, kad mašina galėtų judėti sklandžiai ir būtų išvengta degimo dėl kampų stabdymo.
4. Bendra kraštinė pjūvio technika
Jungiant dvi ar daugiau detalių į bendrą kraštą, kuo daugiau daryti reguliarius grafikus dideliais kiekiais. Bendros kraštinės pjūvio technika leidžia gerokai sutrumpinti pjūvio laiką ir taupyti žaliavas.
5. Dalių susidūrimas
Norint maksimaliai padidinti gamybos našumą, daugelis lazerio pjaustymo įrenginių veikia nepertraukiamai 24 val. ir naudoja bepilotę automatizaciją/iškrovimo įrenginius. Kai jie po pjaustymo atsitrenkia į apvirtusius komponentus, gali būti sugadintas pjaustymo galvutė ir nutrukdyta gamyba, dėl ko patiriami dideli nuostoliai. Tam reikia atkreipti dėmesį į tinkamą pjaustymo maršruto pasirinkimą rūšiuojant, apeiti pjaustytus komponentus, sumažinti susidūrimus, pasirinkti geriausią pjaustymo kelią, sumažinti pjaustymo laiką bei automatiškai arba rankiniu būdu sujungti kelis mažus komponentus labai mažomis jungtimis. Po pjaustymo iškrauti komponentai lengvai atsijungia nuo šių mikro jungčių.
6. Liekamojo medžiagos perdirbimas
Nupjovus dalis, lazerinio pjūvio įrenginio darbo stalo likutinė medžiaga, panaši į skeletą, turi būti pašalinta kuo greičiau, kad būtų palengvintos vėlesnės pjovimo operacijos. Lazeriniam pjūviui be automatinio iškrovimo įrenginių, skeleto formos likutinę medžiagą galima supjaustyti į mažesnes dalis, kad būtų greitai pašalinta ir būtų išvengta operatoriaus sužeidimų dėl sunkių ir aštrių kraštų turinčių likučių judinimo.
Aukščiau pateikti keli patarimai, susiję su maketavimu naudojant lazerinio pjūvio mašinas. JUGAO CNC MACHINE pagrindiniai produktai apima lazerinio pjūvio mašinas, CNC hidraulines lenkimo mašinas, lazerinio suvirinimo mašinas, peilines pjūklines mašinas ir vamzdžių lenkimo mašinas, kurios naudojamos lakštinio metalo apdirbime, korpusuose, apšvietime, mobiliuosiuose telefonuose, 3C pramonėje, virtuvės reikmenyse, vonios patalpose, automobilių detalių apdirbime ir statybos medžiagų pramonėje. Sveiki atvykę pasitarti internetu, kad sužinotumėte daugiau apie mašinų informaciją.

